基于PIM技术的机柜插箱提手制造工艺*
2013-09-16 03:59丁立强张华力
电子机械工程 2013年5期
丁立强,张华力
(1. 南京电子技术研究所, 江苏 南京 210039; 2. 洛阳疋姆泰可精密零件制造有限公司, 河南 洛阳 471000)
基于PIM技术的机柜插箱提手制造工艺*
丁立强1,张华力2
(1. 南京电子技术研究所, 江苏 南京 210039; 2. 洛阳疋姆泰可精密零件制造有限公司, 河南 洛阳 471000)
为提高机柜插箱不锈钢提手的生产效率和外观质量,文中创新性地提出了将粉末注射成形(Powder Injection Moulding,PIM)技术应用于不锈钢提手的制造,详细分析了基于PIM技术的机柜插箱提手的制造工艺。生产结果表明:该技术能较好地满足图纸的精度要求;产品质量稳定,外形美观,一致性好;与纯数控加工相比,其生产效率大大提高,生产工期缩短,成本降低。因此,将该技术用于不锈钢提手制造是非常有效的生产方式,而且在液压和液冷管路连接件制造方面还有较好的应用前景。
粉末注射成形技术;提手;制造工艺;应用前景
引 言
雷达机柜插箱用不锈钢提手由把手、垫块、轴及紧固件连接而成,是影响机柜外观和插拔可靠性的一个常用构件。提手中把手和垫块形状复杂,公差要求严格,一般采用数控加工。数控加工不仅占用数控设备多,不锈钢材料加工困难,生产效率低,而且产品外表不美观,一致性差,特别是在提手批量加大时难以适应短供货期的要求,影响雷达机柜的生产进度。因此,急需一种先进的提手制造工艺来解决当前越来越突出的问题。
