
玄武岩纤维对PE-HD/竹粉复合材料增强增韧研究
2013-05-22 01:45宋剑斌陈丽红马长城刘建勋杨文斌
中国塑料 2013年7期
宋剑斌,陈丽红,马长城,刘建勋,杨文斌*
(1.福建农林大学材料工程学院,福建 福州 350002;2.东南大学城市工程科学技术研究院,江苏 南京 210096)
0 前言
经济的发展加剧了对传统化石能源的消耗,导致污染加剧、环境恶化,因此人们正转向环保、可降解材料的研究。热塑性木塑/竹塑复合材料热塑性木塑/竹塑复合材料就是其中的一种,虽然该材料目前还无法做到完全降解,但是这种材料通过增加竹粉、木粉等用量来大幅度降低对高分子树脂的消耗,因而减少了对化石能源的消耗。热塑性木塑/竹塑复合材料是采用木纤维、植物纤维、无机粉体等填充、增强,经一定工艺(挤出、注塑等)制成的热塑性材料。木塑/竹塑复合材料既克服了木材等材料强度低、易霉变、易吸水、弹性模量低等缺点,又充分利用废弃的木材和塑料,减少环境污染。
竹粉[1-3]是一种性能优良的生物质材料,具有成本低、比强度高等优点,作为填充/增强材料在木塑制品中应用非常广泛。由于木粉、竹粉等耐热性不高,因此木塑/竹塑复合材料所采用的高分子树脂仅局限于熔点或加工温度在180℃以下的高分子材料,如聚乙烯、聚丙烯、聚氯乙烯、聚乳酸、聚丁二酸丁二酯等。因竹粉与高分子材料相容性差,与纯高分子材料相比,其力学性能下降很大,即使在添加增容剂条件下,其力学性能并没有太大改善。玄武岩纤维[4-8]是以火山岩为原料在1500℃熔融后高速拉制成的一种连续纤维,具有高强度、永久阻燃性,主要由 Al2O3、Fe2O3、SiO2、FeO、CaO、MgO等构成;该纤维热稳定性高于玻璃纤维,最高温度可达650℃,在500℃时仍具有65%的强度保持率;拉伸性能可与硅酸铝-镁玻璃纤维(S-镁玻璃纤维)相媲美;耐酸碱腐蚀性能优于玻璃纤维,而生产成本低于玻璃纤维,综合性能具有比较明显的优势,是未来玻璃纤维的替代品。若与木粉等生物质材料复合,不但能降低热塑性木塑/竹塑复合材料材料成本,而且还能提高该材料综合性能。
本文以PE-HD/竹粉复合材料为基础,通过添加玄武岩纤维制备PE-HD/竹粉/玄武岩纤维复合材料,借助材料试验机和维卡软化点测量仪等对材料力学性能和耐热性进行测量和分析,研究玄武岩纤维、竹粉对PE-HD力学性能和耐热性能的影响。
1 实验部分
1.1 主要原料
PE-HD,DMDA-8008,中国石油天然气股份有限公司独山子公司;
竹粉,178~250μm,临安市明珠竹木粉有限公司;
玄武岩纤维,长度3mm,表面已经经硅烷偶联剂560处理,自制;
马来酸酐接枝聚乙烯(增容剂),PE-G-1,化学纯,南京德巴化工有限公司。
1.2 主要设备及仪器
材料试验机,CMT6104,深圳新三思材料检测有限公司;
冲击性能试验机,ZBC-25B,深圳新三思材料检测有限公司;
维卡软化点测试仪,ZWE-3,深圳新三思材料检测有限公司。
注塑机,HY500,宁波海鹰塑料机械有限公司。
1.3 样品制备
熔融共混前,将竹粉放入100℃干燥箱中干燥24h,然后按一定比例将PE-HD、马来酸酐接枝聚乙烯、竹粉和玄武岩纤维放入注塑机中进行熔融共混,注射成型;温度控制分3段:170、175、180℃;注塑试样尺寸按国家标准 GB/T 1040.2—2006,GB 9341—2008和GB 1843—2008进行制备,所获得试样用于拉伸强度、弯曲强度和冲击强度测试分析;
