
座环工地加工设备安装及调整工艺性分析
2013-07-02 03:29:30齐桂华姜国华黄海玉
大电机技术 2013年3期
齐桂华,姜国华,黄海玉
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
前言
我公司以往工地座环的加工主要以工地打磨为主,随着大型机组的不断开发制造和业主对机组制造质量的要求提高,座环的工地加工日益普遍。大型座环的加工可以提供高质量的安装尺寸和表面质量,消除浇筑和安装焊接变形,从而提高整机的安装精度,保证机组较好运行。大型座环的工地加工,特别是机组带筒阀结构的大型座环,设计结构要求多个部位在工地加工。我公司糯扎渡、溪洛渡、向家坝等大机组座环均要求厂内粗加工,工地精加工,且座环尺寸大、重量重。对于带有筒阀结构的糯扎渡、溪洛渡机组,加工部位与不带有筒阀结构的向家坝机组相比要求精度高,加工部位多。
座环工地加工设备应结构简单,安装、拆卸安全,工作稳定、可靠,操作、调整、维修方便。加工设备的安装及调整精度,能保证工地座环的加工质量,节约生产周期。因此,有必要对工地加工设备的安装及调整精度进行分析及总结,为同类设备的安装提供经验。
1 工地加工设备的特点及安装难点
加工设备由上支承梁、下支承梁、中心旋转立柱、支臂横梁、车刀架、磨头装置、主传动装置、带径向和轴向的进给传动装置、横梁平衡装置、上下支梁安全防护走台、刀架操作随行走台、液压及润滑装置、附件及电气系统等主要部件组成。主要存在以下难点:
(1)设备安装定位基础的确定
(2)安装前设备安装基准的确定
(3)基座焊接
(4)止漏环预就位
(5)机床设备安装
(6)安装下平台
2 工地加工设备安装及调整工艺分析
2.1 设备安装定位基础的确定
为保证工地机床正常加工座环,需要将设备安装固定在安装基础的相应位置,并对基础进行相应的加固措施,以满足承载设备重量和保证加工座环的精度。
设备基础要求根据机组的结构进行相应的布置,避开一些坑道、管路、管口等无法埋设基础锚钩的设施。一般安装在机坑里衬和尾水锥管或基础环的内壁上,并设置上、下各8等分的基础支座,如图1所示。
2.2 安装前确定设备安装基准
座环焊接和浇注完毕后机组的安装高程即已确定,该高程即固定导叶的平均高程,也即为水轮机安装高程,该高程作为设备安装调水平的基准,也是加工时的高度测量基准面,以此分别测量座环加工平面高程,检查各平面加工余量。
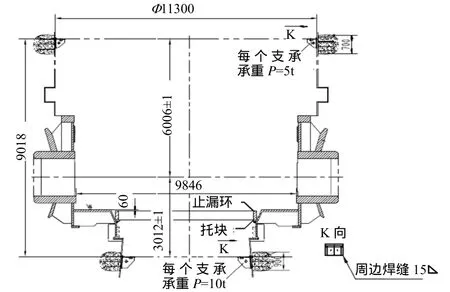
图1 座环设备基础安装布置
设备安装中心的确定,是以座环下环板内圆为基准,通过测量杆,打百分表测量与座环各圆同心度和检查各圆的余量情况,并复查座环加工后顶盖、底环把合螺栓孔的节圆中心的偏差。
设备的安装以上述确定的中心线和水平线为基准,待设备安装后对座环进行全面测量和记录,确认各加工面的加工余量和加工后的最终尺寸。检查各圆和平面的加工余量是否足够,及工件变形、位置变化情况。对座环加工面的负区域,进行局部补焊处理。
座环机床设备在机坑里衬、上部基础衬臂共有16个基础座。以座环导水机构中心线为基准,用水准仪划出安装设备的上、下各8个基座高度位置,该上、下8处基座在同一平面内。该基础座必须保证高度、位置准确,使设备顺利安装就位。
2.3 机床设备安装