粉末注射成形(Powder Injection Moulding,PIM)技术是将现代塑料注塑成形技术引入粉末冶金和高技术陶瓷领域而形成的一项近净尺寸成形技术。其基本工艺过程是将金属或者陶瓷粉末与有机粘结剂混合后,利用注射机注入模具成形,再经过脱脂烧结最终形成金属或陶瓷制品。该工艺始于20世纪70年代,兴于90年代。PIM技术与传统的金属或者陶瓷成形工艺相比,具有精度高、组织均匀、性能优异、生产成本低、可直接成形高度复杂异形零件等显著优势,其产品广
泛应用于汽车、电子、医疗器械、钟表、军事等工业部门,被誉为“当今最热门的零部件成形技术”和“21世纪的成形技术”[1-3]。
1 PIM工艺实现
1.1 原加工工艺
提手中把手与垫块为316L不锈钢材质,其原加工工艺流程为下料 → 数控加工→电化学处理→检验→装配。
不锈钢异形件产品的数控加工存在许多难以克服的问题,影响加工效率。首先,由于不锈钢材料韧性大、热强度高、导热系数低、切削时塑性变形大、加工硬化现象严重、切削热多、散热困难等原因,刀尖处切削温度高,切屑粘附刃口严重,容易产生积屑瘤,既加剧了刀刃的磨损,又影响了加工的表面粗糙度。其次,由于切屑不易卷曲和折断,已加工表面也会受到损伤,出现大毛刺,影响工件的质量,增加后续处理的费用。
1.2 提手先进制造工艺方案的制定
316L粉末注射成形零件技术的特点见表1,能满足图纸的要求。采用PIM技术制造把手与垫块的开发流程如图1所示。

表1 316L粉末注射成形零件技术特点
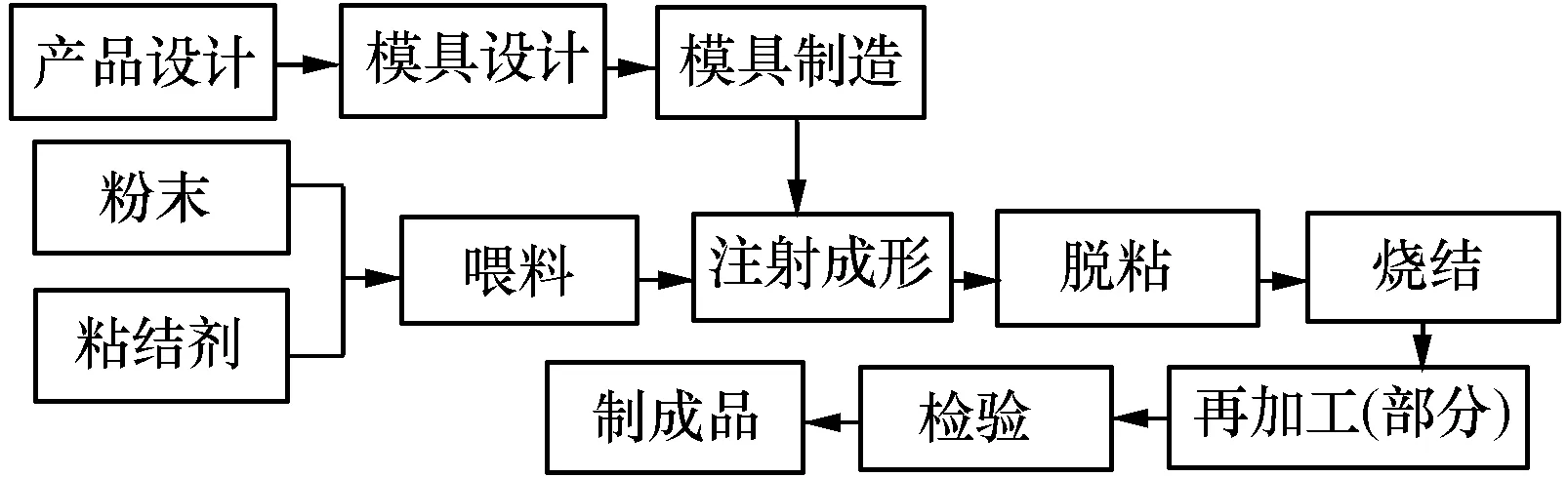
图1 PIM技术开发流程
把手与垫块加工工艺流程主要为喂料→注射成形→脱脂烧结→后精加工→检验→装配。零件外形及精度要求低的尺寸采用PIM技术直接成型,精度要求高的部位先预成型并留出1 mm余量,由数控精加工保证尺寸精度,提手与垫块检验合格之后与紧固件装配成提手。该工艺方案既大大减少了纯数控加工的时间,又降低了模具和成型难度。下面将着重介绍模具制造和零件成型过程。
