步距规检测数控机床直线轴的技术研究
2013-10-07 13:44:52田俊成梁熠葆李潇冰
制造技术与机床 2013年7期
田俊成 梁熠葆 唐 军 李潇冰
(①陕西工业职业技术学院校办工厂(咸阳机床厂),陕西咸阳 712000;②陕西工业职业技术学院科研处,陕西咸阳 712000)
直线轴的定位精度和重复定位精度(以下简称精 度),检测常用的有3种方法:第一种是激光干涉仪法。它可以根据被测机床的规格、技术要求进行自动检测、数据处理、螺距补偿等全自动的检测整台数控机床,且轴线尺寸的长短都能检测,精度达到微米量级,但是这种设备价格昂贵,不同档次的激光干涉仪,无论国产还是进口,少则二三十万元,多则六七十万元。因此在军工企业、大型企业和专业检测机构中应用较为广泛。第二种是金属线纹尺法,它是以线纹尺的刻线为标准,借助于读数显微镜与之配合,进行直线轴精度检测的一种方法。这种方法是用眼睛通过读数显微镜,瞄准线纹尺的刻线进行人工读数,来确定直线轴的检测数据。该方法效率低,靠人的目力瞄准刻线,因此,精度不高,人为误差大,只适应于普通车床、铣床等低精度机床的检测,且被检轴线大于线纹尺长度时就无法检测。第三种为步距规法,是以步距规为标准,用电感测微仪传感器测头(以下简称测头)进行定位读数的一种直线轴检测方法。此法的设备与激光干涉仪相比,价格低廉,1 m内步距规加电感测微仪不超过3.5万元,且精度较高。若将步距规按等使用(按实际尺寸使用),测头分辨率调整到0.5 μm或0.1 μm,其测量精度与激光干涉仪相当,也可达到微米量级。它的高精度、低成本在数控机床制造行业,与使用数控机床的单位中都有广泛的应用。但步距规也有它的缺点,那就是步距规一定要大于被测直线轴的长度,若小于就无法检测,或者要分段检测,数据不连续精度很不可靠。因此,我们在近年来检测实践中,总结研发了一种“双测头检测法”或“多测头检测法”进行直线轴的检测。这种方法是用一个步距规和两个测头,或多个测头,一次性将大于步距规尺寸的直线轴连续检测完毕,很好地克服步距规的这一缺点,极大地扩展了步距规的使用范围。
1 步距规的结构与精度等级
1.1 步距规的结构
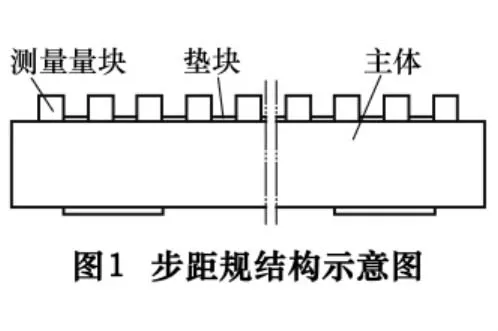
步距规的结构见图1,它是由测量量块与垫块拼研在一起,组成标准尺寸,并镶嵌于步距规基座通槽之中的一种长度标准量具。其量块的材料有钢质、陶瓷和钢质与陶瓷混合的3种。
1.2 步距的精度级别
步距的精度分为0级、1级、2级,相关的技术要求见表 1[1]所示。
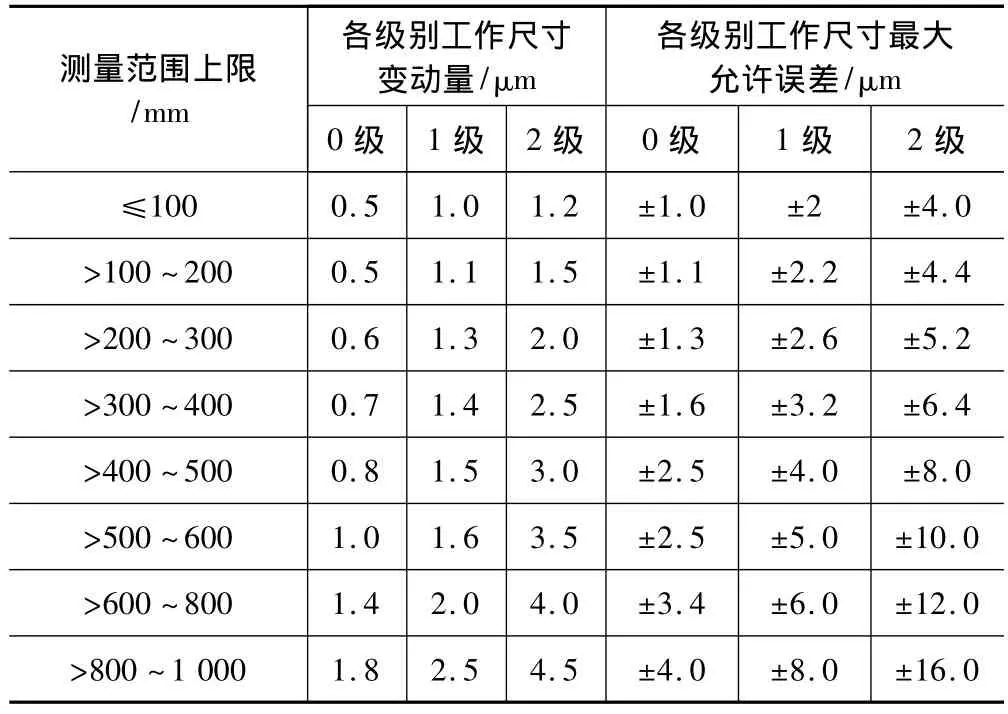
表1 步距规精度级别
2 步距规检测数控直线轴的测量原理
步距规是量块拼研的组合体,属长度尺寸的实物标准。其测量原理是以步距规各测量量块中心测量线,至零平面中心测量线,之间的距离组成的标准长度,以电感测头为定位元件,与被检机床直线轴所显示的长度尺寸之差,即为被检轴线的定位精度误差。
