40Cr13环件径-轴向环轧工艺参数优化
2019-01-17 02:08:00成思福吴安东阎晓燕吴玉国
机械管理开发 2018年12期
成思福, 吴安东, 阎晓燕, 吴玉国
(1.马鞍山市晨旭机械制造有限公司, 安徽 马鞍山 243141; 2.安徽工业大学机械工程学院,安徽 马鞍山 243011)
引言
环轧又称环件的辗环和扩孔,它是通过辗环机和特殊孔型之间的配合进行轧制,使环件毛坯径向厚度减小,内、外径逐渐增大的塑性加工工艺[1]。
环轧工艺与传统的模锻、自由锻等工艺相比,其优点在于:生产周期短、环件组织均匀、表面质量好、加工误差小、材料的有效利用率高[2]。目前环轧被广泛应用于加工火车轮毂、抗摩擦的轴承环内外圈和各种几何形状的法兰。不同材料和不同尺寸的环件已经应用到化学、航空、汽车和核能等各个领域中。
随着制造业的迅速发展,市场对40Cr13环件供不应求,但同时对环件的精度和性能要求也越来越高,因此国内外学者对环轧工艺做了大量研究。华林等人发现环件刚度对其轧制结果有影响,并通过力学方法建立了刚度数学模型,提高了环件尺寸精度[3]。付明杰通过设计轧制曲线,使环件易成形且尺寸精度高[4]。
PSMInc提出了充型极限方程,并结合在四种不同情况下的试验,结果良好[5]。这在一定程度上解决了不能完全充型的问题。C.Wang针对环件经常出现空隙的现象,通过控制工艺参数,模拟不同环件外径的增长速度对环件内空隙的影响,并通过紫外线探测法进行探测[6]。结果表明:外径增长速快的环件要比速度慢的环件在空隙形成方面要少,这为解决环轧出现孔隙问题提供了新的方法。解决充型和间隙问题在很大程度上提高了环件的机械性能。
本文主要利用simufact forming对不同环轧参数进行数值模拟,并分析其对成品环件的影响,从而优化环轧参数,提高环件的尺寸精度和机械性能,降低报废率和生产成本,提高企业市场竞争力,此外,对于40Cr13环件径-轴向环轧工艺的研究具有重要意义。
1 环轧三维模型的建立及基础理论
1.1 环轧三维模型的建立
环轧的类型主要分为径向环轧和径-轴向环轧,根据不同的需要选择不同的类型,由于对40Cr13环件的径、轴向要求较高,因此本文选择径-轴向环轧。下面根据辗环机和所需环轧的环件尺寸如表1所示进行建模,模型如图1。
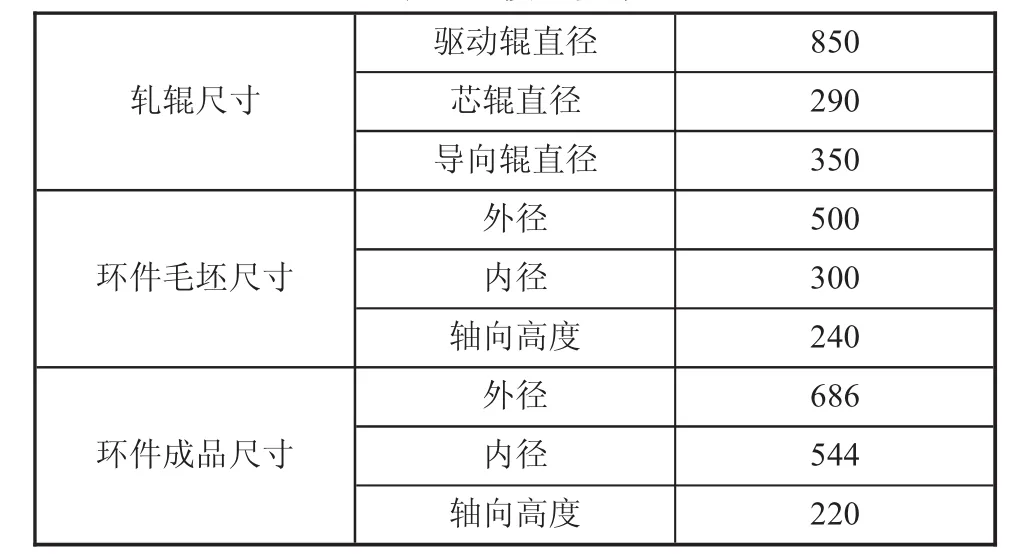
表1 模型参数 mm

