陶瓷封装激光打标工艺研究
2013-09-05 05:44陈陶,郭伟
电子与封装 2013年8期
陈 陶,郭 伟
(无锡中微高科电子有限公司,江苏 无锡 214035)
1 引言
打标是在工件表面打出各种文字、符号、图案等,以制作永久性商标、标记,是生产工艺中广泛应用的一种技术。激光打标属于一种非接触的打标方式,与传统的电化学、机械等标记方法相比,具有无污染、高速度、高质量、灵活性大、不接触工件等优点。因此,激光打标已成为激光的重要应用领域之一。本文研究的是基于陶瓷封装过程中镀镍柯伐盖板表面的激光打标参数,为高质量的打标效果提供参考。
2 激光打标机原理及系统
2.1 激光打标机原理
激光打标机是利用激光与物质相互作用的特殊效应,在材料表面加工出所需要的字符、图案。当激光束照射材料表面时,除一部分光被反射外,被材料吸收的激光能量会迅速转变为热能,使其表层温度急剧上升,当达到材料的汽化温度时,材料表面因瞬时汽化、蒸发而出现标记痕迹。
激光波长与相应光吸收的关系如图1所示。我们一般按激光波长的不同将激光打标机分为以下几类:深紫外激光打标机(266 nm)、绿激光打标机(532 nm)、灯泵YAG激光打标机(1064 nm)、半导体YAG激光打标机(1064 nm)、光纤激光打标机(1064 nm)、CO2激光打标机(10.64 μm)。

图1 从激光波长来看光的吸收
2.2 激光打标系统
激光打标系统由激光器部分、振镜部分、电源控制部分和工控机构等4部分组成。通过打标软件或其他辅助软件在计算机中编辑好打标所需的图形、文字,并转换为打标软件所能识别的文件格式,再通过振镜系统伺服控制卡转换成扫描振镜所能识别的电信号。这些电信号按一定的频率分别传输到扫描振镜头和声光电源的输入端口。在一系列电信号的控制下,振镜在X、Y二维进行有序摆动,使激光输出点扫描出相应的图形和文字,其工作机理如图2所示。

图2 激光打标工作机理
与此同时,声光电源在相应电信号的控制下使声光Q-switch产生所需的频率调制信号,从而将连续激光调制成一定频率的激光脉冲,最后将激光输出点扫描出的图形和文字刻蚀在工件上,如图3所示。
3 试验条件
试验所用样件为镀镍柯伐盖板,在其表面标记4 mm×5 mm 的“A”图案。利用Dektak150表面形貌仪测量3次标记深度数据,取平均值作为结果数据。

图3 Q-switch把连续波变成脉冲
4 打标参数的试验分析
4.1 功率:标记时激光器的功率大小
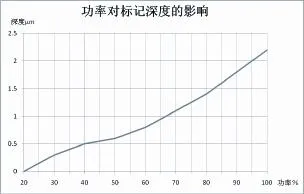
图4 功率对标记深度的影响(频率25 kHz,速度500 mm/s)
从图4可以看出,随着激光输出功率的逐渐增大,标记的深度也相应变深。这一规律是显而易见的,因为输出功率的增大意味着脉冲峰值功率和平均功率都增大,即激光能量增强,激光与物质的热作用加剧,导致材料熔化甚至汽化,从而标记痕迹愈为明显。同时,仔细观察曲线的变化趋势,当输出功率超过60%后,标记深度的变化比小功率时更明显,这时由于激光与物质的热作用以汽化为主,标记深度显著增大。
因此,激光打标过程中应选择合适的输出功率,在其他参数不变的基础上加大功率会导致加工器件发黄、发黑、边缘毛刺甚至击穿器件等现象,不适合于精细标记的要求。
4.2 频率:单位时间内激光出光数目的多少
从图5可以看出,输出频率对标记深度的影响并无线性规律可循,但存在一最佳值区域,使标记深度最大。在输出频率为25 kHz左右时,激光打标的深度最为明显。这一现象可解释为:在其他参数不变的基础上,当频率较低时,有较高的峰值功率,但平均功率过低;频率很高时,有高的平均功率,但峰值功率过低,接近于连续激光输出;而频率在一定范围内(25 kHz左右),峰值功率和平均功率都相对较高,这是一般激光打标选用的频率范围。
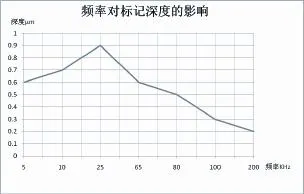
图5 频率对标记深度的影响(功率60%,速度500 mm/s)
4.3 速度:标记时单位时间内激光所走的距离

图6 速度对标记深度的影响(功率60%,频率25 kHz)
从图6可以看出,随着速度的逐渐增大,标记的深度也相应变小。这是因为当速度逐步加快时,由于激光束和材料间相互作用的时间变短,使得材料的汽化量减小,从而导致标记深度变浅,标记逐渐模糊。同时,若速度过大(如图6中速度大于2000 mm/s)时,激光束作用时间极短,待标记面还来不及充分吸收激光能量,故此时标记深度很小。
因此,激光打标过程中应选择合适的速度,在其他参数不变的基础上过大的速度会导致加工器件标记模糊、甚至字符不全等现象。
4.4 延时
(1)开光延时:在振镜定位到标刻开始位置时激光开启的延时时间。延时过短会导致标记线条的起始点出现过重的现象(如图7),但延时过长会导致起始段缺笔的现象(如图8),一般设置为50~100 mm/s。
(2)关光延时:在振镜定位到标刻结束位置时激光关闭的延时时间。延时过短会出现结束段缺笔,但延时过长会导致标记线条的末点出现过重的现象,一般设置为50~100 mm/s。

图7 起始点标记过重

图8 起始段缺笔
(3)拐角延时:振镜在折线段的拐角处的延时时间。延时过短会导致拐角易变成圆弧(如图9),但延时过长会导致拐角处容易出现标记过重现象(如图11),一般设置为100 mm/s。

图9 拐角变为圆弧

图10 正常情况

图11 拐角处标记过重
5 结论
(1)功率和速度是影响激光打标效果的最重要因素,随着激光输出功率的增大或速度的减小,标记深度会相应地变大;频率对标记深度的影响无线性规律可寻,存在一最佳值区域,此时标记深度最大,标记最为清晰;
(2)延时参数的大小主要影响字符线条的标记效果,设置不当会导致某个点标记过重或线条缺笔、字符变形等;
(3)激光打标过程中,应根据材质选择合适的参数,以免出现标记后器件表面字符模糊、不连续,或发黄、发黑,甚至击穿器件的情况。
[1]伍珊红,齐军,虞孝舜,等. Nd:YAG激光打标工艺试验研究[J]. 激光与红外,1999,29(2):92-95.
[2]宁国勤,朱中煜,朱绍文,等. 激光打标中图形、图像的处理[J]. 激光技术,2002,26(4):295-297.
[3]王建平,李正佳,范晓红,等. 激光打标系统及工艺参数的分析[J]. 光学与光电技术,2005,6:32-35.
猜你喜欢
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
中学生数理化·八年级物理人教版(2022年6期)2022-06-05
昆明医科大学学报(2021年6期)2021-07-31
科学(2020年5期)2020-11-26
自动化仪表(2020年10期)2020-11-13
电子制作(2019年14期)2019-08-20
中学生数理化·八年级物理人教版(2019年6期)2019-06-25
小哥白尼(趣味科学)(2019年2期)2019-04-17
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24