半壳钝边仿形铣削的设计与加工
2013-09-27 01:30:28王盼锋贺自敏
制造技术与机床 2013年7期
王盼锋 贺自敏 王 斌
(三门峡豫西机床有限公司,河南三门峡 472143)
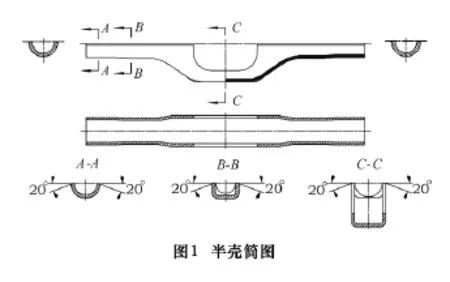
我们所设计的这台设备要加工的工件为半壳,是汽车零件焊接桥壳的一部分,材料是16Mn,要加工的内容是铣坡口,坡口角度为20°,并保证工序图所示各尺寸、形位公差及粗糙度要求,详见图1。
1 结构总体布局
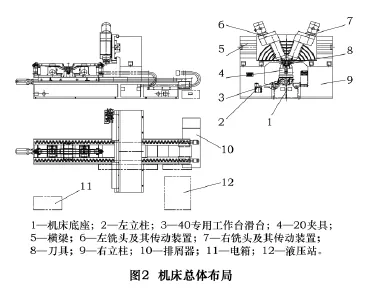
应客户要求和工件的实际情况,机床采用龙门式结构,由机床底座、左立柱、右立柱、40专用滑台、20夹具、横梁、左铣头及传动装置、右铣头及传动装置、60刀具、排屑器、液压站、电箱等部分组成,如图2所示。
1.1 工件定位基准
根据半壳的形状特征,采用两端半圆弧定位,中间大圆弧两侧及两端方管下方辅助定位,两端半圆弧上方液压夹紧。
1.2 夹紧方式
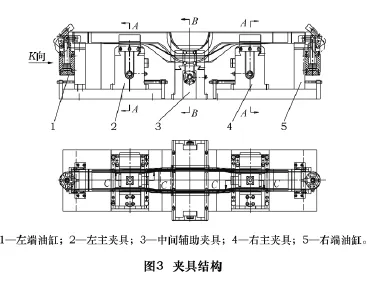
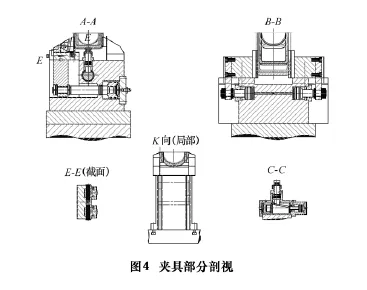
两端主夹具夹住半壳的方管部分,主夹具内置扶平油缸,作用于方管部分的下方,用于辅助支承,中间夹具夹住半壳中间圆弧的下方两侧,防止半壳发生侧翻。夹具的最外侧有两个杠杆式的油缸,用于压紧半壳两端圆弧内侧上方。两端主夹具采用一段固定一段压紧的方式夹压,用于半壳的径向定位,中间夹具采用两段同时压紧的方式,如图3和图4所示。
1.3 夹具切换
由于工件的多样性,不同品种之间的工件调换通过更换不同的定位元件,故在各个定位元件上打与之对应的半壳工件号,以方便操作者更换。而且定位元件调换要尽可能在最短的时间内完成,以提高生产作业效率。
1.4 刀具及切削参数的选择
半壳的材质为16Mn,属于低合金高强度结构钢,对应新牌号为Q345,具有良好的综合力学性能,低温冲击韧度、冷冲压、切削加工性、焊接性能等,综合性能明显优于Q235A,但缺口敏感性较大,在带有缺口时16Mn的疲劳强度低于Q235A,在热轧或正火状态下使用。正火状态具有较好塑性、冲击韧性、冷压成型性能。
由《机械设计手册》查表得知16Mn的抗拉强度为470~630 MPa。再根据半壳是粗加工,加工的深度为4 mm,参考《组合机床简明设计手册》用硬质合金端铣刀的铣削用量,得知半壳的铣削速度最好在80~120 m/min,取100 m/min;每齿走刀量在0.2~0.4 mm/齿,取 0.3 mm/齿。
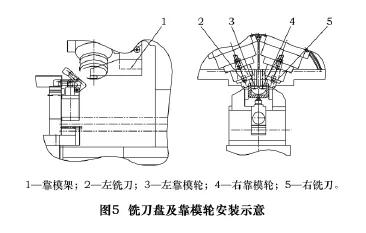
依据半壳的材料和前面选好的切削参数,我们选用某刀具公司生产的可转位上压式面铣刀,主偏角为75°,齿数为4齿,刀盘直径50 mm。之所以选用直径为50 mm的铣刀盘,是因为半壳的最小宽度是130 mm,最大壁厚是16 mm,最大内挡尺寸为130-16×2=98 mm。设计的靠模轮需要依附在半壳的内壁上并跟随铣刀盘运动,所以这种仿形最佳的方案是靠模轮和铣刀盘的直径大小一致,但由于半壳内挡尺寸限制,再加上为靠模轮预留的靠模行程为单边5 mm,这样,设计的仿形轮的直径尺寸最大为44 mm,如图5所示。
1.5 设备工作原理