机床设备的安装工艺流程按如下进行:
安装下平台→安装旋转立柱→安装横梁各部件→安装上平台→安装旋转立柱的主传动装置→安装横梁上其余部件→机床电气的安装与布置→旋转立柱及各项精度的调整检查→设备精度检查与调试
2.3.1 安装下平台
设备安装首先从下平台的安装开始,主要步骤和工艺要求按以下进行:
(1)先将8个下支撑臂与下平台清理后在安装厂房内进行装配组合,把紧螺钉。
(2)安装下平台各部件,将下平台分别用可调垫铁和固定螺钉固定在各基座支点上,以下平台平面作为基准,调整各支点上的调整垫铁,用平尺和水平仪按8点等分检查,并调整下平台平面水平,暂不用紧固、顶紧固定螺钉。
(3)安装下立柱支座,暂不把紧,在下立柱支座上装配找正台架,如图2所示。
(4)在找正台架上装找正测量杆、百分表,8等分测量与下环板内圆距离,调整找正台架中心位置,并复查和调整找正台架中心位置与下环板上平面的 4个机组中心线基准点同心;
(5)重新检查下平台水平度,如超差按上序重新调平,调平后再复查同心度,直至下平台水平度和同心度均合格为止。
(6)将下平台紧固并顶紧固定螺钉,复查平台水平度和下立柱支座同心度应合格。
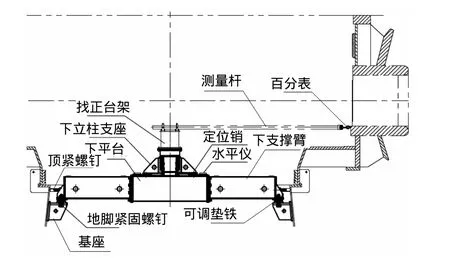
图2
2.3.2 旋转立柱的安装
旋转立柱是设备的主要部件,为保证设备加工精度,旋转立柱安装有一定的精度要求,具体安装如下:
(1)下空心轴装配到立柱支座内,将装配体安装到下支撑平台定位止口处,复查装配体下空心轴处装旋转立柱的上平面,如果超差,应调整支座,加垫调平,立柱支座装配把合螺钉,但暂不把紧,以配合旋转立柱上部后序的精调。
(2)旋转立柱在安装前,先安装好上传动轴,并把紧螺钉。
(3)为方便横梁的安装,清洗立柱齿条后,将横梁滑座安装在立柱体上,紧固滑座上的锁紧螺钉,使旋转立柱部件与横梁滑座一起吊装。
(4)安装旋转立柱部件并与下支座上的空心轴装配把合,上部暂时悬空,将横梁滑座放至下部,并支撑牢固。
2.3.3 横梁各部件安装
旋转立柱安装后,在立柱上依次吊装横梁升降箱、横梁联结梁、 横梁平衡装置,如图4所示安装工艺步骤如下:
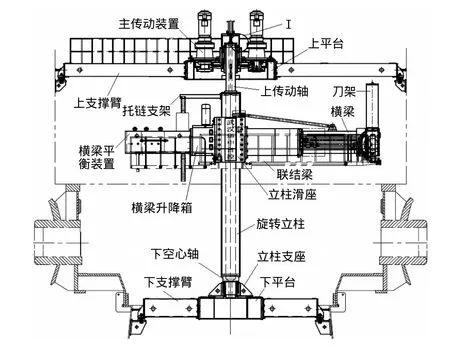
图3
(1)首先清洗横梁升降减速箱,安装升降箱于横梁滑座体上;
(2)安装时将横梁组件置于立柱下部,依靠下平台周围设置支点。用垫块和千斤顶对称4点支撑横梁升降箱、滑座、联接梁装配体,使旋转立柱固定并避免偏载,如图4所示。
(3)安装横梁平衡装置时,平衡重物暂不装配。
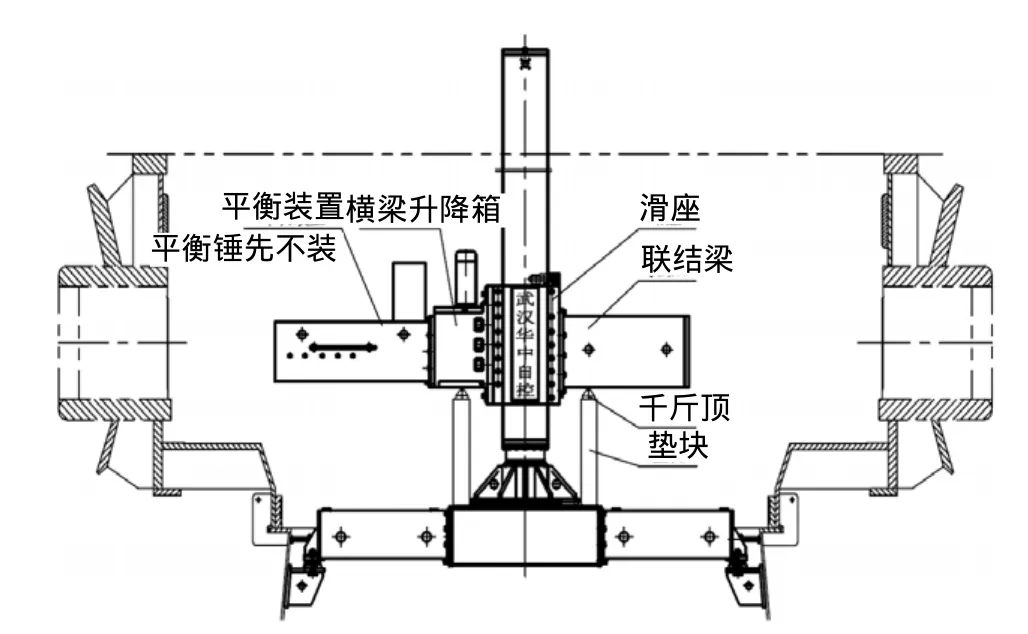
图4
2.3.4 安装上平台
旋转立柱安装完毕后,进行上平台的安装,安装工艺如下:
(1)将8个上支撑臂与上平台在安装厂房内先装配组合,把紧螺钉。
(2)安装上平台各部件。上平台和支臂安装时,设有护栏的支臂位置应设在机坑进入门上方附近,以方便设备检修及安装。
(3)将上平台分别可调垫铁和固定螺钉固定在各基座支点上,根据旋转立柱的上传动轴的位置,粗调整上平台中心位置。以上平台平面作为基准,调整各支点上的调整垫铁,用平尺和水平仪多方位检查,调整上平台平面水平,暂不用紧固、顶紧固定螺钉。
(4)以旋转立柱的上传动轴为基准,测量与上平台内孔距离,并调整上平台。
