AP1000CA结构模块剪力钉的焊接
2013-08-06 04:34:42吴崇志刘元林张加军朱瑞峰
电焊机 2013年10期
吴崇志,刘元林,张加军,朱瑞峰
(1.国核工程有限公司,上海 200233;2.环境保护部核与辐射安全中心,北京 100082)
0 前言
模块化施工作为第三代核电AP1000的主要特点,具有平行施工和避免交叉施工的特点,能大大缩短现场施工时间和难度。根据其结构和功能的不同,AP1000的模块分为结构模块和设备模块,其中结构模块又分为CA、CB、CS和CH结构模块。在此研究的是CA结构模块,由钢板、型钢和剪力钉等组成,其取代了传统的棒式钢筋绑扎和模板材料支设,一旦模块就位即可浇注混凝土形成完整的厂房结构。
1 剪力钉设计要求
剪力钉作为CA结构模块上的重要组件,其主要作用是将钢板和混凝土结合为一个整体,使二者共同抵抗外力作用。本研究中“剪力钉”一词是来自AP1000设计文件中的直译,所受的力主要为剪力,但有时也承受一些拉拔力。典型的CA结构模块如图1所示。
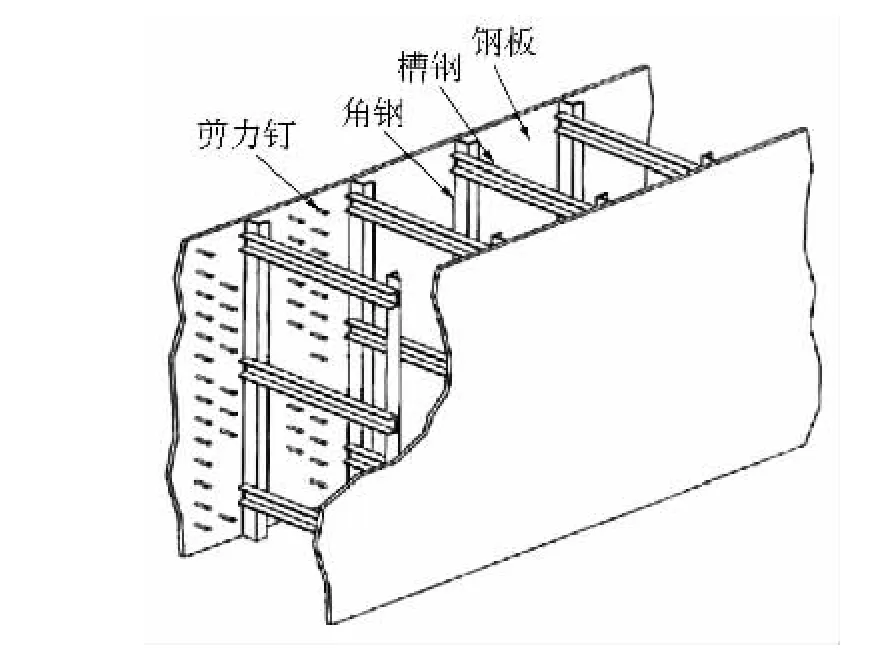
图1 典型CA结构模块Fig.1 Typical CA structural module
1.1 材质
CA结构模块墙板主要为碳钢的A36和双相不锈钢的 A240 S32101,壁厚有 12.7 mm,25.4 mm,38 mm三种;所采用的剪力钉材质有碳钢和不锈钢两种,碳钢剪力钉材质为冷加工碳钢棒材ASTM A108(后因采购原因变更为日本牌号SWRCH15A/SWRCH18A),不锈钢剪力钉为ASTM A276316L。根据设计要求,碳钢剪力钉可焊接在碳钢板或不锈钢板上,不锈钢剪力钉焊接在不锈钢板上。剪力钉的主要化学成分见表1,剪力钉的力学性能要求见表2。

表2 剪力钉机械性能要求Tab.2 Mechanical property requirements of shear stud
1.2 型号
CA模块所采用的剪力钉为头部凸出型,满足AWS D1.1:2000[1]和 AWS D1.6:1999[2]的要求,其基本与国内标准[3]的圆柱头焊钉要求一致,如图2所示。
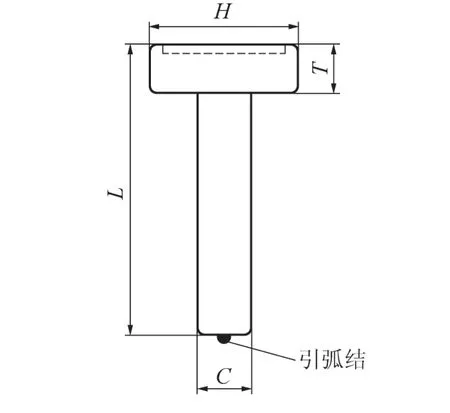
图2 剪力钉外形与尺寸Fig.2 Shear stud shape and size
剪力钉的直径不应大于母材厚度的3倍,现场采用的剪力钉公称直径主要有15.9 mm、19 mm两种,公称长度要求均为152.4 mm。碳钢和不锈钢剪力钉的具体尺寸要求见表3。在选择剪力钉时,应考虑剪力钉在焊接过程中的缩短量,直径15.9 mm,19 mm的剪力钉一般预留约5 mm的缩短量[4]。
1.3 焊接要求
剪力钉的焊接执行AWS D1.1:2000《钢结构焊接规范》和AWS D1.6:1999《不锈钢结构焊接规范》及相关设计要求。现场采用两种方法进行焊接,即以电弧螺柱焊(SW)为主,采用手持式电弧螺柱焊枪进行焊接;焊条电弧焊(SMAW)为辅,进行局部返修和补焊。
