
宽电刷下直流电机换向过程研究
2013-07-02 03:29:32刘敏军
大电机技术 2013年3期
刘 敏 军
(华东交通大学,南昌 330013)
前言
直流电机在运行过程中会产生火花,是由于电磁、机械和化学等各方面原因造成的,其中机械和化学方面的原因是外因,可通过严格要求电机制造工艺和加强电机维护保养等方法来解决;电磁原因是内因,是由于换向不良造成的。世界上许多专家、学者在直流电机换向方面进行了长期不懈的研究,取得了不少重要成果。由于直流电机换向非常复杂,传统经典理论对换向过程的研究都是在假设电刷的宽度等于换向片的宽度下进行的。但大部分的直流电机的电刷宽度都远远大于换向片的宽度,因此,其分析得出的结论与实际情况存在较大的差距。本文主要对直流电机在宽电刷下的换向过程进行研究。
1 Bb=Bk+By时换向过程
1.1 换向过程概念
直流电机的换向过程是指旋转的电枢绕组元件从一条支路经电刷进入另外一条支路时,绕组元件中电流发生方向改变的过程。
在理想的换向过程中,在换向周期内,流经电刷接触面的电流始终与接触面积成正比。当电刷离开换向片时,电流自然过渡为零,因此不产生换向火花。然而,在实际的换向过程中,因换向元件有电抗电势、电枢反应电势等存在,干扰和阻碍了换向元件中的电流变化,导致同一电刷在不同换向片上的电流密度不等,严重时甚至产生换向火花。
1.2 换向过程简化分析
为方便分析该电机换向情况,首先对其进行简化,如图1。图中电刷宽度Bb等于换向片宽Bk与云母片宽度 By之和(By常忽略不计);电刷和换向片接触表面均匀地流过电流,为理想面接触;电刷单位面积上接触电阻为常数,接触面积与接触电阻成反比;电机没有安装换向极。图中电刷固定不动,换向器的线速度为Vk,从右向左运动。
以绕组元件5为例。图1(a)表示电刷与换向片5完全接触,图1(b)表示电刷位于换向片5、6的正中间,与两个换向片的接触面积相等,图1(c)表示电刷刚好离开换向片 5,图 1(d)表示电刷即将与换向片7接触。
在电刷以-Vk(Vk为换向器线速度)的速度从图1(a)中所处位置移动到图 1(c)中所处位置的过程中,电刷与换向片5、6同时接触,而且电刷与换向片5的接触面积从最大值减小到零,与换向片6的接触面积从零增大到最大值,元件5中流过的电流从ia逐步减小到零,再从零变到-ia;在电刷以-Vk的速度从图1(c)中所处位置移动到图1(d)中所处位置的过程中,电刷始终与换向片6接触,接触面积为最大值,流过元件5的电流为-ia。

图1 Bb=Bk+By时换向过程示意图
换向元件中电流变化如图2中直线1所示。换向周期为Tk=Bb/ Vk,有效换向周期为Tk'=Bk/ Vk,电流换向点为位于t1的瞬间,电枢支路电流变化率为dia/dt=2iaVk/ Bk。
实际上,换向元件在有效换向周期内,由于电枢电流的变化和电枢反应的影响,会产生一个附加电势Σe,从而在换向元件中产生一个附加电流 ik,由于 ik与原来的电枢支路电流 ia方向相同,因此是阻碍电流换向的,从而造成延迟换向,如图2中曲线2所示。在换向结束的瞬间,附加电流以电磁能的形式释放出来就产生了电磁火花。当附加电势Σe很大时,就会造成过分延迟换向,如图2中曲线3所示,在换向结束瞬间,换向元件中的电流从-ia'突变到-ia,从而产生更大的电磁火花。
2 宽电刷下换向过程