(5)重新检查上平台水平度,如超差按上序重新调平,调平后再复查同心度,直至上平台水平度和同心度均合格为止。
(6)将上平台紧固并顶紧固定螺钉,复查平台水平度和同心度。
(7)机电配合安装拖链支架,吊装主传动箱,然后紧固滑座锁紧螺母,拆卸横梁千斤顶和支撑垫块。
2.3.5 安装旋转立柱主传动装置
设备主传动装置在安装前,先将各部件在安装间清理、装配好,以备整体吊装。主传动装置装在设备顶部,此时调整顶紧螺钉,使中间旋转立柱置铅直状态,检查并调整旋转立柱的垂直度,然后紧固立柱与下空心轴面联结螺钉,使其定位。
按设备使用说明书对立柱回转精度进行检测和调整:即在立柱下支点不动的前提下手动回转立柱,调整立柱上回转支点,打表检测圆跳动,此时立柱手动应回转轻松自如,合格后,压紧压板,紧固主传动以定位。安装调整合格后再安装主传动装置其余部件。
2.3.6 横梁上其余部件的安装
在立柱中间段依次吊装下列部件:横梁与刀架部件;刀架进给箱;横梁走台等部件。
3.3.7 机床电气的安装与布置
设备机床电柜分两个部分安装布置,其中主控制柜安装于横梁平衡装置部件处,内部随横梁运转;副电柜固定安装在上平台支架上,可方便操作与控制。
操纵箱安装在横梁走台上,设有手持盒,方便对刀操作;主传动箱顶部安装旋转电路装置,完成总电源输入与信号传输,并配装手持盒。然后安装机床所有油管、电气布线及机床照明等。
2.3.8 旋转立柱及各项精度的调整检查
初步安装完毕后,进行设备旋转立柱及各项精度的调整检查。低速运转主传动系统,通过找正座环内圆复查旋转立柱的精度,并使座环各内圆有足够的加工余量。然后精调整主传动装置顶紧螺钉,使旋转立柱上、下支点同轴(立柱运转灵活)、然后紧固主传动部件与上、下平台结合面螺钉,使其定位,启动电机试运行,直至旋转立柱运转正常。最终按安装使用说明书检查并调整横梁及刀架精度,满足机床安装精度要求。
2.3.9 设备检查
设备按以下内容进行全面检查:
(1)按机床安装使用说明书的安装精度要求检查机床精度。
(2)按机床安装使用说明书的要求对机床各功能进行全面检查。
(3)机床进行试加工,并根据设备合格证要求对机床的切削性能和加工精度进行检查。
3 结论
通过大型座环工地加工设备现场成功安装及使用,我公司在座环工地打磨设备的基础上,对大型座环的工地加工技术不仅有了进一步提高,而且为其他机组工地加工座环提供了宝贵的座环工地加工设备安装及调整经验。
猜你喜欢
时代邮刊·下半月(2022年5期)2022-05-20 17:41:05
中老年保健(2021年8期)2021-08-24 06:24:14
减速顶与调速技术(2020年3期)2021-01-18 06:30:30
小太阳画报(2020年8期)2020-10-15 01:35:45
工程与建设(2019年4期)2019-10-10 01:45:46
记者观察(2019年1期)2019-04-04 01:06:36
上海建材(2018年4期)2018-11-13 01:08:54
制造技术与机床(2018年9期)2018-09-19 06:48:14
东方考古(2016年0期)2016-07-31 17:45:44
幼儿智力世界(2016年8期)2016-05-14 13:50:52