图1 环轧三维模型
1.2 环件模型运动规律分析
在径-轴向环轧过程中,驱动辊对环件的摩擦力使其转动,使环件变形均匀。假设驱动辊和环件之间是纯滚动,且环件在环轧过程中一直保持圆形。设环件毛坯的初始内径为d0,初始外径为D0,初始壁厚为B0,初始轴向高度为H0;环件在轧制过程中的瞬时内径为d,瞬时外径为D,瞬时壁厚为B,瞬时轴向高度为H,驱动辊直径为D1,芯辊直径为D2,驱动辊转速为n1。
1.2.1 环件转速计算
根据假设:驱动辊与环件之间为纯滚动,则驱动辊的外表面与环件的外表面接触处的线速度相等。则环件的瞬时旋转速度n[7]。

由式(1)可知,若驱动辊的转速n1保持不变,随着环轧的进行,环件瞬时外径D逐渐增大,环件的转速n会随着环轧的进行不断减小。
1.2.2 内、外径增长速度
本文是利用刚塑性有限元法,只考虑塑性变形,根据环件轧制过程中体积不变得[52]:


将式(3)(4)对时间t进行求导得:
环件外径增长速度:

环件内径增长速度:

环件的瞬时厚度:

1.3 环轧参数设置
环轧参数设置如表2,这些参数是根据之前同类产品加工时的参数以及计算和环轧经验所设置的。
把前面的三维模型导入simufact forming软件中,根据表2设置参数,然后进行模拟仿真。

1-2 环轧参数
2 环轧参数的优化
表2的环轧参数是根据经验以及计算设置的,但是环轧结果较差,环件的尺寸精度低、机械性能较差。为了解决这些问题,对环轧参数进行优化,本文选取了环件初始轧制温度、驱动辊摩擦系数和驱动辊转速三个参数,通过模拟仿真,采用单一变量法对其优化。
2.1 环件初始轧制温度的优化
本文选取四组初始轧制温度:1000℃、1100℃、1200℃、1300℃,保持其它参数不变,分别对四个不同参数进行模拟仿真。
2.1.1 环件初始温度对环件等效塑性应变的影响
图2是环件外侧某点(变形较大处)等效塑性应变随轧制时间的变化规律曲线,可以发现:该点处的等效塑性应变速度随着轧制的进行,先增大,后减小。相比于其他初始轧制温度,在1000℃时,等效塑性应变的跨度较大,塑性变形不均匀,环件的机械性能会有所下降。所以环件的初始轧制温度要大于1000℃。
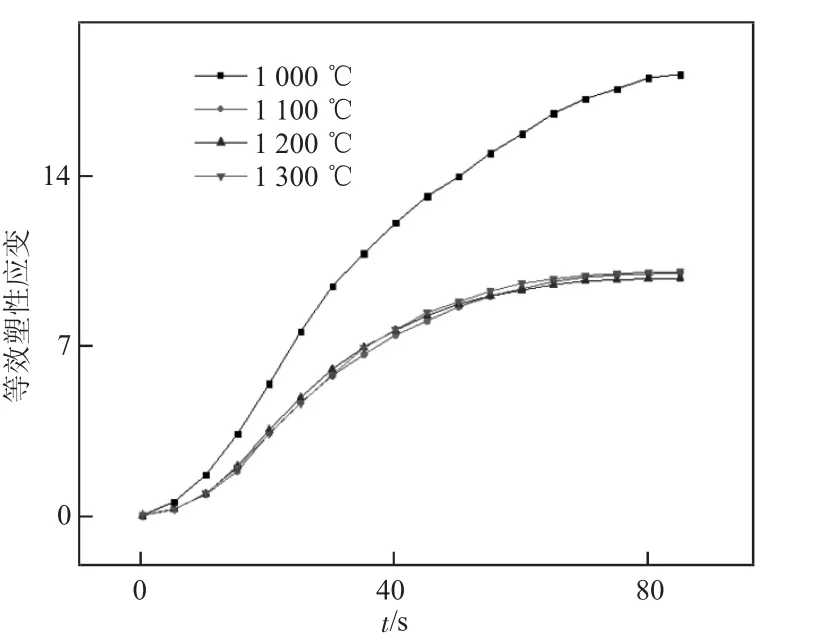
图2 不同环件初始轧制温度下环件外侧某点等效塑性应变变化规律
2.1.2 环件初始温度对轧辊轧制力的影响
如下页图3所示:驱动辊所受轧制力在轧制初始阶段迅速上升,在10 s达到峰值,随着轧制的进行,轧制力大小逐渐趋于稳定。在不同的初始轧制温度下,温度越低,轧制力越大,大于1000℃时,轧制力的大小相差较小。
2.1.3 环件初始温度对于环件温度分布的影响
从下页图4可发现:在环件初始轧制温度为1100℃时,环件温度分布相比于其它温度下较均匀,有利于环件机械性能的提高。
综上所述,环件初始轧制温度在1100℃时,环件的等效塑性应变的变化范围较小,且温度分布较为均匀。在环件初始轧制温度为1100℃、1200℃和1300℃时,环件对于驱动辊的轧制力相差不大,所以综合考虑,在其它条件不变的情况下,40Cr13环件初始温度选择1100℃比较合适。