2.1 研究对象
本文研究对象是ZD115型脉流牵引电动机,它是SS9型电力机车用牵引电动机,相关参数为:额定转速为1081r/min,最大转速为1945r/min,磁极数2p=6,电枢直径680mm,电枢铁心长度270mm,换向器直径500mm,云母片厚度为1.2mm,电枢槽数93,每个线圈由4个绕组元件组成,交叉竖放,电刷采用DE7型分裂式电刷,电刷数据为(2×10)×42×55mm。

图2 Bb=Bk+By时换向元件中电流变化
根据电机参数可知,极距为15.5个实槽,第一节距为15个实槽,每片换向片宽度为3.0226mm,云母片厚度为 1.2mm,电刷总宽度为 20mm。即 Bb≈5(Bk+By)。
2.2 研究对象的简化
为方便分析该电机换向情况,首先对其进行简化,如图 3。图中 Bb=5(Bk+By);电刷和换向片接触表面均匀地流过电流,为理想面接触;电刷单位面积上接触电阻为常数,接触面积与接触电阻成反比。图中电刷固定不动,换向器的线速度为Vk,从右向左运动。
2.3 换向过程分析
同样以绕组元件5为例。图3(a)表示电刷即将与换向片6接触,图3(b)表示电刷即将离开换向片1,图3(c)表示电刷即将与换向片10接触,图3(d)表示电刷即将离开换向片5。
在电刷以-Vk(Vk为换向器线速度)的速度从图3(a)中所处位置移动到图3(b)中所处位置的过程中,电刷与换向片5的接触面积始终为最大值,电刷与换向片6的接触面积从零开始增大到最大值,元件5中流过的电流从ia逐步减小到零;在电刷以-Vk的速度从图3(b)中所处位置移动到图3(c)中所处位置的过程中,元件5被电刷短路,流过的电流始终为零;在电刷以-Vk的速度从图3(c)中所处位置移动到图3(d)中所处位置的过程中,电刷与换向片 6的接触面积始终为最大值,电刷与换向片5的接触面积从最大值开始减小到零,元件5中流过的电流从零逐步减小到-ia。
换向元件中电流变化如图 4所示。换向周期为Tk=5Bb/ Vk,有效换向周期为Tk'=(5 Bk+4 By)/ Vk,电流换向时间为bc段所经过的时间tbc=(3 Bk+4 By)/ Vk,电枢支路电流变化率为dia/dt=iaVk/ Bk。

图3 Bb=5(Bk+By)时换向过程示意图
对于ZD115型脉流牵引电动机,额定运行时,换向周期为Tk=0.746ms,有效换向周期为Tk'=0.704ms,电流换向时间为bc段所经过的时间tbc=0.49ms。最大转速运行时,换向周期为Tk= 0.415ms,有效换向周期为 Tk'=0.391ms,电流换向时间为 bc段所经过的时间tbc=0.272ms。
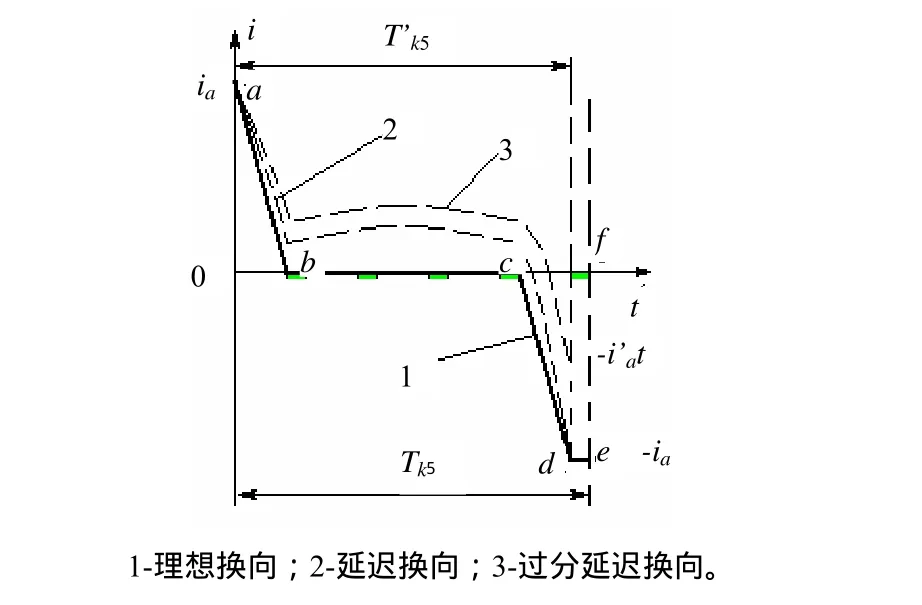
图4 Bb=5(Bk+By)时换向元件中电流变化
实际上,换向元件在有效换向周期内,由于电枢电流的变化和电枢反应的影响,会产生一个附加电势Σe,从而在换向元件中产生一个附加电流 ik,由于 ik与原来的电枢支路电流 ia方向相同,因此是阻碍电流换向的,从而造成延迟换向,如图4中曲线2所示。在换向结束的瞬间,附加电流以电磁能的形式释放出来就产生了电磁火花。当附加电势Σe很大时,就会造成过分延迟换向,如图4中曲线3所示,在换向结束瞬间,换向元件中的电流从-ia'突变到-ia,产生的电磁火花更大。
