焊接间隙对不锈钢钎焊缝性能的影响*
2013-09-16 03:59曹慧丽赵仁祥
电子机械工程 2013年5期
曹慧丽,赵仁祥
(南京电子技术研究所, 江苏 南京 210039)
焊接间隙对不锈钢钎焊缝性能的影响*
曹慧丽,赵仁祥
(南京电子技术研究所, 江苏 南京 210039)
文中采用BNi-2钎料(BNi82CrSiB)对1Cr18Ni9Ti不锈钢进行了真空钎焊,钎焊后对样件进行了拉力试验,并使用扫描电镜对接头组织进行了分析,以研究焊接间隙对钎焊缝性能的影响。研究结果表明,接头组织基本由固溶体、金属间化合物及母材近焊缝区域附近的网状组织组成。随着钎缝间隙的增大,钎缝的组织会出现大量的金属间化合物,钎焊接头的综合性能会随之下降,钎缝的强度也随着钎缝间隙的增大呈现明显的下降趋势。
真空钎焊;钎焊缝间隙;BNi-2钎料;钎焊缝组织
引 言
奥氏体不锈钢由于其良好的耐蚀性、加工性能及焊接性能,广泛应用于建筑、医疗器械、石油、化工、航天和航空等领域。镍基钎料广泛应用于不锈钢的钎焊,它具有良好的润湿性,能与母材形成综合性能良好的钎焊接头。但是,用镍基钎料钎焊不锈钢时,一个重要特征是钎焊接头性能对接头间隙值极其敏感[1]。当钎焊间隙较大时,很容易产生脆性相,使力学性能迅速下降。本文采用BNi-2钎料(BNi82CrSiB)对1Cr18Ni9Ti奥氏体不锈钢进行了真空钎焊,通过对不同间隙钎焊接头的力学性能试验及显微组织分析,确定了钎焊接头性能良好的钎缝间隙,以便指导生产。
1 试验方法
试验母材为1Cr18Ni9Ti奥氏体不锈钢,钎料采用BNi-2焊膏,母材及钎料的化学成分及基本性能见表1和表2。

表1 母材的化学成分及基本性能

表2 钎料的化学成分及基本性能
本次试验设计了6组不同间隙的试样进行试验,每组试样加工3件(A件、B件、C件),设计的试样和焊接面如图1所示,试样由盖板和底板组成,δH为设计的焊接间隙。

图1 钎焊试样设计图
焊接装配前对试样1(盖板)和试样2(底板)焊接部位的尺寸进行测量,计算得到两工件的装配间隙,测量结果见表3。尺寸测量在micro-hite 600测高仪上进行,测量精度为0.001 mm。

表3 试样标号及尺寸
钎焊试验是在VQB-2030高真空钎焊炉中进行的,采用如图2所示的试验流程及如图3所示的焊接工艺曲线进行钎焊。

图2 试验流程图

图3 真空钎焊工艺曲线
焊接后每组样件取其中2件进行机加工,试样如图4所示,对该样件进行力学性能测试,力学性能测试在GOTECH万能拉伸试验机上进行。焊接后每组样件取其中1件进行显微组织分析, 显微组织分析使用扫描电镜完成。
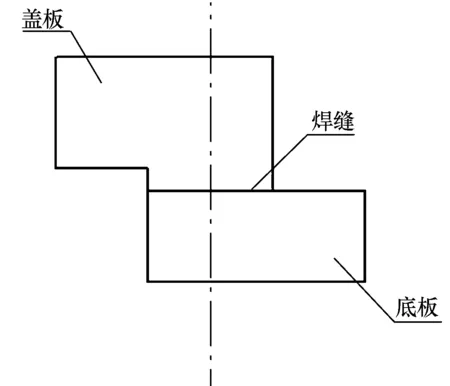
图4 拉伸试样加工图
2 试验结果及分析
2.1 力学性能
表4为试样的力学性能测试结果,图5是根据表4结果拟合出的两者之间的关系曲线。

