
矿山电铲用4150H异形环锻件的试制研究
2013-09-23 01:45王雷刚钱喜根潘正华贺佳阳
大型铸锻件 2013年3期
陈 洪 王雷刚 钱喜根 潘正华 贺佳阳
(1.江苏大学材料科学与工程学院,江苏212013;2.张家港海陆环形锻件有限公司,江苏215600)
矿山电铲设备核心部件的技术要求和质量指标异常严格,因为矿山机械用环锻件主要用于矿山机械如挖掘机、起重机、制砂机等的承重与传动件,需要具有良好组织结构的材料,晶粒度大于6级,材料具有较高机械强度、硬度、耐磨性、韧性及低温性能。按照国内外顾客要求和美国对环锻件产品性能的标准,我们确立了电铲系列环锻件的材质指标,并对锻造工艺、热处理工艺进行了试验,以满足电铲设备的使用性能和要求。
1 矿山电铲环锻件生产中的问题
按常规工艺生产矿山电铲环锻件产品时合格率低,环件淬火后极易出现开裂。通过断裂处夹杂物与金相检测分析,显示存在非金属夹杂物超标及魏氏组织。针对这些问题,对常规生产工艺进行了全面评价:
(1)选材原因。环件有裂纹和性能未达标,可能的原因是所选钢锭未经真空脱气,氢氧含量未达标,或是钢锭化学成分及浇铸不当,材料内部有裂纹。
(2)未对不同材质与用途的环件分类管理。对有特殊要求的矿山电铲环锻件,按一般锻件编制工艺规程,缺乏有针对性的工艺规范。
(3)材料加热后经制坯、碾锻,但未作多次镦拔变形,未达到≥6的锻造比。
(4)锻造、热处理设备及检测条件的局限。主要是设备使用年限过长,难以达到质量要求和精度。
(5)工艺规程未进行全过程严格的工艺监督与质量见证。如个别锻件金相检验显示魏氏组织,说明锻件升温过热,缺乏温控过程的监督。
综上所述,矿山电铲产品的生产工艺,包括材料的选用、加热、锻制、热处理和金加工,特别是调质热处理,对材料的力学性能与内在质量有很大的影响,需要针对矿山电铲的使用要求进行工艺研发和特殊的质量控制。
2 矿山电铲环锻件生产工艺路线
矿山电铲环锻件试制所用的材料为4150H钢,通过多批工艺投料试验与试制,制订了MPP工艺规程。具体试制工艺为:原材料复验→下料→加热→制坯→碾环→粗车→无损检测→热处理(正火)→粗加工→无损检测→热处理(调质)→精加工。试制工艺示意图见图1。
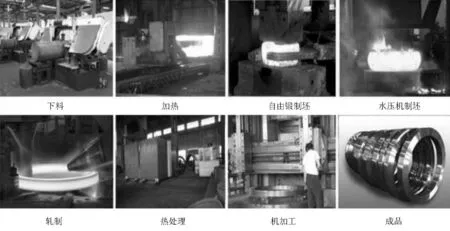
图1 试制工艺示意图Figure 1 Schematic drawing of trial manufacture process

牌号CSiMnPSCrNiMoCuAlPbVTi4150H0.48~0.530.15~0.350.80~1.10≤0.015≤0.0150.90~1.200.15~0.300.20~0.25≤0.25≤0.015≤0.005≤0.08≤0.02
注:[O]≤20×10-6,[H] ≤1.8×10-6,N≤0.010
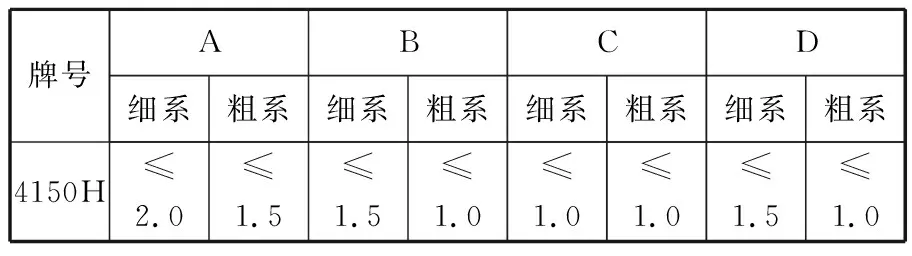
表2 4150H钢的非金属夹杂物Table 2 Non-metallic inclusions of 4150H steel

