
非晶合金摩擦焊装置设计
2013-04-23 12:11陈彪,廖昱
武汉工程大学学报 2013年10期
陈 彪,廖 昱
(1.湖北第二师范学院物理与机电工程学院,湖北 武汉 430205;2.武汉理工大学自动化学院,湖北 武汉 430070)/
0 引 言
非晶合金是一种新型金属材料,由熔化状态的合金快速冷却形成,因此其内部原子排列为短程有序长程无序的三维拓扑结构,没有晶粒和晶界存在[1].和传统金属相比,非晶合金具有许多优异的性能,如高强度、高硬度、超高的耐磨性和耐蚀性等.这些性能使非晶合金在MEMS系统、体育器材、输电材料等领域具有良好的应用前景[2].然而非晶合金制备过程中需要急冷,否则会结晶,这大大限制了非晶合金的尺寸,大部分非晶合金材料在毫米尺度,这导致非晶合金在工程应用上受到很大限制,很难完全发挥实际工程应用价值.为了增大非晶合金的尺寸,除改进制备工艺外,目前常用焊接的方法来解决这个问题.主要焊接方式有:摩擦焊[3]、电子束焊[4]、扩散焊[5]、激光焊[6]等.对于非晶棒料主要采用摩擦焊接来增长尺寸.2003年Kawamura等人采用摩擦焊技术成功焊接了Zr41Ti14Cu12Ni10Be23棒料以及Zr41Ti14Cu12Ni10Be23和纯锆[3].2012年Wang等人采用摩擦焊工艺将Ti40Zr25Ni3Cu12Be20非晶合金成功连接在一起[7].
非晶合金摩擦焊接过程中,产生的热效应会使非晶合金发生晶化,因此对焊接参数的控制非常重要.此外小尺寸的非晶合金棒料焊接时同轴度也会影响焊接质量及其应用.传统摩擦焊装置体积较大,夹持微小尺寸非晶棒料时同轴度调整较困难.而且顶锻力大,容易导致接头膨胀严重,不适合小尺寸非晶合金棒料的焊接.
针对非晶合金的摩擦焊接装置未见专门报道,本文设计了一种新型的摩擦焊装置,专门用于连接小尺寸的非晶合金棒料.该装置主要由主轴旋轴单元、直线驱动单元以及参数控制单元三部分组成.经过试验,新型摩擦焊装置成功地实现了Zr55Cu30Al10Ni5棒料的连接,达到了增加材料长度的目的.
1 非晶合金摩擦焊装置设计
非晶合金摩擦焊原理及参数变化如图1所示.左、右非晶棒料分别作直线运动(速度ν)和旋转运动(角速度ω),当它们接触后,摩擦正压力快速增大到p0并保持一段时间t0,摩擦产生的热量使棒料接触面的温度升高并到达非晶的过冷液相区,在p0的作用下接触面发生超塑性变形,面上的氧化层被挤出形成飞边,同时附近高温区的材料对挤出空间进行填充,最终达到动态平衡.原子通过新鲜界面实现相互扩散,在顶锻压力p1的作用下保持一段时间t1,最后形成牢固接头.
常用的摩擦焊装置结构如图2所示,这种装置的优点在于结构简单、使用方便、适用范围广,但体积较大,不适合小尺寸非晶棒料的连接.且液压装置相对复杂,成本较高.
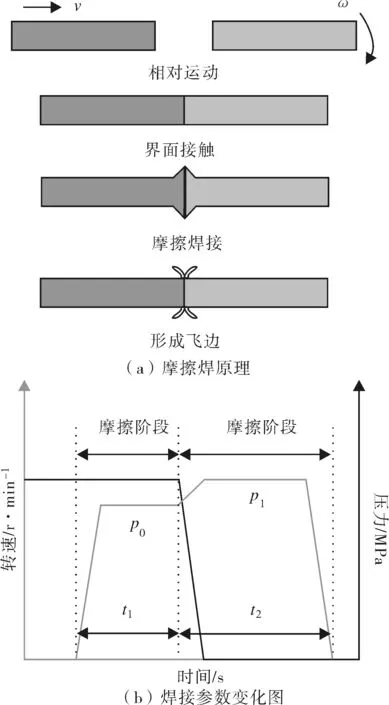
图1 非晶合金摩擦焊原理Fig.1 Schematic of friction welding for bulk metallie glass

图2 传统摩擦焊装置结构原理图Fig.2 Structure schematic of conventional friction welding set-up
针对上述问题并结合非晶合金尺寸小的特点,设计了一种新型摩擦焊装置.该装置主要由主轴旋转单元、直线驱动单元及参数控制单元三部分组成,其结构原理如图3所示.