PE-HD、竹粉、玄武岩纤维和增容剂等组分比例如表1所示,其中竹粉和玄武岩纤维占整个共混物质量的21%。
1.4 性能测试与结构表征
拉伸强度按GB/T 1040.2—2006进行测试,测试温度为20℃,拉伸速率为10mm/min;
弯曲强度按GB 9341—2008进行测试,测试温度为20℃,弯曲速率为10mm/min;
冲击强度按GB 1843—2008进行测试,测试温度为20℃;
维卡软化点测试按GB/T 1633—200进行测试。
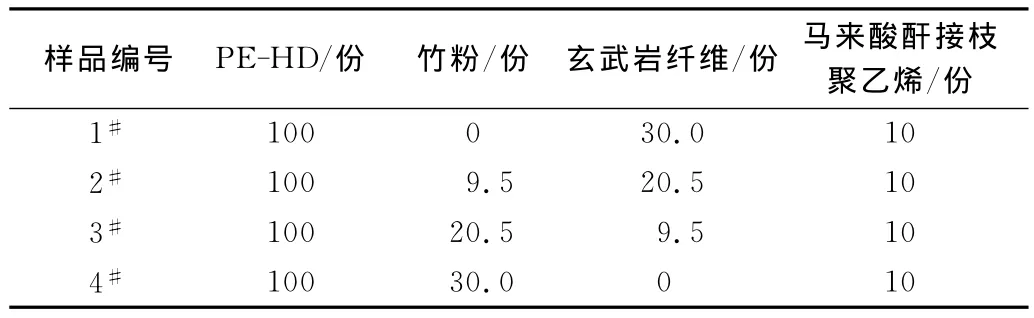
表1 PE-HD复合材料配方Tab.1 Formulae for PE-HD composites
2 结果与讨论
2.1 竹粉/玄武岩纤维配比对复合材料拉伸强度的影响
拉伸强度高分子材料非常重要的物理量,受多种因素控制,如高分子的化学结构、相对分子质量大小、支化与交联、结晶与取向、应力集中物等,同时各种助剂的出现也会导致材料拉伸强度降低或增加。纯PEHD材料,在拉伸力作用下,达到弹性极限后,开始屈服,之后伴随着大形变,直至试样最后断裂,应变可达400%以上;当PE-HD加入21%竹粉后(如图1和表2所示),PE-HD/竹粉复合材料的拉伸强度从24.2MPa降为20.0MPa,且刚达到屈服后立即发生断裂,表明PE-HD由韧性材料转变成脆性材料,这可能是由于PE-HD和竹粉的界面状况很差,马来酸酐接枝聚乙烯并没有很好地提高二者相容性。当采用玄武岩纤维代替部分竹粉后,我们发现PE-HD复合材料拉伸强度随着玄武岩纤维含量增加而增加,达到22.4MPa(3#)和24.7MPa(2#)。当玄武岩纤维全部取代竹粉后,即达到21%后,PE-HD/玄武岩纤维复合材料的拉伸强度达到最大值33.4MPa。这是由于经硅烷偶联剂处理的刚性玄武岩纤维表面含有的环氧基与马来酸酐接枝聚乙烯上的酸酐基团有更好的相容性,因而改善了纤维与高分子树脂的界面及黏结性能。值得一提的是在PE-HD复合材料的应力应变曲线上(如图2所示),当只添加玄武岩纤维或者竹粉时,复合材料的断裂伸长率都很低,分别为7.8%和5.9%,但是当同时采用玄武岩纤维和竹粉与PE-HD复合时,PE-HD复合材料的断裂伸长率出现一定的增加,特别是2#样品,其断裂伸长率达到12.8%。一般来讲,断裂伸长率的增加在一定程度上反应材料的韧性得到了改善,冲击强度获得提高。针对本结果,笔者认为这是由于玄武岩纤维表面的环氧基团与竹粉表面的羟基反应,增加了二者的黏结性能,导致纤维、竹粉和高分子树脂相互交联贯穿,造成材料的韧性和冲击强度的增强。

图1 竹粉含量对PE-HD复合材料拉伸强度的影响Fig.1 Effect of bamboo powder content on tensile strength of PE-HD composites

表2 样品的力学性能Tab.2 Mechanical properties of the sample
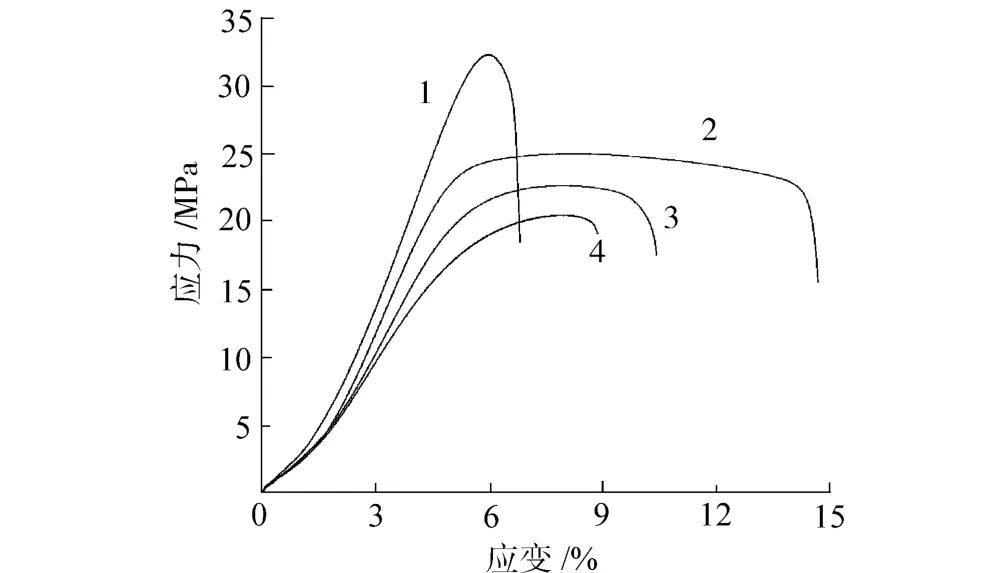
图2 PE-HD复合材料的应力-应变曲线Fig.2 Strain of PE-HD composites as a function of force
2.2 竹粉/玄武岩纤维配比对复合材料弯曲强度的影响
