
基于CAN总线技术的数据采集模块在CKA6136系列卧式数控车床上的应用研究
2013-03-17 01:15殷红梅刘利宏张钦
机床与液压 2013年10期
殷红梅,刘利宏,张钦
(淮安信息职业技术学院,江苏淮安223003)
现场总线是当今自动化领域技术发展的方向之一,被誉为自动化领域的计算机局域网。CAN(Controller Area Network)属于现场总线的范畴,它是一种有效支持分布式控制或实时控制的串行通信网络。CAN 总线的应用范围遍及从高速网络到低成本的多线路网络,广泛应用于控制系统中的各检测元件和执行机构之间的数据通信。在数控机床中,控制系统部分通过多个伺服单元控制机床的运动,有很多信号线部落在机床上的操作台、液压系统、刀库、主轴变挡、工作台限位系统,布线安装繁琐,调试时间长,工作效率低,加之布线密集、复杂,加上,电缆易老化,机床在长期的运行中经常会出现短路等不正常状态甚至损坏。
文中运用CAN 总线技术,以大连机床厂生产的CKA6136 系列数控卧式车床为平台,将CAN 总线技术创新性的运用到该机床中,制作一种数控机床用CAN 远程信号采集模块,取代控制线,解决机床在工作时的布线繁冗、稳定性不够等问题,以提升机床的精度与稳定性。
1 CKA6136 机床电气控制概述
CKA6136 数控卧式车床主要承担各种轴类及盘类零件的半精加工及精加工,采用双速电机加电磁离合器,可实现手动三挡,挡内自动变速的功能。该型号的电气控制系统是由CNC 控制部分、交流伺服驱动部分及中、强电控制部分构成。伺服驱动单元、CNC 控制单元构成半闭环控制,使机床加工、定位精度高;CNC 控制部分、伺服驱动单元部分采用日本FANUC 公司的产品,使机床性能优越,PLC内附于CNC 内部,使得机床运行更加可靠、稳定,达到高精度、高效率。该机床控制系统框图如图1所示。
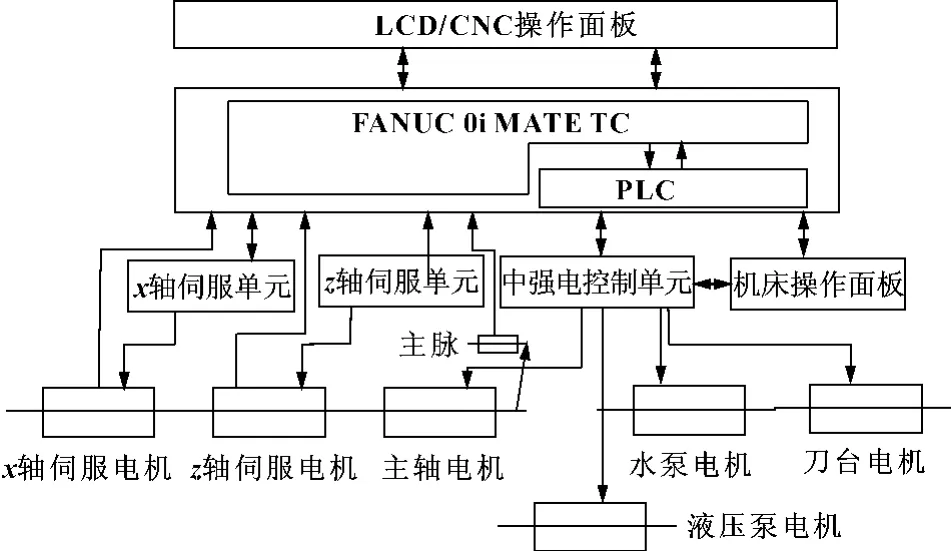
图1 机床控制系统框图
2 CKA6136 车床使用数据采集模块情况详述