表4 试样拉伸试验结果
从图5可以看出,试样的剪切强度随着试样装配间隙的增大呈明显的下降趋势[2]。

图5 试样装配间隙与剪切强度之间的关系曲线
2.2 金相组织分析
图6是对试样焊缝处某一微观区域进行的显微组织分析图样,表5为微观区域的化学元素含量值,这些化学元素含量值仅代表该微观区域中各元素含量的相对比例值。

图6 试样的金相显微图
表5 试样化学元素体积比的百分比 %

编号FeNiCrSiB其它A053.6631.2011.073.810.130.13C153.6532.687.415.410.560.29A350.6817.4318.365.487.800.25B550.159.179.350.7629.740.83C844.177.3411.240.7136.460.08A1033.213.767.870.5054.480.18
图6中接头组织基本由固溶体、金属间化合物及母材近焊缝区域附近的网状组织组成。在焊接过程中,硼元素扩散的速度慢,当试样的焊接间隙较小时,钎料中的硼元素含量少,扩散距离又短,因此在钎焊时间内得以全部扩散,其含量降到了镍的极限固溶度以下,钎缝中基本没有脆性相生成,为均一的固溶体组织。当试样的焊接间隙增大时,钎料中的硼元素含量
增多,在没有足够的保温时间情况下,硼来不及扩散到母材中,而大量残留在了焊缝中,形成了硼元素聚集,硼的含量超过其在镍中的极限固溶度,多余的与其它元素形成了化合物相,如镍-硼、铬-硼、铁-镍-硼等[3-4]。从表5的元素分析中也可以看出,当试件的间隙为0.03 mm时,焊缝区域出现了硼元素含量陡升、镍元素含量陡降的现象,随着试件钎焊间隙的增大,这种情况更为明显。
另外,母材中的网状组织是由于硼沿母材晶界扩散,在晶界与其它元素形成化合物所致。镍-硼、铬-硼、铁-镍-硼等金属间化合物为脆性相,会导致钎缝接头的强度下降,钎焊缝综合性能降低。
3 结束语
采用BNi-2钎料钎焊1Cr18Ni9Ti奥氏体不锈钢时,钎缝组织基本由固溶体、金属间化合物及母材近焊缝区域附近的网状组织组成。随着钎缝间隙的增大,金属间化合物会大量增加。钎缝的剪切强度随着焊接间隙的增大而呈现明显的下降趋势。当焊接间隙增大到50 μm时,其强度已经降至100 MPa以下。
[1] 张启运. 钎焊手册[M]. 北京:机械工业出版社,2008.
[2] 张新平,史耀武,任耀文. 钎缝间隙对镍基非晶态及晶态钎料接头强度的影响[J]. 西安交通大学学报,1994,28(4):53-58.
[3] 刘军, 董俊慧,陈芙蓉,等. 不锈钢真空钎焊接头组织和力学性能研究[J]. 热加工工艺,2004(6):47-48.
[4] 石昆,于治水. 钎缝间隙对316L不锈钢真空钎焊接头组织和硬度的影响[J]. 机械工程材料,2010(2):15-17,38.
曹慧丽(1982-),女, 工程师, 主要从事热加工工艺研究工作。
Effect of Joint Gap on Brazing Seam Performance of Stainless Steel
CAO Hui-li,ZHAO Ren-xiang
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
1Cr18Ni9Ti stainless steel is vacuum brazed with BNi-2(BNi82CrSiB) filler metal in this paper and the effect of the joint gap on the integrated performance of the joint is researched after brazing by means of the tensile test and the microstructure analysis of the fractography. The result indicates that the structure is made up of the solid solution, intermetallic compounds and reticulum. With the increase of the joint gap, a lot of intermetallic compounds occur in the brazing seam structure. As a result, the integrated performance decreases with the increasing joint gap and the intensity of the weld beam has an obvious decrease trend.
vacuum brazing;joint gap;BNi-2 filler metal;brazing seam structure
2013-05-10
TG406
A
1008-5300(2013)05-0047-03
猜你喜欢
制造技术与机床(2017年3期)2017-06-23
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18