图3 驱动辊在环件不同初始温度下所受轧制力的变化规律图
2.2 驱动辊摩擦系数的优化
利用环件初始轧制温度的优化结果,其他参数不变,选取四组驱动辊摩擦系数:0.83、0.88、0.93、0.98,并对其进行优化。
2.2.1 驱动辊摩擦系数对环件等效塑性应变的影响
和图2一样,图5是表示环件外侧某点(变形较大处)等效塑性应变在不同驱动辊摩擦系数下随轧制时间的变化规律曲线,等效塑性应变变化速率总的变化规律是先增大,后减小,并趋向稳定。可以发现:随着驱动辊摩擦系数的增大,等效塑性应变的跨度和峰值都逐渐减小。
2.2.2 驱动辊摩擦系数对驱动辊所受轧制力的影响
从图6可以发现:驱动辊所受轧制力随时间的变化先增大后,在10 s时达到峰值后逐渐减小。在不同的驱动辊摩擦系数下,驱动辊所受轧制力大小基本相等,驱动辊摩擦系数对于轧制力影响较小。

图5 不同驱动辊摩擦系数下环件外侧某点等效塑性应变变化规律

图6 驱动辊在不同驱动辊摩擦系数下所受轧制力的变化规律图
2.2.3 驱动辊摩擦系数对环件温度的影响
从图7可以发现,相对于其它驱动辊摩擦系数,摩擦系数为0.88时,环件温度分布较为均匀。
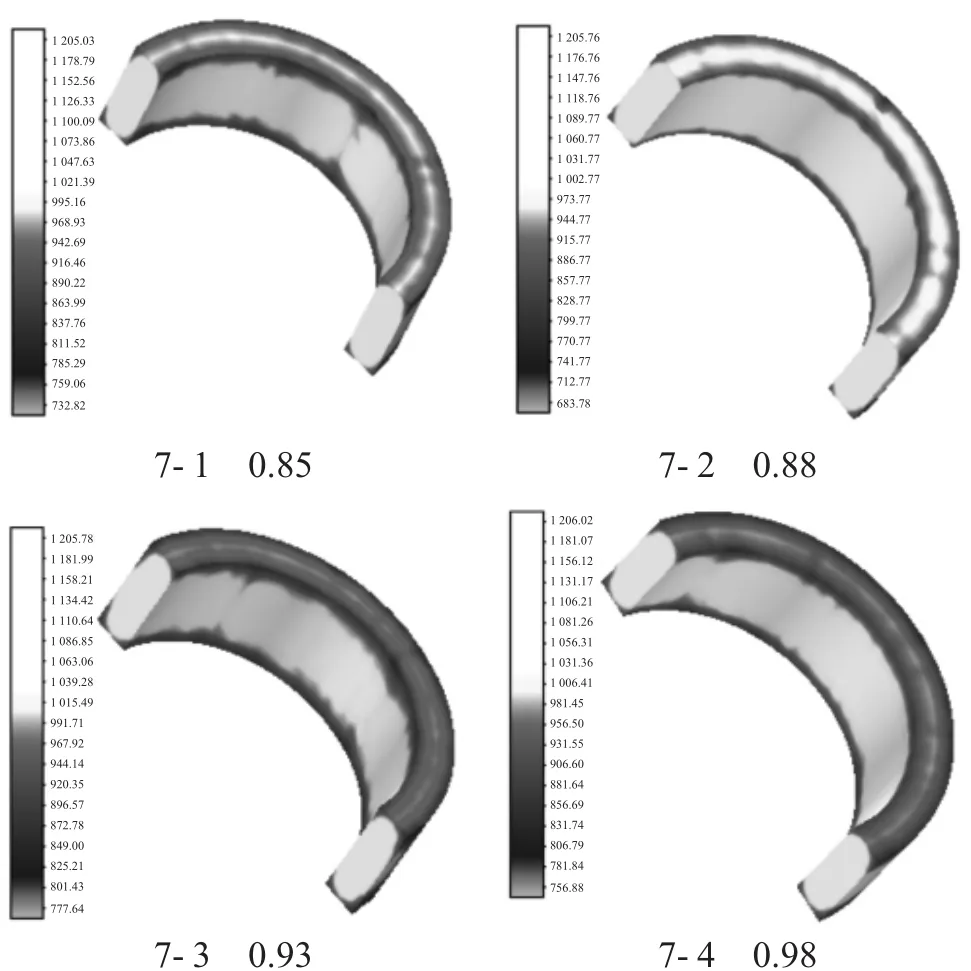
图7 不同驱动辊摩擦系数下环件温度(℃)分布云图
综上所述,随着驱动辊摩擦系数的增大,环件等效塑性应变分布越均匀,但对轧辊的轧制力影响不大,驱动辊摩擦系数为0.88时,环件等效塑性应变分布的均匀性与驱动辊摩擦系数为0.98时相差较小,且环件温度分布较均匀,综合三个方面考虑,驱动辊的摩擦系数取0.88较好。
2.3 驱动辊转速的优化
同样利用上面的两个参数的优化结果,其它参数不变,选择四组驱动辊转速:16 r/min、20 r/min、25 r/min、32 r/min,并对其进行优化。
2.3.1 驱动辊转速对环件等效塑性应变的影响
从图8可以发现:随着驱动辊转速的降低,环件等效塑性应变的变化跨度及峰值都越来越小,即变化越均匀。