新型摩擦焊装置在保留传统摩擦焊装备优点的基础上,实现了转速、位移、压力等参数的可控输入及主要参数的监控采集.此外,还设计了温度及噪声控制单元,并预留了数据I/O接口,在条件允许的情况下,可以配备红外热像仪及噪声传感器装置,测量焊接区域外表面的温度及摩擦噪声分贝,进一步对焊接过程进行精确控制.

图3 新型摩擦焊装置原理图Fig.3 Schematic of the new friction welding set-up
使用Labview软件搭建了如图4所示的操作界面,从界面输入压力和时间,可观测相关参数的波形图,实现对焊接过程进行监控.
非晶合金摩擦焊装置主轴旋转部分包括变频控制器、三相异步电机、电磁离合制动器等主要元件.变频器调节交流电频率,从而调整三相异步电机的转速,同时配合适当的摩擦压力,能得到合适的焊接功率.当摩擦压力达到p1,顶锻过程开始,电磁离合制动器实现快速制动,主轴停转.直线驱动部分包括步进电机、滚珠丝杠、压力传感器、光栅尺等.步进电机驱动滚珠丝杠旋转,让非晶棒料朝右边作直线运动,直至两棒料端面接触并产生轴向正压力.由于棒料间的相互接触和相对运动,摩擦生热使棒料接触面温度升高,并发出很大的金属摩擦噪声.随着摩擦的进行,接触面温度升高,非晶变形抗力降低,热塑性提高,摩擦噪声逐渐减小,发出类似于塑料摩擦的声音.