1.3 模具制造
通过3D模具设计和成型模拟,精确确定按一定比例放大了的零件型腔尺寸,把手和垫块分别采用一模二腔结构。考虑到成型零件的结构及出模方式,模具型腔结构分别如图2和图3所示。 模具采用标准模架,型腔采用H13料经过精密机加工制造,成型面镜面抛光,表面采用PVD工艺镀TiN层,增加模具型腔表面的抗磨损能力,保证模具寿命符合设计要求。
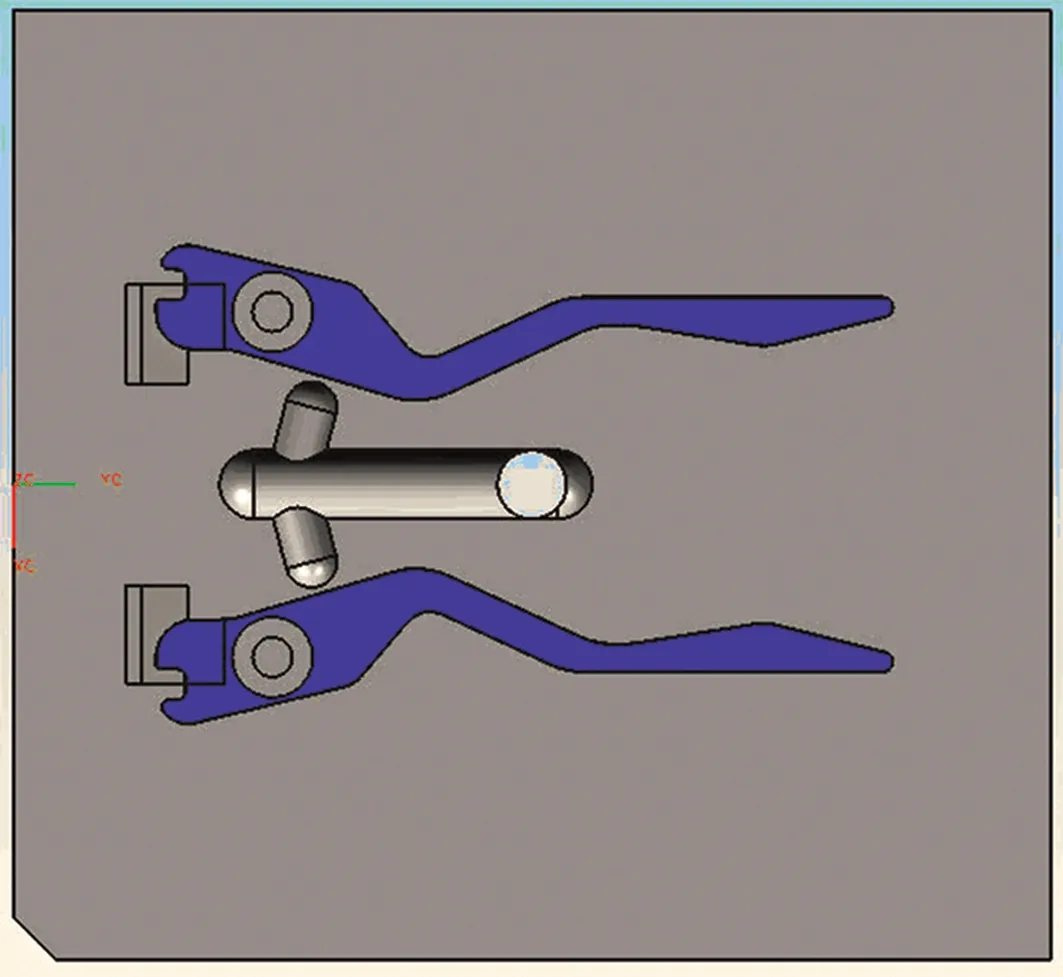
图2 把手模具型腔
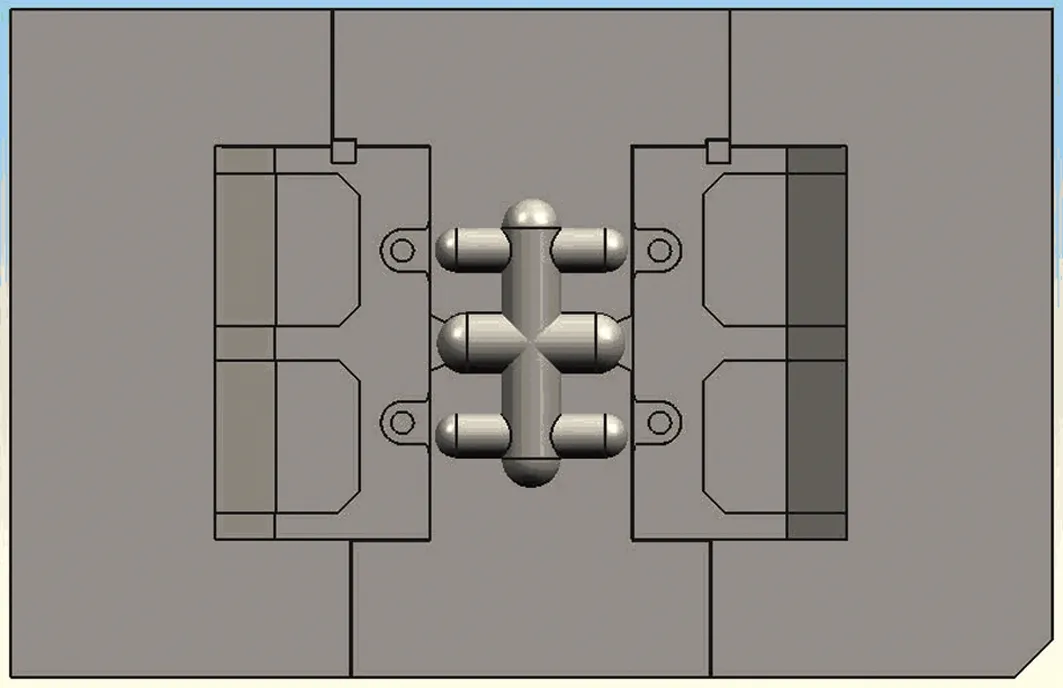
图3 垫块模具型腔
1.4 零件成形
1.4.1 金属粉末的选择
采用进口316L球形气体雾化粉末,保证了粉末具有高的流动性和松装密度以及良好的充填性能和烧结性能,从原材料上保证了最终产品成分与性能的一致性。
1.4.2 粘结剂的选择
有机粘结剂的作用是粘结金属粉末颗粒,使混合料具有流变性和润滑性,因此粘结剂的选择是整个粉末注射成形的关键。实际生产采用的是自有的独特的粘结剂体系,其填充率可以达到70%。高的填充率意味着高的形状稳定性,提高了产品的质量。
1.4.3 喂料
喂料就是使粉末与粘结剂混合,制备成可以用于粉末注射成形的颗粒材料的过程。它采用定制的专用捏合设备,按照标准流程进行,以保证各个批次喂料的一致性。
1.4.4 注射成形
在注射成形过程中,注射机料筒内的混合料被加热成具有流变性的增塑溶胶,在螺杆形成的压力下,产生高的剪切速率,其粘度随着温度的升高而急剧下降,从而能够充填模具型腔,冷却之后得到零件毛坯。采用进口注射成型机,优化注射压力、保压时间、冷却时间等工艺参数,保证产品的一致性。
