
各型步距规温度补偿值应用技术的研究
2015-12-06 02:47:32王云富田俊成
精密制造与自动化 2015年1期
王 丽 王云富 扬 莉 张 磊 田俊成
(1.陕西工业职业技术学院 机械工程学院 陕西咸阳712000;2.西安鸣士数控机床有限公司 陕西西安710077)
各型步距规温度补偿值应用技术的研究
王 丽1王云富2扬 莉2张 磊2田俊成2
(1.陕西工业职业技术学院 机械工程学院 陕西咸阳712000;2.西安鸣士数控机床有限公司 陕西西安710077)
针对步距规检测数控机床中,因陶瓷与钢质材料热膨胀系数不同对检测精度的影响,近年来对步距规结构、材料、性能、精度做了大量的实验与研究,推导出各型步距规温度补偿值的通用计算公式,计算出各种节距的全陶瓷与半陶瓷步距规在不同温度下的热膨胀量补偿值。检测人员可直接应用这些补偿值,将极大的提高数控机床检测精度与效率。
全陶瓷 半陶瓷 步距规 温度补偿值 应用技术
1 步距规的用途
步距规主要用于检测数控机床、数显机床、三坐标等测量仪器直线轴的定位精度和重复定位精度。
2 步距规的结构
常用步距规的结构分别由10 mm测量量块和10 mm垫块组合成,如图1(a、b、c、d)所示这几种形式。

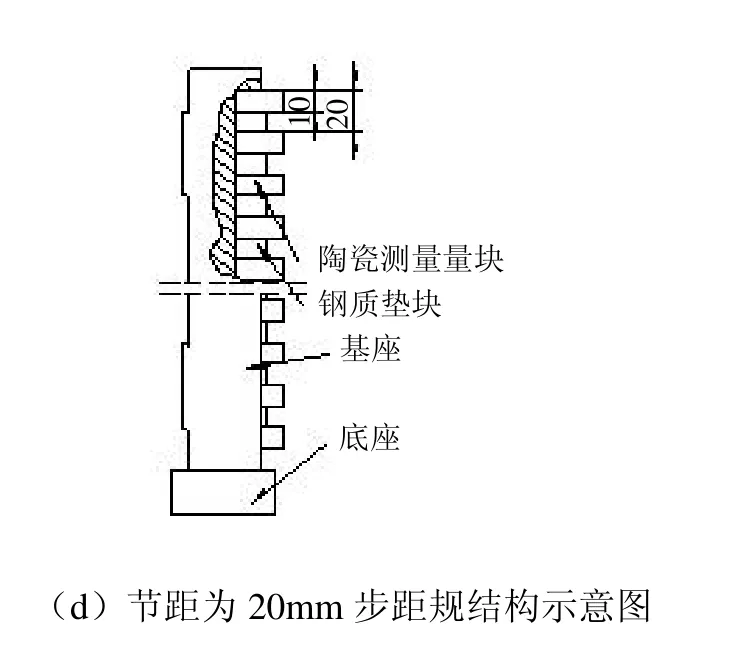
图1 常用步距规
3 步距规的材料
步距规按材料分为3种:(1)测量量块采用陶瓷,垫块采用钢质的“半陶瓷步距规”;(2)测量量块和垫块都用陶瓷的“全陶瓷步距规”;(3)测量量块和垫块都用钢质的“全钢质步距规”。常用的是第1种,其次为第2种,第3种用的很少。
4 步距规的使用现状
步距规是由若干个10 mm量块拼接而成的长度实物标准量规,由于量块的材料有陶瓷和钢质两种,它们热膨胀系数不同,在20℃的标准温度下使用时,对测量误差的影响可忽略不计,因为步距规在制造、安装、检定时都在标准温度下进行。但在生产实践中许多机床生产厂家都没有标准的恒温车间,尤其一些中小企业,都在自然温度下进行检测,如冬天可能在5℃上下,夏天在35℃左右,常温下的温差可达∆=35℃-5℃=30℃。即使经足够的时间等温,产生的误差也是不能忽略的。笔者结合生产实践温,产生的误差也是不能忽略的。笔者结合生产实践中发现与存在的问题,分析计算出各种材料的步距规,在不同温度下的补偿量,以供相关人员应用与参考。
5 步距规温度补偿值的计算
近年来对步距规结构、材料、性能、精度做了大量的实验与研究,推导出步距规温度补偿值的通用计算公式(这里略去复杂的、推导、计算过程)计算出各种节距的陶瓷与钢质步距规在不同温度下,热膨胀量补偿值列于表1、2、3,可供检测人员直接应用。
步距规温度补偿值的通用公式:

式中:l为被测量的长度(mm);K为陶瓷量块与钢质量块长度比值(全陶瓷步距规K=1、节距为30mm半陶瓷步距规K=1/3、节距为20mm半陶瓷步距规K=1/2);为钢质材料膨胀系数与陶瓷材料热膨胀系数αt的理论差值;为钢质材料的热膨胀系数为11.5×10-6/℃;为陶瓷材料的热膨胀系数为×10-6/℃=2×10-6/℃;∆为温度变化量℃(与标准温度的偏差值;大于20℃时取+号,小于20℃时取-号)。
5.1 全陶瓷步距规温度补偿表

表1 全陶瓷步距规温度补偿值(µm)
5.2 节距为30mm半陶瓷步距规温度补偿表

表1 全陶瓷步距规温度补偿值(µm)
5.3 节距为20mm半陶瓷步距规温度补偿表
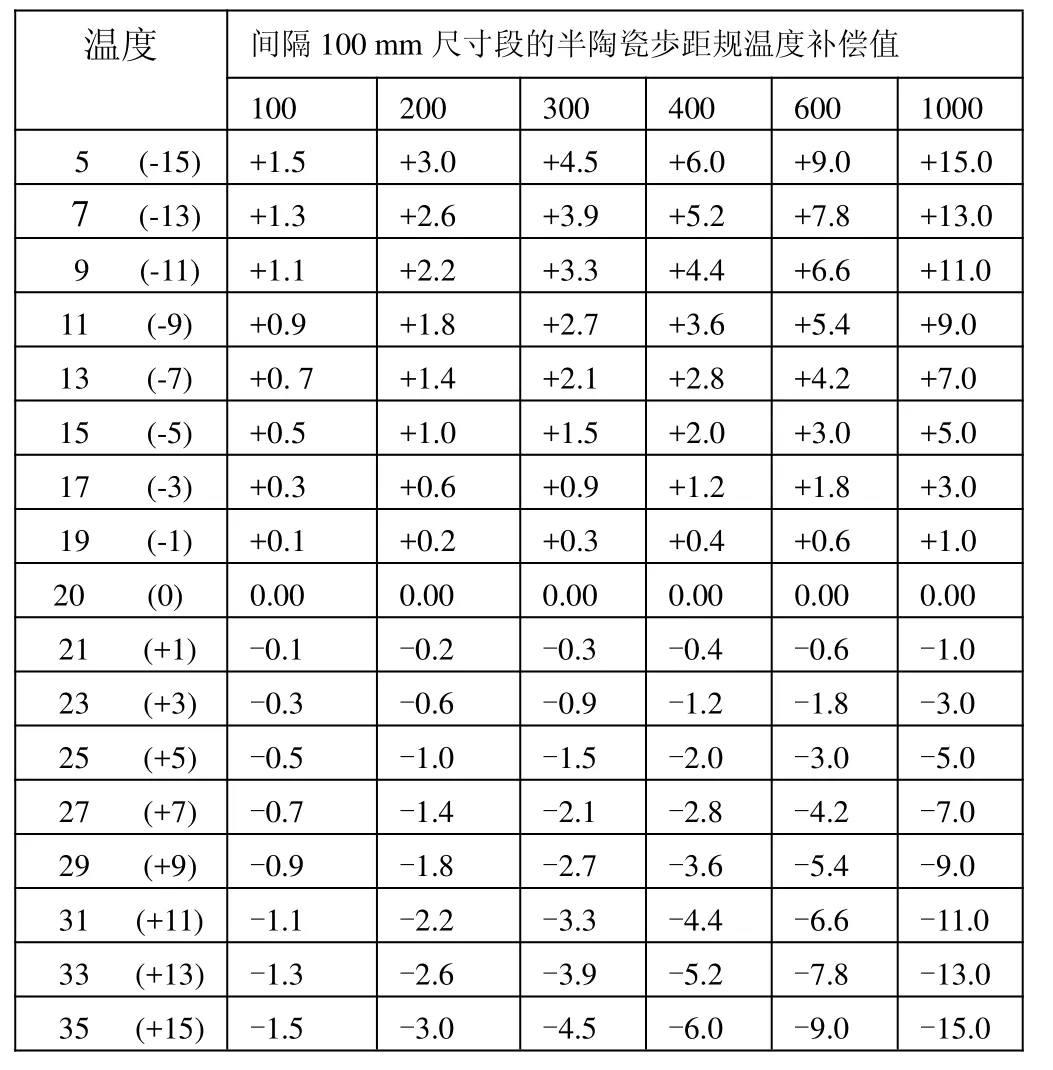
表3 节距为20mm半陶瓷步距规温度补偿表
6 步距规温度补偿值的应用
现以600mm全陶瓷步距规与节距为20m陶瓷步距规,在温度为10℃与30℃时检测数控机床为例,说明补偿表的使用方法。
6.1 600mm全陶瓷步距规温度补偿值的应用