每种非晶合金材料都有固定的玻璃转变温度(Tg)和晶化开始温度(Tx),一旦接触面温度达到Tg,非晶合金摩擦面即进入过冷液相区,在轴向压力作用下发生超塑性变形,界面的氧化膜破碎并被挤出,形成飞边.界面高温部分材料流动并填充挤出空间.原子经过新鲜表面互相扩散,最终实现连接.
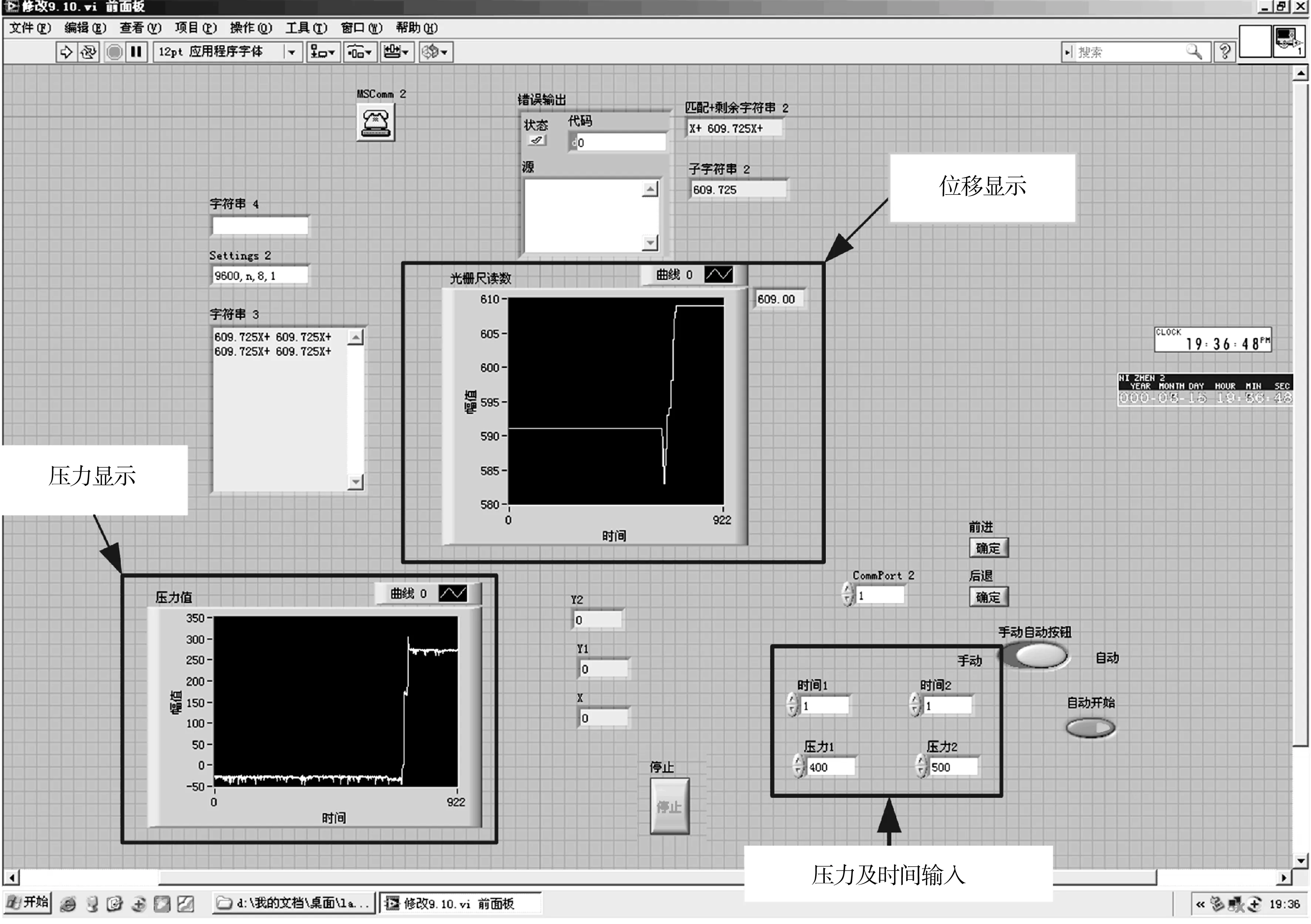
图4 摩擦焊装置操作界面Fig.4 Operation interface of the new friction welding set-up
非晶合金摩擦焊接温度不能超过Tx,否则接头将发生晶化,从而失去非晶化的优异特性.为了准确控制非晶合金进入过冷液相区的时间并进行停机顶锻,结合非晶合金在摩擦焊接过程中噪声的变化,设计了参数控制单元.即采用光栅尺测量摩擦焊接起止阶段作直线运动棒料的行程;使用压力传感器控制摩擦压力和顶锻压力;采用变频器控制电机转速.此外,预留了温度及噪声检测单元I/O接口.由于成本原因,设计的新型非晶合金摩擦焊装置中没有配备红外热像仪及温度传感器装置.根据控制单元采集的数据,得到顶锻时的温度、压力和位移三个特征参数,结合试验结果,可分析并确定合适的摩擦焊接参数.根据图3中的设计方案,得到如图5所示的摩擦焊装置实物.
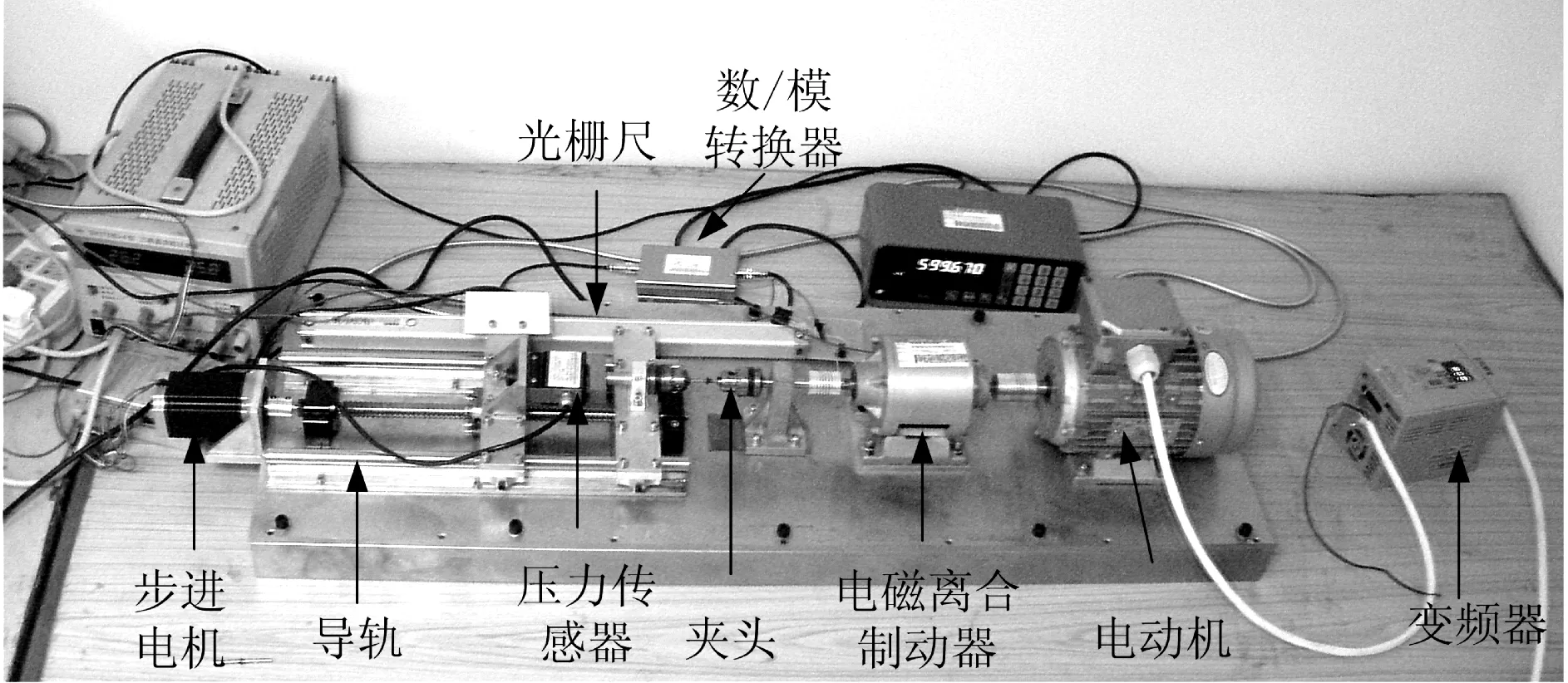