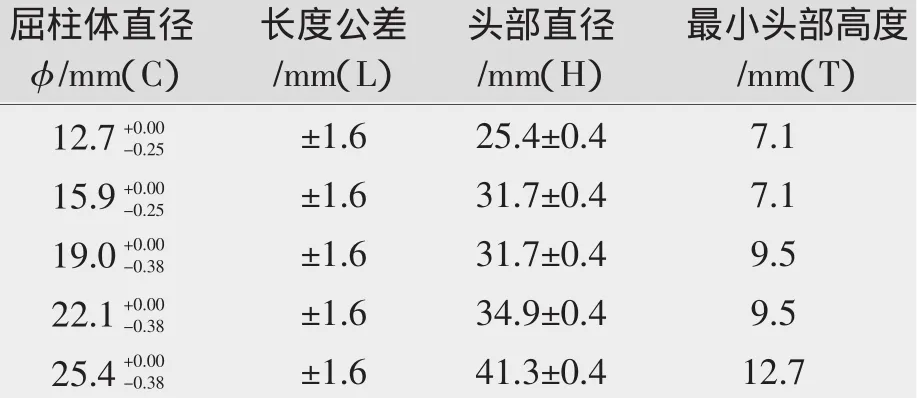
表3 剪力钉的尺寸和公差Tab.3 Shear stud size and tolerance
通常情况下,CA模块上直径15.9 mm、19 mm的剪力钉焊接中心间距要求分别为152.4 mm和254 mm,偏差要求为±10%。剪力钉的端部距离墙体板材端部的距离不小于剪力钉直径加3 mm。
典型的剪力钉布置如图3所示。

图3 典型的剪力钉布置Fig.3 Typical arrangement of shear stud
2 螺柱焊
剪力钉螺柱焊除按照AWS D1.1和AWS D1.6的要求进行之外,还有特殊要求。
2.1 评定要求
对于碳钢剪力钉与碳钢板焊接,评定的要求与AWS D1.1相一致,即确定的工艺和参数,每种直径、焊接位置和母材表面几何形状的情况下,连续焊接10个适宜参数的焊缝,并以以下三种方法任选1个或几个进行试验:正反方向交替30°弯曲至断裂、90°弯曲或拉伸试验。
而对于碳钢剪力钉与双相不锈钢母材以及不锈钢剪力钉与双相不锈钢母材,则较标准提高了要求。需要在确定的工艺和参数,每种直径、焊接位置和母材表面几何形状的情况下,连续焊接15个适宜参数的焊缝、15个高于适宜参数10%电流的焊缝、以及15个低于适宜参数10%电流的焊缝。这其中每一种参数的15个试样又需要分别进行5个拉伸、5个90°弯曲、5个宏观金相检验。此外,碳钢剪力钉与双相不锈钢的焊缝还需要加做1个热影响区的微观硬度试验。
宏观金相的检验要求是为了验证选用的焊接工艺参数不会对双相不锈钢S32101母材产生不利影响,因为双相不锈钢墙体要起到抗腐蚀、钢筋混凝土以及液体保持等多重作用。
2.2 弯曲试验要求
作为剪力钉焊后检验的一个重要方法,弯曲试验在螺柱焊后及手工补焊后均有要求。具体内容如表4所示。

表4 剪力钉弯曲试验要求
弯曲试验后,只要螺柱没有断裂迹象,可在模块上保留其弯曲状态。鉴于CA结构模块的重要程度,剪力钉的生产前试验不能在模块上进行,必须在其他材质和厚度类似的非产品构件上进行。
2.3 操作人员资格要求
通常情况下,进行生产前试验以及按照生产前试验进行2个螺柱焊接并弯曲试验的焊工即可从事产品的螺柱焊。但在此基础上,又增加了以下要求:每个焊接操作工在开始一段连续操作的前10个剪力钉均需进行检验;若这10个剪力钉中的任何一个失败,则其之后再需要另作10个进行检验。如果在这最初的检验批次中超过1个存在缺陷,则操作工需离岗再培训,并再次进行操作评定。
3 焊条电弧焊
3.1 剪力钉补焊
剪力钉手工补焊必须由具有资质的合格焊工使用低氢焊条,以可适用的WPS,应用于以下三种情形:
(1)螺柱焊后无360°飞边的,在缺少飞边处补加角焊缝。