1.4.5 脱脂与烧结
脱脂是除去毛坯体内含有的有机粘结剂,烧结是多孔的毛坯在高温下烧结致密化为具有一定组织和性能的制品。采用专用设备保证脱脂烧结的一致性,获得高品质的制品。其高性能真空烧结炉温差在±5 ℃以内,保证了烧结的一致性。图4为真空烧结炉脱脂烧结工艺曲线,图5为把手注塑件毛坯件与烧结件的对比,图6为垫块注塑件毛坯件与烧结件的对比。
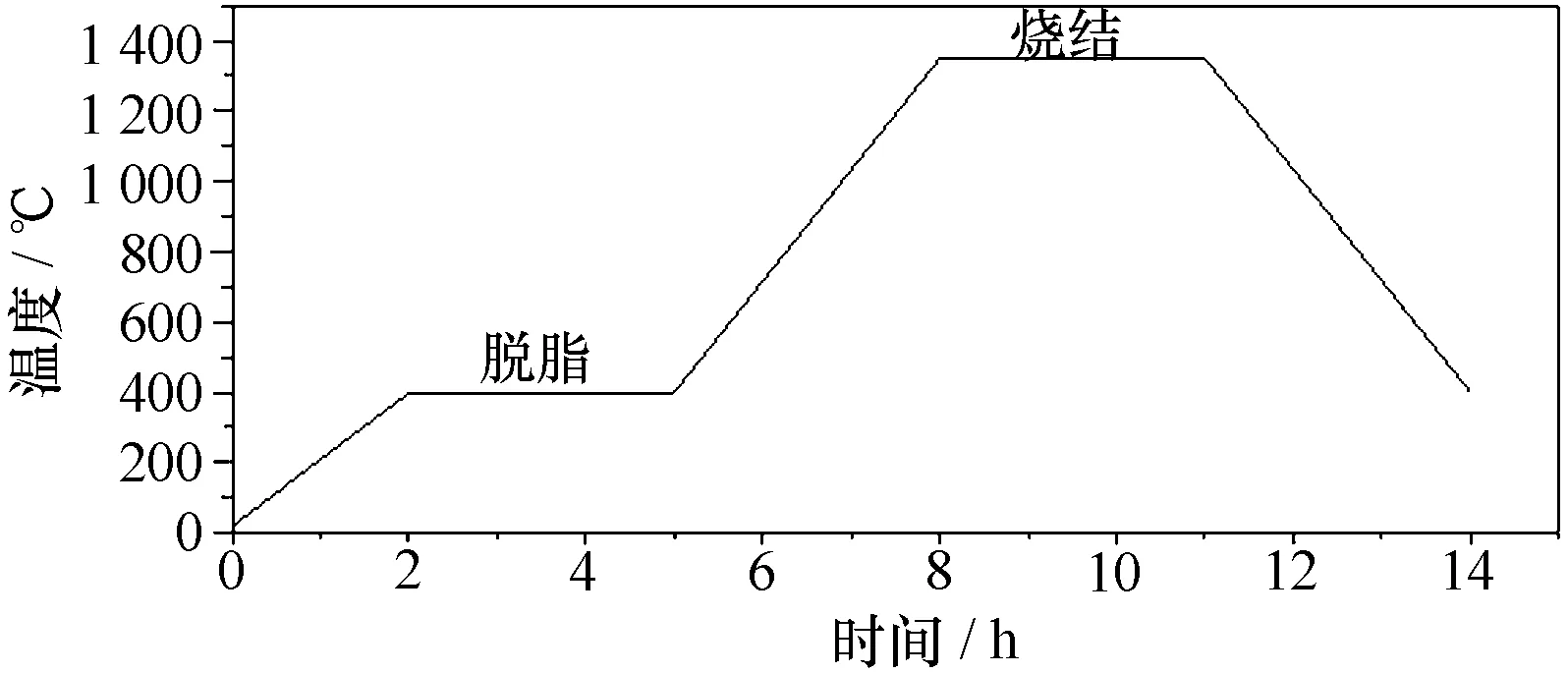
图4 脱脂烧结工艺曲线

图5 把手注射毛坯与烧结件
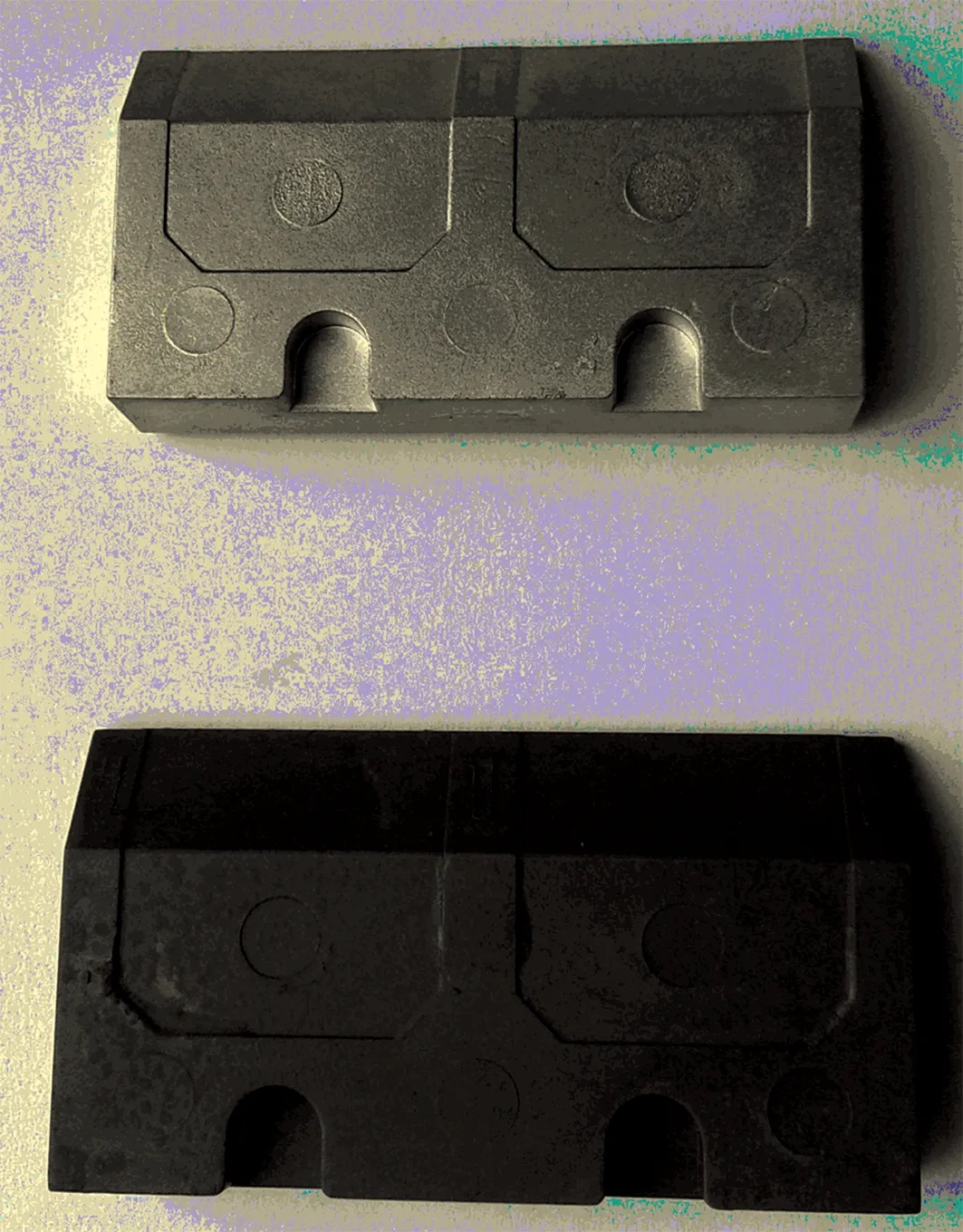
图6 垫块注射毛坯与烧结件
1.4.6 后精加工
把手烧结后能达到图纸要求,不需要后续精加工。垫块精度要求高的部位采用数控加工中心对零件毛坯进行精加工,以保证重要尺寸的精度。图7为精加工后的垫块零件图。把手与垫块检验合格之后与紧固件装配成提手,如图8所示。
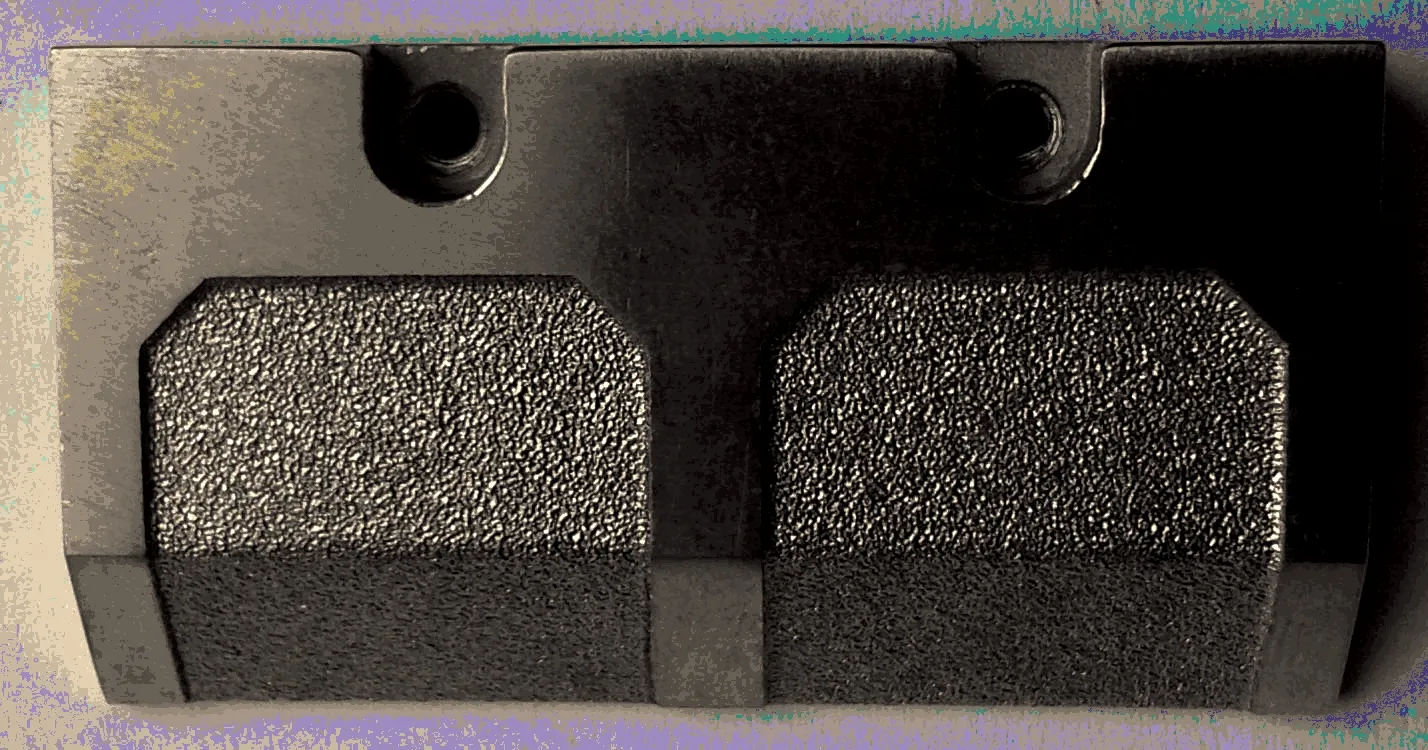
图7 垫块精加工后的成品图
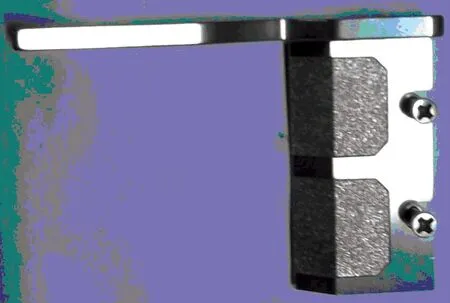
图8 装配后提手
2 效果验证
2.1 烧结密度
采用排水法对密度进行测量,结果为产品密度大于7.8 g/cm3,大于设计指标7.6 g/cm3。
2.2 力学性能
利用随炉烧结316L力学试样进行力学性能测量,测得力学性能参数抗拉强度为 500 MPa,屈服强度为175 MPa,延伸率为45%,满足设计指标的要求。其计算方法如下:
(1)
式中:σb为抗拉强度,Pa;Pb为试样拉断前所能承受的最大载荷,N;F0为试样原始横截面积 ,m2。
(2)
式中:σs为屈服强度,Pa;Ps为屈服载荷,N。
(3)
式中:δ为试样的伸长率,%;Lk为试样拉断的标距长度,mm;L0为试样的原始长度,mm。
2.3 材料成分和尺寸检测
采用X光荧光光谱分析仪检测试样化学成分,316L试样化学成分见表2,结果符合技术协议的要求。零件所有尺寸经检验符合图纸要求,质量稳定,外观漂亮,一致性非常好。
表2 316L试样化学成分 %

材质CrNiMnSiPSCMo316L1712<2.0<1.0<0.03<0.03<0.032.5
2.4 经济效益
生产效率比原数控加工提高一倍以上,不再依赖大量的数控机床,供货期由60天减至30天,成本也降低1/3以上。
3 结束语
机柜插箱提手采用PIM技术后,产品质量可靠,达到图纸要求。该技术不仅使生产效率比纯数控加工大大提高,供货期缩短,成本降低,而且提手外形美观,一致性好。该先进工艺技术还可推广至其它复杂不锈钢零部件如液压和液冷管路连接件(如三通接头、弯头)的生产制造。
[1] GERMAN R M,宋久鹏. 粉末注射成形: 材料、性能、设计与应用[M]. 北京:机械工业出版社, 2011.
[2] 张弛. 金属粉末注射成形技术[M]. 北京: 化学工业出版社, 2007.
[3] 李益民. 金属注射成形原理与应用[M]. 长沙: 中南大学出版社,2004.
丁立强(1978-), 男, 工程师, 主要从事生产管理、工艺技术研究工作。
Manufacturing Process of Cabinet Plug-in Box Handle Based on PIM Technology