图5 新型摩擦焊装置实物图Fig.5 New friction welding set-up
2 摩擦焊试验
试验工件为比亚迪汽车有限公司生产的Zr55Cu30Al10Ni5棒料,直径分别为3 mm,4 mm,Tg和Tx分别为412 ℃,482 ℃.焊接过程中,主轴转速和摩擦压力是主要影响因素.转速过高则惯性较大,旋转棒料在顶锻时难以急停;而转速过低会造成摩擦面热流密度不足,无法使整个接触面温度快速进入过冷液相区.轴向压力过大会造成接头膨胀严重;过小则导致摩擦功率不够,无法形成连接.根据材料特性及相关报道[3,8],选取焊接参数如表1所示.
试验过程主要步骤包括:1)将长为30 mm的非晶棒料分别置入左右夹头,调整对齐工件的轴线,将工件固定;2)接通摩擦焊装置电源,在操作界面上输入相关参数;3)打开三相电机,调节变频器频率,得到对应的电机转速;4)启动操作面板开关,步进电机开始运行,焊接开始;5)焊接结束后,松开夹头,取下摩擦焊样品.

表1 摩擦焊试验参数
图6为摩擦焊接试验结果.由图6可知,样品1连接失败,样品2,3连接成功,所有接头处均形成飞边. 根据摩擦做功,得到如下方程:
f=upA
(1)
(2)
(3)
其中:f为摩擦力;u为摩擦系数;p为摩擦压力;A为摩擦面积;η为摩擦功率;r为工件摩擦半径;ω为工件旋转角速度;q为热流密度.