值得注意的是,当电刷以-Vk的速度从图3(b)中所处位置移动到图3(c)中所处位置的过程中,元件5被电刷短路,流过的支路电流ia始终为零,因此在这区间电抗电势几乎为零,仅存在电枢反应电势,即附加电势等于电枢反应电势,比较小。如果合理安装换向极,完全可以抵消电枢反应的影响。产生电磁火花的瞬间主要出现在图4中的b点和d点对应时刻。
3 结论
根据上述分析,可以得出以下结论:
(1)同一型号的直流电机,由于换向器的结构是一样的,因此采用不同宽度的电刷,其换向过程不一样,换向元件中电流的变化规律也就不一样。
(2)电刷宽度越大,电流的变化率会变缓,从而可以减小电抗电势的大小,进而减小附加电势Σe的大小,有利于换向。
(3)电刷宽度越大,被电枢短路的元件越多,支路电势越小,电机的电磁功率将下降。
[1]沈本荫. 牵引电机[M]. 北京: 中国铁道出版社,2010(12).
[2]Fitzgerald A E, Kingsley C Jr, Umans S D(美). 电机学[M]. (6版). 北京: 电子工业出版社, 2004.
[3]徐跃成. 直流电机换向性能的综合评述[J]. 电机技术. 2007(1): 1-6.
[4]杨建华, 赵茹, 薛迎江. 改善直流牵引电机换向性能探讨[J]. 内燃机车. 2008(11): 27-30.
[5]朱利湘. 改善直流牵引电机换向性能的研究与应用[J]. 大功率变流技术. 2010(4): 40-45.
[6]任之君, 彭兆银. 对直流电机经典换向理论的修正和补充[J]. 东方电气评论. 1990(3): 182-185.
[7]杨克信. 大型直流电机换向问题的研究[J]. 上海大中型电机. 2003(2): 15-19.
[8]朱行然. ZD315/134-5 000 kW直流电机换向问题研究[J]. 上海大中型电机, 2010(4): 15-18.
[9]Hall, R.D. Konstanty, W.J.. Commutation of DC Motors[J]. Industry Applications Magazine, IEEE.2010, 16(6): 56-62.
[10]刘敏军. 防止直流牵引电动机环火的措施[J]. 内燃机车, 2008(3).
[11]于福鸿. 移宽电刷改善直流电机换向[J]. 电机技术, 1992, (1): 12-15.
[12]于福鸿. 调整电刷宽度改善直流电机换向[J]. 长春大学学报. 1999(6): 12-14.
猜你喜欢
大电机技术(2022年5期)2022-11-17 08:12:56
火力与指挥控制(2022年5期)2022-07-25 03:50:10
弹箭与制导学报(2020年1期)2020-07-09 10:52:00
弹箭与制导学报(2019年6期)2019-06-24 08:40:20
电镀与环保(2018年1期)2018-04-04 05:21:18
电子制作(2017年1期)2017-05-17 03:54:12
电镀与环保(2016年3期)2017-01-20 08:15:28
淮南师范学院学报(2015年3期)2015-03-22 01:16:17
电机与控制应用(2015年1期)2015-03-01 03:49:10
设备管理与维修(2015年10期)2015-01-06 07:47:52
