
大型立车及转台系列齿圈安装测量装置
2013-08-24 02:52:30张友胜
机械工程师 2013年10期
张友胜
(齐齐哈尔二机床(集团)有限责任公司,黑龙江 齐齐哈尔 161005)
1 引言
随着机床行业的不断发展,大型立车及回转工作台的需求量不断增加。随着科技的更新,对铣镗床的制造精度要求的更高。在大型立车及转台齿圈装配中,安装在工作台底座上的大齿圈的直径也越来越大,CK52125×60/600立车直径已到9.5m,其装配质量直接影响到最终产品的精度,是装配环节中非常重要的一环。在齿圈装配时,需要对齿圈进行同轴度测量。而现有齿圈测量装置由于采用锥套和锥轴结构,因而产生转动打表时摩擦阻力较大,不灵活,容易产生颤动,表针显示的读数也不稳定,从而造成测量精度低,严重影响测量装配精度,而且测量范围也小。
为了解决现有齿圈测量装置测量精度低及适应范围小的问题,我们设计了一种大型立车转台齿圈安装测量装置,该大型立车转台齿圈安装测量装置具有测量精度高及测量范围大的特点。
2 大型立车转台齿圈安装测量装置的结构
该大型立车转台齿圈安装测量装置包括移动表杆、配重块、固定表杆、测量体、定位轴及可换定位套,可换定位套上连接有定位轴,定位轴通过轴承与测量体相连接,测量体横向连接有固定表杆,固定表杆一端连接有配重块,固定表杆另一端连接有移动表杆,移动表杆上纵向连接有表杆,表杆下端横向连接有千分表头。
3 大型立车转台齿圈安装测量装置的优点
该大型立车转台齿圈安装测量装置已在我厂立车及转台装配中成功应用,经过装配车间验证,使用该装置安装测量齿圈后,效果显著,为整个立车系列、转台系列产品的整体精度的大幅度提高提供了工艺装备上的技术保障,是一项创造性的革新,为企业和行业的发展做出了重大贡献。
该大型立车转台齿圈安装测量装置由于采用在可换定位套上连接有定位轴,定位轴通过轴承与测量体相连接,测量体横向连接有固定表杆,固定表杆一端连接有配重块,固定表杆另一端连接有移动表杆,移动表杆上纵向连接有表杆,表杆下端横向连接有千分表头的优化结构。利用可换定位套固定在工作台的中心孔中,测量体及定位轴又连接在可换定位套上,因而保证该大型立车转台齿圈安装测量装置与工作台、齿圈的同轴度。同时定位轴与测量体之间又通过轴承连接,使得表杆平稳旋转,最终提高测量精度。而且通过更换不同直径的可换定位套,适用于各种规格、各种型号的立车、转台产品,扩大测量范围。为生产出高质量产品提供了技术保障。图1是本实用新型结构示意图。
4 工作原理
下面结合图1对该安装测量装置作进一步说明。
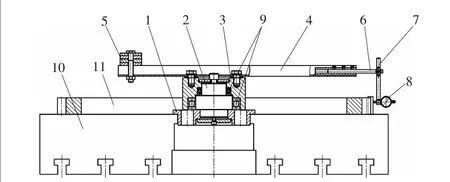
图1 本实用新型结构示意图
由图1所示,该大型立车转台齿圈安装测量装置包括移动表杆6、配重块5、固定表杆4、测量体3、定位轴2及可换定位套1。可换定位套1上通过压板和螺栓连接有定位轴2,定位轴2上分别镶嵌有平面和深沟球轴承9,轴承9的外环镶嵌在测量体3内,定位轴2上端通过压调整垫和压垫固定在测量体3上,因可换定位套1在工作台的中心孔中,测量体3及定位轴2又通过轴承9连接在可换定位套1上,因而保证该大型立车转台齿圈安装测量装置与工作台10、齿圈11的同心度和表杆平稳旋转,最终提高测量精度;而且通过更换不同直径的可换定位套1适用于各种规格、各种型号的立车、转台产品,扩大测量范围。测量体3上通过螺栓横向连接有固定表杆4,固定表杆4采用的是槽钢,可以使表杆保持良好的刚性、稳定性,使测量出的结果更准确。固定表杆5一端通过螺栓连接有配重块5,由配重块5使表杆旋转平稳。固定表杆4另一端有连接套,连接套内有移动表杆6,并通过顶丝固定,移动表杆6上纵向通过螺钉连接有表杆7,表杆7下端横向连接有千分表头8。
实际使用时,首先将可换定位套1固定在工作台10的中心孔中,调整好固定表杆4和表杆7的长度,同时调整好配重块5的重量,使表杆7能够平稳旋转,保证测量出的数据准确无误。然后将测量棒靠在齿圈11的齿槽中,再将千分表头8压在齿圈的测量棒上,将千分表头8对到零位,换180°方向测量,将测量值的二分之一作为调整值,再分别在齿圈11的圆周上测量几点,根据所测量的数据,计算出所需调整量,这样反复测量调整,一直调整到齿圈11与工作台10中心孔同轴度达到要求为止。
该大型立车转台齿圈安装测量装置已在我厂立车及转台装配中应用,效果显著。
猜你喜欢
科学与信息化(2022年14期)2022-07-31 10:18:08
科技资讯(2021年20期)2021-10-28 17:27:06
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
时代汽车(2018年12期)2018-06-18 03:43:52
制造技术与机床(2017年11期)2017-12-18 06:47:13
制造技术与机床(2017年8期)2017-11-27 02:10:01
职业·下旬(2016年11期)2017-02-21 21:48:37
邢台学院学报(2016年4期)2016-02-28 19:54:41
金属加工(热加工)(2013年5期)2013-08-02 08:39:40