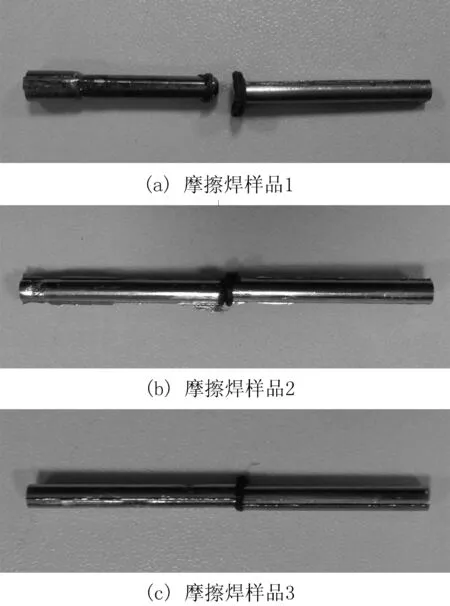
图6 摩擦焊样品Fig.6 Friction welding samples
由方程(1)~(3)可知,热流密度q与摩擦压力p、工件角速度ω、工件摩擦半径r成正比.在焊接过程中,接触面心部摩擦半径小,产生的热流密度比界面外围区域低,当转速较低时,摩擦界面中心区域温度不能快速进入过冷液相区,顶锻时没有发生明显的超塑性变形,从而导致样品1连接失败.这种情况可以通过适当地提高电机转速和摩擦压力解决.而样品2和3因为工件角速度较大,在保证接头不产生大的膨胀变形的情况下,能够获得合适的热流密度,整个界面能够在较短时间全部进入过冷液相区,最终连接成功.关于焊接参数对连接质量以及非晶合金原子结构排列的影响,将在以后的研究中进一步分析.
3 结 语
a.设计的这种非晶合金摩擦焊装置,用于连接非晶合金棒料,增大非晶合金尺寸.
b.非晶合金摩擦焊装置主要由主轴旋转单元,直线驱动单元以及参数控制单元三部分组成.其中参数控制单元包含转速、压力、位移三个部分,能够实现较大范围的摩擦焊接参数配合.
c.采用Labview软件搭建了操作界面,实现了焊接参数的输入,监控采集以及摩擦焊装置的可控运行.
d.以Zr55Cu30Al10Ni5非晶棒料为焊接对象,进行了摩擦焊接试验,在合适的参数下成功连接了非晶合金.设计的非晶合金摩擦焊装置满足试验要求.
致 谢
论文的研究工作得到了湖北省教育厅科学技术研究计划的资助,在此表示衷心的感谢!
参考文献:
[1] 伍复发,张哲峰.非晶合金的变形与断裂行为[J].中国基础科学,2008(4):9-10.
WU Fu-fa,ZHANG Zhe-feng.Deformation and fracture behaviors of amorphous alloys[J]. China Basic Science,2008(4):9-10. (in Chinese)
[2] Suryanarayana C,Inoue A.Bulk metallic glasses [M]. NewYork:CRC press,2011.
[3] Kawamura Y,Shoji T, Ohno Y.Welding technologies of bulk metallic glasses[J]. Journal of Non-Crystalline Solids, 2003(317):152-157.
[4] Shin H S,Jeong Y J, Choi H Y, et al. Joining of Zr-based bulk metallic glasses using the friction welding method [J]. Journal of alloys and compounds,2007(434-435):102-105.
[5] Chen H Y, Cao J, Song X G. Contributions of atomic diffusion and plastic deformation to the plasma surface activation assisted diffusion bonding of zirconium-based bulk metallic glass[J]. Applied Physics Letters,2012(10):211602-1-211602-4.
[6] Chen B, Shi T L, Li M, et al.Laser welding of Zr41Ti14Cu12Ni10Be23bulk metallic glass: experiment and temperature field simulation[J]. Advanced Engineering Materials, 2013(5):407-413.
[7] Wang G,Huang Y G,Makhanlall D,et al.Friction joining of Ti40Zr25Ni3Cu12Be20bulk metallic glass[J]. Journal of Materials Processing Technology, 2012(212):1850-1855.
[8] 覃作祥,王小京,张海峰,等.Zr55Al10Ni5Cu30块体金属玻璃的摩擦焊焊接[J].金属学报, 2009(5):620-624.
QIN Zuo-xiang,WANG Xiao-jing,ZHANG Hai-feng,et al.Friction welding of Zr55Al10Ni5Cu30bulk metallic glasses[J]. Acta Metallurgica Sinica,2009(5):620-624.(in Chinese)
猜你喜欢
民族文汇(2022年14期)2022-05-10
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·中考版(2019年10期)2019-11-25
传感器与微系统(2019年9期)2019-09-11
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
重型机械(2018年6期)2019-01-07
锻压装备与制造技术(2017年5期)2017-12-24
中学生数理化·中考版(2017年10期)2017-04-23
山东工业技术(2016年15期)2016-12-01
中国科技信息(2015年21期)2015-11-07