表3 4150H钢的低倍组织Table 3 Macrostructure of 4150H steel
3 矿山电铲环锻件用4150H的试制工艺
3.1 原材料选择
矿山电铲环锻件对所需的原材料有严格的质量要求,根据美国某公司的要求,按美标和欧标调整了化学成分,确定了材料的P、S、H、O含量与非金属夹杂物及材料的低倍组织要求。材料的化学成分、非金属夹杂物及低倍组织要求分别如表1、表2和表3所示。
3.2 锻造工艺改进 [1~4]
根据4150H钢的技术特性,采取如下的炉温控制措施:(1)材料装炉加热位置避开火焰喷嘴直射处,避免坯料局部过热;(2)校准热电偶测温仪,严格控制炉子升温和保温时间,监控与记录加热温度;(3)使用便携式侧温仪对加热过程进行动态监控与记录,并与炉上热电偶测温情况进行对比,确保锻坯材料加热到规定温度,不发生过烧。
为最大程度地打碎树枝晶组织,锻合材料内部的缩孔等缺陷,工艺规程上明确了自由锻和压机制坯的锻造比。写明了反复锤打与锻制的频数与尺寸,以确保达到锻造比≥6的要求。防止材料内部存在较大的铸态树枝晶组织,以免造成对后续热处理工艺产生影响。而且为保证材料在锻造过程中保持足够的塑性,锻造加热保温温度为1 250℃±20℃,始锻温度为1 150℃,终锻温度为850℃。环件在轧制过程中应注意芯辊和锥辊的进给速度比值,否则若其比值较大,则环件轧制后的上下表面以及侧面会出现凹槽。若凹槽太深,超过了其所给的余量,就会造成环件的报废。通过DEFORM-3D有限元模拟,得出其适当的比值为3。
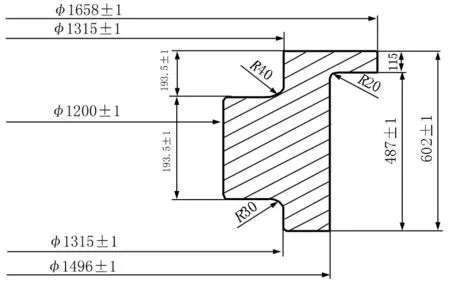
图2 4150H钢异形环锻件的形状和尺寸Figure 2 Shapes and sizes of 4150H steel abnormity ring forging
3.3 热处理工艺设计[5]
根据国内外有关标准,设计矿山电铲环锻件的热处理工艺曲线。根据环锻件的尺寸规格、壁厚等因素,确定进炉后的升温、保温时间。在热处理正火后,先进行粗车,然后再进行调质处理,从而确保了环锻件最终的性能指标。4150H钢异形环锻件的尺寸与形状如图2所示,热处理工艺曲线如图3所示。
4 试制检验结果
4150H钢异形环锻件试制完成后,对其进行超声波、力学性能及晶粒度检测。其超声检测合格,力学性能和晶粒度都达到了技术要求。力学性能检测结果如表4所示,晶粒度照片如图4所示。

图3 4150H钢异形环锻件的热处理工艺Figure 3 Heat treatment process of 4150H steel abnormity ring forging
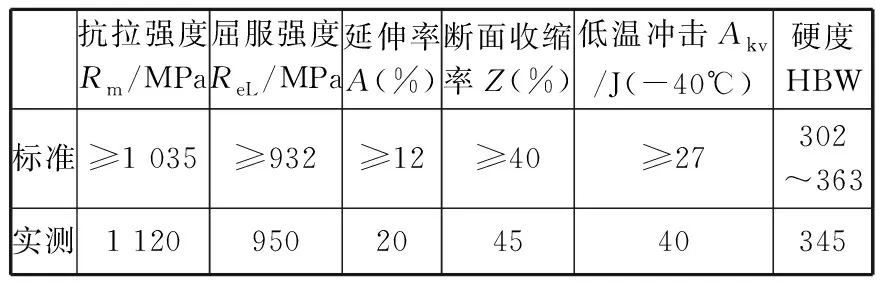
表4 4150H钢异形环锻件的力学性能Table 4 Mechanical properties of 4150H steel abnormity ring forging
图4 4150H钢异形环锻件的力学性能Figure 4 Mechanical properties of 4150H steel abnormity ring forging
5 结论
(1)为保证材料在锻造过程中有足够的塑性以及锻造后有良好的组织结构, 4150H钢环锻件的锻造加热保温温度为1 250℃±20℃,始锻温度为1 150℃,终锻温度为850℃。材料的锻造比应不小于6。
(2)为得到优良的组织,保证环锻件的力学性能达到技术要求,锻坯采用的是870℃淬火+540℃回火。热处理后材料的力学性能达到了技术要求,且晶粒度达到了6级。
[1] 辛向阳,刘方红,邓蜀宁.大锻件锻造方法综述[J]. 大型铸锻件,1999(1):43-49.
[2] 赵俊伟,陈学文,史宇麟,张琪.大型锻件锻造工艺及缺陷控制技术的研究现状及发展趋势[J]. 锻造设备与制造技术,2009(4):23-28.
[3] 姚泽坤,雷军,耿明丽,等.锻造工艺学[M].西北工业大学出版社,1998.
[4] 何文武,郭会光,刘建生.锻造裂纹的分析与防治[J].锻压技术,2010,35(1):16-20.
[5] 卢银德.大型锻件的热处理工艺[J].金属热处理,2004,29(4):47-49.
猜你喜欢
现代工业经济和信息化(2022年6期)2022-08-02
中国金属通报(2020年23期)2020-03-15
商品与质量(2019年4期)2019-12-21
机械管理开发(2018年12期)2019-01-17
石油化工建设(2018年1期)2018-07-10
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年3期)2017-04-26
重型机械(2016年3期)2016-04-01
重型机械(2016年1期)2016-03-01