(2)实际施工中,对某一部分剪力钉目检合格,但对其焊接质量存在怀疑,可补加弯曲试验。由于所处位置操作困难,为避免剪力钉一旦弯曲试验失败而带来的返修困难,可先通过焊条电弧焊增加一周角焊缝进行补强,然后再进行弯曲试验。
(3)剪力钉因各种原因去除后,因位置困难无法进行螺柱焊而进行焊条电弧焊。这种情况下,在焊接前应将新替换的剪力钉端部中心引弧结的焊剂打磨去除,使剪力钉焊接端平整并垂直于母材紧密接触,以确保围绕剪力钉的角焊缝能够顺利实施。
以上各类手工补焊后均应进行目视检验,并且待母材和剪力钉温度降低至室温后再进行15°的弯曲试验。
3.2 母材补焊
在剪力钉去除过程中,若与其相连的母材受损以致壁厚或平面度低于设计值,则需要对母材进行补焊返修。这种情况多发生在弯曲试验失败,剪力钉断裂或焊缝出现裂纹,而导致母材受损。
若母材仅是被局部拉出,则受损位置及周围25 mm范围内的表面应打磨清理至光洁表面;若裂纹扩展至母材表面,则应打磨去除母材上的裂纹和超出裂纹两端各50 mm至光洁表面。母材打磨后,按照与母材焊接相匹配的WPS进行堆焊修补。堆焊修补需要高出母材表面1~3 mm,然后将焊缝打磨至与周边母材平齐。最后对返修区域进行超声测厚目视检验及渗透检验至合格。
4 质量控制
在现场施工中,如有少量的或偶然的剪力钉不合格,不认为是一个质量事件。但如果按第2节的螺柱焊批量操作过程中,当一个子模块上剪力钉不合格数量超过4个,或者按第3节的焊条电弧焊进行剪力钉补焊一次后仍然不合格,则现场需要开启“不符合项报告”记录这一状况,并提出解决方案来确保返修质量。
5 现场设计变更
AP1000项目边设计、边施工的特点决定了设计细节从图纸到实物的过程不可避免地存在相互冲突的地方,这就需要进行现场设计变更以解决这些冲突的问题。涉及到剪力钉,往往是剪力钉之间或剪力钉与其他组件之间的干涉,如子模块之间的剪力钉干涉,剪力钉与临时吊耳、管道保温层、孔洞以及泄漏槽的干涉等,在这些情况下,就需要根据现场实际进行必要的变更来确保施工的顺利进行。
5.1 剪力钉的临时去除
现场施工中,部分剪力钉在模块组装过程中因与其他子模块干涉,或在吊装过程中与临时吊耳干涉,而不得不临时去除,待相关工作完成后再重新焊接。
如CA01模块6#组合件顶部临时吊耳附件板与模块墙体内侧剪力钉及型钢的干涉,就需要在拼装6个临时吊耳前将影响内区域的剪力钉和角钢剪切和移除。待6#组件翻转竖立后,6个临时吊耳去除,再安装焊接新的剪力钉和角钢。
剪力钉去除时,为避免损伤母材,应先将剪力钉在根部上方1~2 mm处切断,然后用磨光机仔细打磨至母材表面与周边齐平并光滑,再对打磨区域进行渗透检验确保表面质量。
5.2 剪力钉的部分剪切
在现场子模块拼装过程中,为了节约时间及避免剪力钉去除而带来的可能导致母材受损的风险,在一定条件下会允许对需要移除的剪力钉进行部分剪切。