3 步距规检测直线轴关键技术的研究
3.1 单测头检测法(小于或等于)
将步距规放置在被检机床导轨上,用压板或工业橡皮泥将其固定后,用测头将步距规侧方基准面,与被检轴线运动方向拉直找正在0.02 mm即可,然后等温至少8 h,或者提前等温后再安装步距规。并在检测时先将测头读数表电源打开,预热至少30 min。定位用的测头要安装到机床可移动的Z轴或Y轴的适当位置,支架要有足够的刚性,并在测量前反复校准零位,然后按国标GB/T17421.2-2000要求的测量点数,目标位置趋近方向,记录格式进行数据处理,若有超差则要进行螺距补偿,具体螺距补偿方法这里不再赘述。
3.2 双测头检测法和多测头检测法(大于)
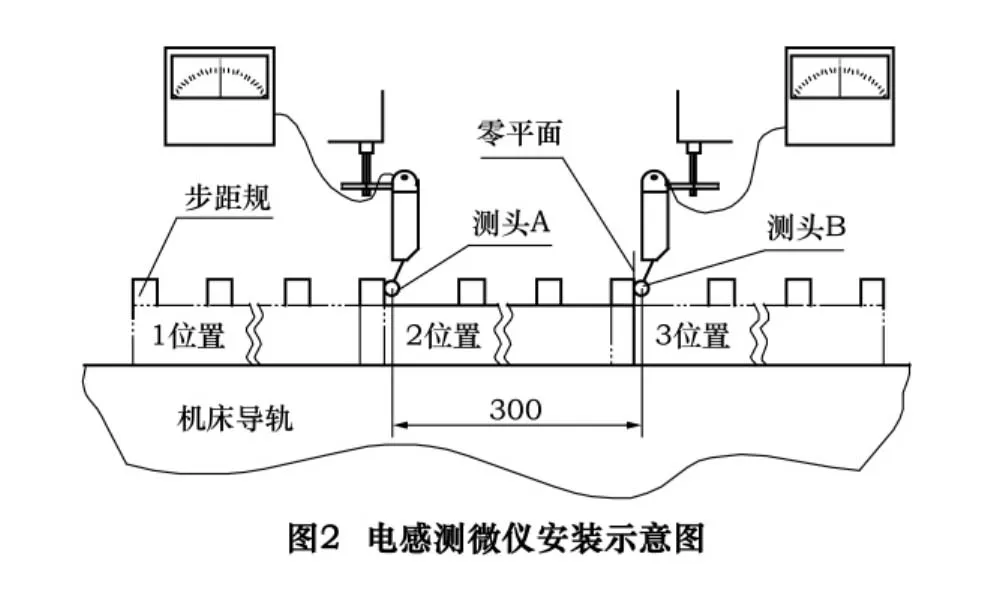
现以300 mm的步距规用“双测头检测法”,检测600 mm的X导轨直线轴为例进行详述(测头的安装中心距如图2所示)。
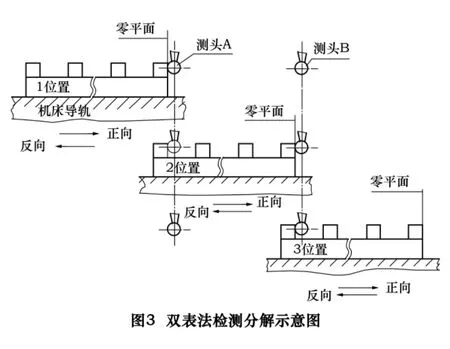
第一步,将步距规安装在导轨工作台的中间位置,方法和要求与3.1所述相同。第二步,将测头A和B安装到机床可移动的Z轴或Y轴的适当位置上,这里要说明的是,安装A、B测头的两个支架的其中一个夹头,必须做成可微调的结构。安装时用数控电子手轮移动X导轨,使A测头指针压至零位附近,再用电感测微仪上的旋钮精确调零,A测头安装完毕(见图2的测头A)。接下来B测头安装是关键的一步,此时X导轨固定不动,用微调夹头使B测头指针压至零位附近,再用B测头电感测微仪上的旋钮精调至零位(见图2的测头B)。这时移动安装A、B测头的Z轴或Y轴,使测头退出步距规测量面。第三步,将导轨X轴向左移动300 mm,使步距规处于1位置,然后移动安装A、B测头的轴线进入步距规的测量位置(见图3测量分解示意图的1位置),使测头A与步距规的零平面接触,并将A测头指针再次调零后开始测量。导轨向右移动,测头A测完L1=100 mm、L2=200 mm、L3=300 mm时,B测头进入零平面的测量位置(见图3测量分解示意图的2位置)。这时要把B测头对零平面的指针示值,调整到与A测头指针相同的数值,表示B测头进入测量位置接替A测头,继续测量L4=400 mm、L5=500 mm、L6=600 mm,这时步距规就移动到图3的3位置。一个连续检测600 mm的过程全部完成。然后再进行反向测量,导轨向左移动,B测头的最后一点又成为反向测量的起始点,依次测量反向的100 mm、200 mm、300 mm,这时A测头进入测量面接替即将退出测量的B测头,步距规又回到2位置,此时与测量正向行程相同的是,要把A测头指针的示值调整到与B测头相同的数值,A测头依次测完反向的400 mm、500 mm、600 mm后又回到1位置,一个反向的连续测量600 mm的过程到此结束。这是测量中最为关键的一个步骤,其目的就是要保证测量的连续性,和数据的准确衔接。按照上述方法,测量5个往返后,再进行数据处理,确定是否合格。