弯曲强度是材料在弯曲负荷作用下破裂或达到规定挠度时能承受的最大应力,其与材料弹性模量、硬度等有关。与材料拉伸强度变化趋势不同,PE-HD复合材料的弯曲强度比纯PE-HD显著增加。从表2可以看出,未增强的PE-HD,其弯曲强度为25.7MPa,弯曲模量1.1GPa。当加入21%竹粉后,复合材料的弯曲强度增加至33.6MPa;当添加玄武岩纤维后,随着纤维含量的增加,其弯曲强度和弯曲模量逐渐增加;当玄武岩纤维全部取代竹粉后(1#),弯曲强度最高,达到47.0MPa。实验表明刚性的玄武岩纤维比竹粉更能有效增加PE-HD复合材料的弯曲强度和弯曲模量。
2.3 竹粉/玄武岩纤维配比对复合材料冲击强度的影响
冲击强度是材料韧性的一个重要指标,材料韧性越好,冲击强度越高。表2证实在加入竹粉和玄武岩纤维后,PE-HD韧性大幅度下降,脆性增加。纯PEHD的冲击强度为12.9kJ/m2,当加入21%竹粉后,其冲击强度迅速降为8.2kJ/m2,韧性下降,脆性增加。但是当刚性玄武岩纤维含量增加后,PE-HD复合材料的冲击强度并没有进一步下降,反而有一定提高,且随着玄武岩纤维含量的增加而增加,主要原因可能是经硅烷偶联剂处理过的玄武岩纤维与增容剂马来酸酐接枝聚乙烯具有较好的相容性,同时该增容剂与PE-HD相容性也较好,因而材料的冲击强度有一定的改善;同时玄武岩纤维在外力作用下,对外界能量有较好的分散、消耗作用。但是竹粉,即使在马来酸酐接枝聚乙烯增容剂作用下,PE-HD/竹粉复合材料的韧性也没有得到提高,相反却导致PE-HD/竹粉复合材料韧性大幅度下降,这是由于高分子树脂对竹粉的润湿性能变差,导致界面孔隙增加,同时竹粉本身的多孔结构也会造成材料的韧性和强度的下降。
2.4 竹粉/玄武岩纤维配比对复合材料耐热性能的影响
维卡软化点是高分子材料一个重要参数,是材料硬度和耐热性的反映,表2是各种PE-HD复合材料的维卡软化点数据。据报道PE-HD的软化点为121℃,经过竹粉和玄武岩纤维改性后,PE-HD软化点提高到130℃,表明PE-HD的耐热性获得了提高。这主要是由于高模量、高强度的玄武岩纤维和竹粉对热有很好的抵抗变形能力,同时复合材料内部组分间相互作用力增加也是导致耐热性增加的重要原因。
3 结论
(1)拉伸试验表明,在增容剂下,21%的竹粉的加入导致PE-HD拉伸强度下降到20.0MPa,但是30%的玄武岩纤维的出现却使得材料的拉伸强度增加到33.4MPa,相比之下,玄武纤维能改善材料的拉伸强度;
(2)PE-HD复合材料的弯曲强度随着竹粉或玄武岩纤维含量的增加而增加,其中玄武岩纤维比竹粉对材料弯曲强度的贡献更大;
(3)冲击试验结果表明,与纯的PE-HD相比,复合材料的冲击强度有所下降,但是玄武岩纤维对材料冲击强度有一定的提高;
(4)经玄武岩纤维和竹粉改性后,PE-HD的维卡软化点从121℃提高到130℃,且改变玄武岩纤维与竹粉比例,对维卡软化点没有影响。
[1]T Liu,F M Yu,X J Yu,et al.Basalt Fiber Reinforced and Elastomer Toughened Polylactide Composites:Mechanical Properties,Rheology,Crystallization,and Morphology[J].Journal of Applied Polymer Science,2012,125:1292-1301.
[2]L Bao,Y W Chen,W H Zhou,et al.Bamboo Fibers-gpoly(ethylene glycol)-reinforced Poly(butylene succinate)Biocomposites[J].Journal of Applied Polymer Science,2011,122:2456-2466.