如CA01-48子模块与CA01-19子模块各自的不锈钢剪力钉在模块安装过程中相互碰撞,现场采取的措施是将碰撞区域中CA01-48子模块上的剪力钉向上移动76 mm,以消除相互间的干涉。对于CA01-48子模块上原有的剪力钉,一部分在安装过程中碰撞掉了,这部分必须对母材进行打磨光滑平整,必要的予以母材返修;另一部分则允许对剪力钉进行部分切割,从母材表面算起保留5~10 mm的长度。
对于保留的半截剪力钉,只需对其原有焊缝处进行目视检查,以确保母材没有受损即可。5~10 mm长度的剪力钉剩余部分将提供微小的混凝土锚固力。这一剪切方案即减少了工作量,避免了风险,又对子模块没有不利的影响。
5.3 剪力钉的重新布置
现场施工中还会遇到剪力钉与泄露槽、孔洞或保温层等的干涉。一般来说,在图纸设计计算时,通常会考虑管道贯穿件和剪力钉的位置,以避免引起相互干涉,但却容易忽略保温层的厚度带来的与剪力钉的干涉。
如CA20模块贯穿件12272-ML-P06需要进行保温包裹,包裹厚度25 mm。由于CA20模块墙体内的剪力钉与贯穿件之间距离仅为7 mm,导致贯穿件无法进行包裹。当这一情况出现时,施工现场允许对阻碍保温的少部分剪力钉进行弯曲15°以避开保温层。剪力钉弯曲后并不影响其强度,仅略微减小了其预埋的长度。但若弯曲后仍不能解决问题,则允许在剪力钉设计位置50 mm半径范围内重新布置。
少部分剪力钉的重新布置,如仅是2~3个剪力钉之间的间隙变小及所在区域的局部应力增大,总体而言依然能保持墙体与混凝土之间的连接。
6 结论
本研究系统阐述了应用于CA模块的剪力钉焊接,通过对剪力钉的设计、焊接以及现场解决方案等全过程的描述,为工程技术人员提供了一个完整清晰的参考和指导,并为AP1000后续项目的该类问题提供了有益的借鉴。
[1]AWS D1.1:2000,钢结构焊接规范[S].
[2]AWS D1.6:1999,不锈钢结构焊接规范[S].
[3]GB/T 10433-2002,电弧螺柱焊用圆柱头焊钉[S].
[4]王文其.焊接新技术新工艺实用指导手册[M].黑龙江:黑龙江文化电子音像出版社,2007:610-617.
猜你喜欢
装备制造技术(2021年4期)2021-08-05 07:39:44
山东冶金(2019年6期)2020-01-06 07:45:58
电子制作(2018年18期)2018-11-14 01:48:22
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:48
焊接(2016年5期)2016-02-27 13:04:48
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年4期)2015-07-18 11:02:48
焊接(2015年2期)2015-07-18 11:02:39
装备环境工程(2015年4期)2015-02-28 01:20:03
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40