以上介绍的是用两台电感测微仪,检测直线轴的具体方法与步骤。如果有的单位只有一台电感测微仪,那么只要有两个旁向传感器测头也是可以的。测量方法与两台电感测微仪基本相同。但不同的是,在图3的2位置,当B测头进入零平面接替A测头测量时,要通过测微仪的A、B测头转换开关,将B测头对零平面的指针示值,调整到与A测头指针相同的数值即可。同样反行程测量到2位置时,仍要通过测微仪的A、B测头转换开关,将A测头的指针示值,调整到与B测头指针相同的数值即可。
4 结语
(1)文中所举实例为0~300步距规,用双测头检测法可检测600 mm的直线轴,此方法同样适用所有规格的步距规。如0~1 000 mm步距规,用双测头检测法可检测2 000 mm的直线轴,用三测头检测法可测3 000 mm的直线轴,对于大型机床可推广到“N测头检测法”。由于机床结构的不同,有的还需加装测头支架才能实现“N测头检测法”。(2)步距规做为检测数控直线轴的标准器,为提高检测精度,一定要按实际尺寸对测量值进行修正,用双测头检测法则要双倍修正,用N测头检测法就要修正N次。(3)由于步距规是由许多量块拼合组成,每年应按JJF1258-2010校准规范校准,以确保其量值传递的可靠性。(4)由表1可知步距规的精度是很高的,尤其是0级,因此对于磨床等高精度直线轴的检测,还应考虑温度对陶瓷步距规热胀系数的影响。
[1]国家工业和信息化部.机械行业标准JB/T10977-2010 步距规[S].北京:机械工业出版社,2010.
[2]中国计量科学研究院.国家计量技术规范JJF1258-2010〈步距规校准规范〉[S].北京:中国计量出版社,2010.
[3]全国金属切削机床标准化技术委员会.国家标准GB/T17421.2-2000 机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定[S].北京:中国标准出版社,2000.
猜你喜欢
计测技术(2021年2期)2021-07-22 09:17:24
铁道建筑技术(2021年4期)2021-07-21 05:33:28
商品与质量(2019年7期)2019-07-24 09:19:20
娃娃画报(2019年5期)2019-06-17 16:58:10
广东第二课堂·小学(2017年9期)2017-09-28 14:51:06
当代医药论丛(2017年22期)2017-04-12 06:30:22
精密制造与自动化(2015年1期)2015-12-06 02:47:32
电源技术(2015年2期)2015-08-22 11:28:14
电测与仪表(2015年5期)2015-04-09 11:30:42
电测与仪表(2014年6期)2014-04-04 11:59:46