表4 600m全陶瓷步距规温度补偿表 测量温度:10℃

表5 600m全陶瓷步距规温度补偿表 测量温度:30℃
6.2 600mm的半陶瓷步距规补偿值的应用
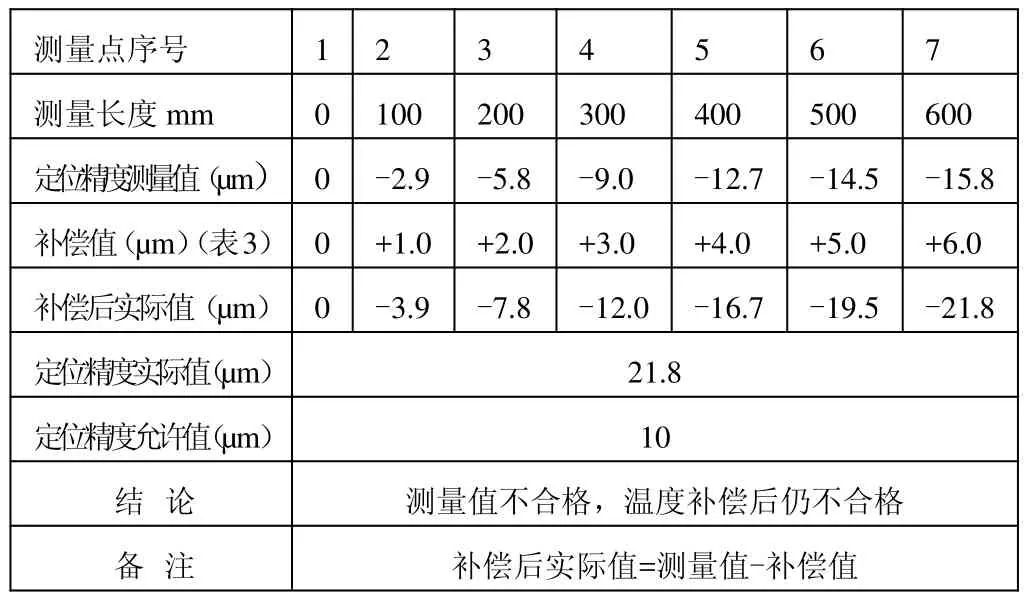
表6 节距为20mm的600mm半陶瓷步距规温度补偿表测量温度10℃

表7 节距为20mm的600mm半陶瓷步距规温度补偿表测量温度:30℃

表8 节距为20mm的600mm半陶瓷步距规温度补偿表测量温度:10℃
7 结语
(1)由表4、5、6、7、8的举例可以看出,用相同尺寸的步距规,测量相同的尺寸时,在不同的温度下,测量值不同,补偿值也不同,得出的结论也不同。
(2)表4与表7经温度补偿后是合格的,而表5、表6经温度补偿后仍不合格。也有测量值看起来合格,经温度补偿后反而不合格(如表8所示)。
(3)文中所举是几个简单的典型实例,在实际检测中遇到得检测数据是复杂多变的,通过以上分析可知,检测后一定要先对测量数据进行温度补偿,达不到要求的才可以通过数控系统进行机床丝杠的螺距补偿。
(4)为了说明问题简单化,所举实例的测量值只列出了单向测量数据,但实际测量中是要对正、反双向都要进行的。
注:陕西工业职业技术学院科研项目ZK13—42
[1] 国家工业和信息化部.机械行业标准JB/T10977‐2010〈步距规〉[S].北京:机械工业出版社,2010,7.
[2] 国家质量监督检验检疫总局.国家计量技术规范JJF1258‐2010〈步距规校准规范〉[S].北京:中国计量出版社,2010,8.
[3] 田俊成等.步距规检测数控机床直线轴的技术研究[J].制造技术与机床,2013,(7):112-114.
[4] 田俊成等.半陶瓷步距规热膨胀系数的研究[J].制造技术与机床,2014,(1):126-129.
猜你喜欢
机械制造(2021年9期)2021-10-12 12:28:08
煤气与热力(2021年4期)2021-06-09 06:17:10
舰船科学技术(2021年12期)2021-03-29 01:28:30
轮胎工业(2020年10期)2020-08-04 08:38:12
中国特种设备安全(2019年11期)2020-01-16 08:05:44
仪器仪表用户(2019年4期)2019-04-09 05:05:58
山西青年(2016年22期)2016-11-30 05:44:07
橡塑技术与装备(2016年3期)2016-11-28 02:03:46
大科技(2016年32期)2016-07-12 13:05:58
科技与企业(2014年23期)2014-10-21 20:10:09