DING Li-qiang1,ZHANG Hua-li2
(1.NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China; 2.PIM-techPrecisionPartsManufacturingCo.Ltd.,Luoyang471000,China)
In order to improve the production efficiency of stainless steel handle of cabinet plug-in box and the appearance quality, this paper puts forward innovatively application of powder injection moulding (PIM) technology to manufacturing of stainless steel handle and analyzes in detail the manufacturing process of this handle. Production results show that PIM technology can meet the precision requirements of drawings. The handle enjoys stable quality, beautiful appearance and good consistency. Compared with pure NC machining, this technology can greatly improve the production efficiency, shorten the production period and reduce the cost. Therefore, the application of PIM technology to manufacturing of stainless handle is a very effective production mode. Besides, it shows great application prospect in manufacturing of the hydraulic and liquid cooling pipe connector.
powder injection moulding (PIM) technology;handle;manufacturing process;application prospect
2013-08-06
TN957.8
A
1008-5300(2013)05-0044-03
猜你喜欢
铝加工(2020年3期)2020-12-13
铁道通信信号(2020年9期)2020-02-06
鞍钢技术(2019年5期)2019-10-17
铁道通信信号(2019年4期)2019-10-10
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
承德石油高等专科学校学报(2018年5期)2018-11-06
船舶设计通讯(2018年1期)2018-07-30
制造技术与机床(2017年7期)2018-01-19
中华骨与关节外科杂志(2016年5期)2016-05-17