[3]Q F Shi,H Y Mou,Q Y Li,et al.Influence of Heat Treatment on the Heat Distortion Temperature of Poly(lactic acid)/Bamboo Fiber/Talc Hybrid Biocomposites[J].Journal of Applied Polymer Science,2012,123:2828-2836.
[4]尚宝月,杨绍斌.玄武岩纤维聚合物复合材料的研究进展[J].化工进展,2011,30(8):1766-1769.Shang Baoyue,Yang Shaobin.Research Progress of Basalt Fiber Reinforced Polymer Composites[J].Chemical Industry And Engineering Progress,2011,30(8):1766-1769.
[5]S F Cao,H T Liu,S R Ge,et al.Mechanical and Tribological Behaviors of UHMWPE Composites Filled with Basalt Fibers[J].Journal of Reinforced Plastics and Composites,2011,30(4):347-356.
[6]P I Bashtannik,A I Kabak,Yu Yu Yakovchuk.The Effect of Adhesion Interaction on The Mechanical Properties of Thermoplastic Basalt Plastics[J].Mechanics of Composite Materials,2003,39(1):85-91.
[7]Shoufan Cao,Hongtao Liu,Shirong Ge,et al.Mechanical and Tribological Behaviors of UHMWPE Composites Filled with Basalt Fibers[J].Journal of Reinforced Plastics and Composites,2011,30(4):347-355.
[8]P I Bashtannik,A I Kabak,Yu Yu Yakovchuk.The Effect of Adhesion Interaction on The Mechanical Properties of Thermoplastic Basalt Plastics[J].Mechanics of Composite Materials,2003,39(1):85-88.
猜你喜欢
功能高分子学报(2022年5期)2022-10-19
西部交通科技(2022年2期)2022-04-27
纺织科学研究(2021年1期)2021-03-19
石材(2020年12期)2021-01-15
潍坊学院学报(2020年6期)2020-11-22
表面工程与再制造(2019年3期)2019-09-18
现代园艺(2019年14期)2019-08-12
中国地质调查(2018年6期)2018-12-21
好日子(下旬)(2018年4期)2018-06-18
中国塑料(2017年2期)2017-05-17