本机床的铣削头安装方式一左一右,与空间Y轴成20°倾斜安装在横梁滑板上。靠模轮安装在靠模架上,用阶梯式螺钉固定,防止螺纹旋到底的时候靠模轮背死。靠模架安装在横梁滑板的下方(靠近半壳内壁的一侧)。由于铣刀盘和靠模轮都安装在横梁滑板上,它们实际上是一共生体,它们之间的位置相对固定。
在夹具的前端加装有引导板,引导板的作用是防止铣刀盘在靠模轮没有贴靠半壳内壁之前提前铣到半壳。
半壳内壁的形状变化如图1所示,首先靠模轮各自行进到终点,即横梁的理论中心位置,然后靠模轮各自向两边的半壳内壁靠拢直至贴合,这时铣刀盘和靠模轮一起移动,沿着半壳内壁的曲线变化而变化。横梁滑板下方是两个双作用油缸,左右各一,油缸压力始终恒定不变,维持在1 MPa。当靠模轮向内靠拢或扩散(即半壳内壁收窄或者放宽)时,由于工作台移动迫使靠模轮因半壳内壁变化产生向外或向内的机械力,而另外一边则是由油缸的推力支承,使机械力和油缸压力达到一种平衡状态。要实现这种平衡状态,既要经过理论的测算,又要经过实际测试。这也是本台机床调试的关键内容。
因半壳是由国标板材冲压而成,半壳的内壁没有经过任何的热处理工艺,硬度不会很高,所以靠模轮的选材和热处理工艺也十分重要。这里靠模轮材质我们选用的是40Cr,热处理工艺采用的是T265,主要是改善组织和提高性能。选用调质处理也是稍微提高下靠模轮的硬度,不至于对半壳内壁产生划伤。
1.6 机床动作
上工件—中间辅助夹具夹紧—两端主夹具夹紧—夹具最外侧油缸压紧—主夹具内辅助油缸顶起—横梁两侧滑台快进—横梁两侧滑台缓进—数控工作台快进—横梁两侧油缸缓退—靠模轮贴紧半壳内壁—数控工作台工进—数控工作台缓进—数控工作台工进—数控工作台缓进—数控工作台工进—数控工作台快进—数控工作台工进—数控工作台缓进—数控工作台工进—数控工作台缓进—数控工作台工进—数控工作台快进—横梁两侧滑台快退—数控工作台快退—松卡—下工件。
2 液压系统
机床液压系统采用独立液压站,叠加阀结构,全部液压元件符合ISO标准,油箱带有泵、阀、压力表、液面检测和液面视窗,并带有油冷机,用于液压油冷却。油管空中走管,高度2 m。
3 电气系统
电气系统采用PLC带触摸屏控制,独立电气柜(配有电柜照明),电气柜配油工业空调、防尘密封装置及三色状态灯,机床所用行程开关均带金属防护罩,并固定可靠。机床具有手动调整功能及循环功能。电气空中走线,高度2 m。
4 结语
经过多次试验和调试,机床终于达到了预期效果。加工出来的半壳尺寸稳定可靠,表面粗糙度也符合客户要求。同时也从实践中检验了我们这种仿形原理,为半壳坡口铣削增加了一种实现途径。
[1]谢家瀛.组合机床简明设计手册[M].3版.北京:机械工业出版社,1996.
[2]成大先.机械设计手册[M].3版.北京:化学工业出版社,1994.
猜你喜欢
文物季刊(2021年1期)2021-03-23 08:12:58
模具制造(2019年10期)2020-01-06 09:13:08
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
中国临床医学影像杂志(2019年5期)2019-01-07 22:21:27
制造技术与机床(2017年10期)2017-11-28 05:24:04
制造技术与机床(2017年8期)2017-11-27 02:10:01
制造技术与机床(2017年3期)2017-06-23 08:11:47
邢台学院学报(2016年4期)2016-02-28 19:54:41
焊接(2016年1期)2016-02-27 12:54:45