图8 不同驱动辊转速下环件外侧某点等效塑性应变变化规律
2.3.2 驱动辊转速对驱动辊所受轧制力的影响
从图9可以发现:驱动辊所受轧制力在轧制初始阶段急剧增大,10 s时达到峰值,随后轧制力逐渐减小。在不同的驱动辊转速下,随着驱动辊转速的降低,驱动辊所受轧制力在达到峰值以及峰值之后越来越大。

图9 驱动辊在不同驱动转速下所受轧制力的变化规律图
2.3.3 驱动辊转速对环件温度的影响
从图10可以发现:相对于其它驱动辊转速,转速为20 r/min时,环件温度分布较为均匀。

图10 不同驱动辊转速下环件温度(℃)分布云图
综上所述,随着驱动辊转速的增大,环件等效塑性应变的不均匀性增大,轧辊受到的轧制力不断减小,环件温度在驱动辊转速为20 r/min分布较为均匀,综合三者考虑,驱动辊转速选择20 r/min较为合理。
以上利用单一变量法分别分析在不同参数下,对环件的等效塑性应变、轧制力以及环件温度的影响。通过这三个方面综合考虑优化出环轧的三个参数:环件初始温度为1100℃,驱动辊摩擦系数为0.88,驱动辊转速为20 r/min。
3 40Cr13径-轴向环轧的实际生产验证
根据上述优化参数的结果,将客户订单要求的40Cr13环件(外径×内径×高=Φ500mm×Φ300mm×240mm),在D53K-4000辗环机上进行环轧(环轧后成品环件的外径×内径×高=Φ686mm×Φ544mm×220mm)验证。
待其冷却及精加工后,检测此环件的尺寸精度和机械性能。检测结果显示:与之前未经参数优化环轧出的同类环件相比,此环件的尺寸精度高,尤其是圆度有很大提高,内部组织更均匀,未发现任何缺陷,总体机械性能也大幅度提高,客户满意。
4 结语
针对40Cr13环轧参数设置的不合理对其进行参数优化,分别选取了环件初始轧制温度、驱动辊摩擦系数和驱动辊转速三个参数,通过模拟仿真,采用单一变量法对其优化。优化后的参数值为:环件初始轧制温度为1100℃,驱动辊摩擦系数为0.88,驱动辊转速为20 r/min,并将优化后的参数用于该规格环件的实际环轧生产,结果表明:该批环件具有尺寸精度高、机械性能好等特点。
猜你喜欢
模具工业(2024年3期)2024-04-07 03:53:10
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
电线电缆(2018年4期)2018-08-31 05:57:30
电线电缆(2018年2期)2018-05-19 02:03:43
核技术(2016年4期)2016-08-22 09:05:24
重型机械(2016年3期)2016-04-01 08:03:01
重型机械(2016年1期)2016-03-01 03:42:09