2.1 数据采集模块设计思路
根据CKA6136 车床的电气原理图得知该机床的电气的主要部分由主轴控制单元、刀架进给控制单元、冷却控制、电源控制等部分组成,基于CAN 总线的工作模式,采用14 块远程控制数控采集模块来控制机床的电气部分,分别为00#-01# 、02#-03#、04#-05#、06#-07#、08#-09#、10#-11#、12#-13#等7 块16 路DI 双向CAN 从站模块以及03#、05#、07#、09#、11#、13#等7 块16 路DO 继电器从站模块。下面分别介绍上述模块在运行的作用。
(1)00#-01# 与01#从站模块。该对模块主要实现液压卡盘与液压尾架的夹紧与松开功能,成型模块示意图如图2。
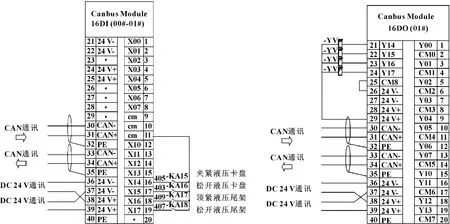
图2 00#-01# 与01#从站模块示意图
(2)02#-03#与03#从站模块。该对模块主要实现主轴正反转、停止功能与手动轴X、Z 的快速选择及方向判定功能,其成型模块示意图如图3。

图3 02#-03# 与03#从站模块示意图
(3)04#-05#与05#从站模块。该对模块主要实现速度倍率的控制,包括进给速度与主轴转速,此外,还可以实现循环启动与停止功能以及照明功能。其成型模块示意图如图4。
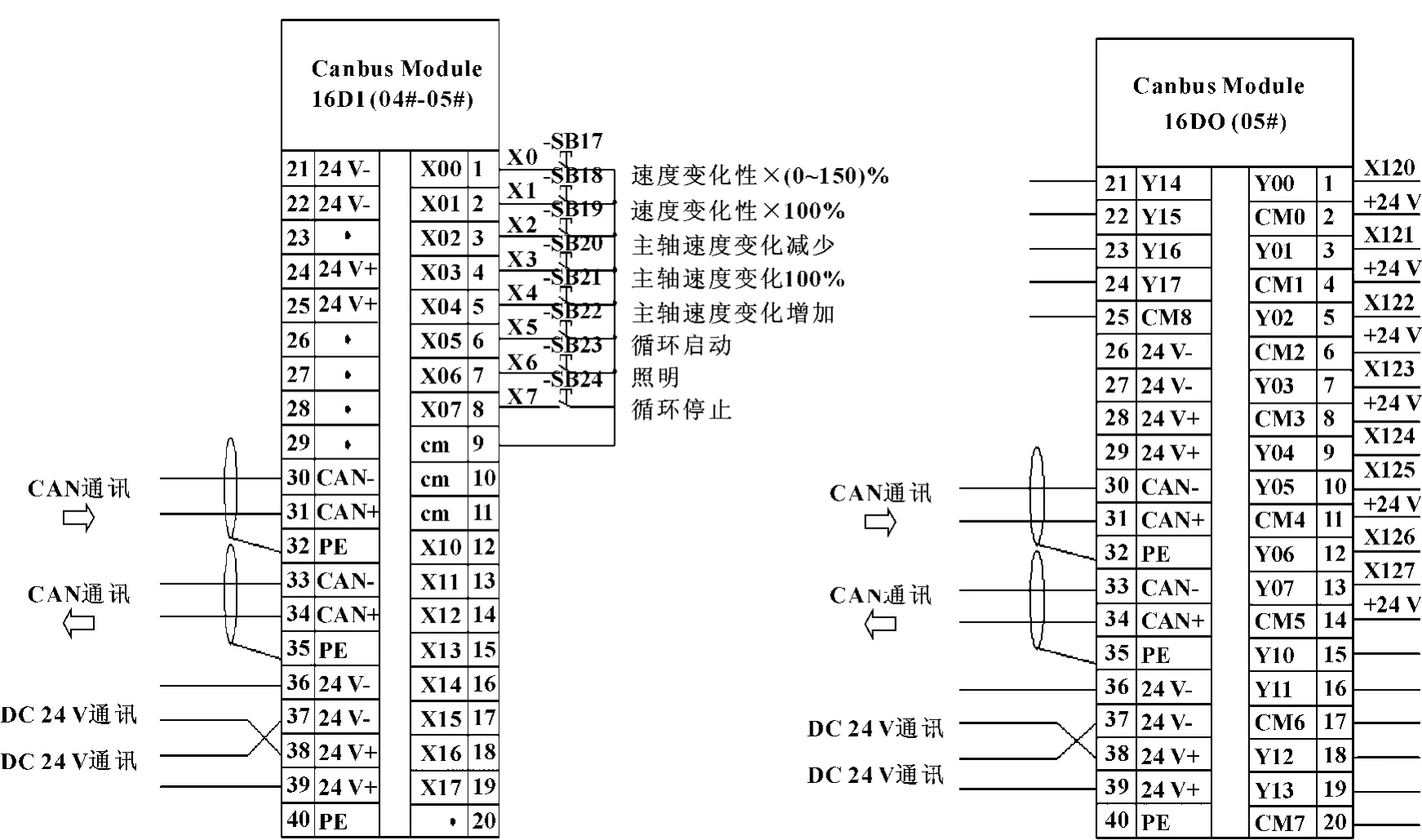
图4 04#-05# 与05#从站模块示意图
(4)其他模块。由于研制做原理相同,其它模块简述如下:06#-07#与07#从站模块设计实现回零功能,包含X 轴与Z 轴以及主轴精确速度的调整与控制。08#-09#与09#从站模块设计实现空运行、机床锁定、冷却、轴的选择、进给倍率控制、程序保护、单段控制、DNC 运行以及急停等功能,10#-11#与11#从站模块设计实现回参考点(X 轴、Z 轴)、卡盘内外卡的选择、档位开关信号选择的功能。12#-13#与13#从站模块设计实现自动运行、MDI、编辑、手摇、辅助、跳选、卡盘夹紧提示、尾座夹紧提示等功能。
2.2 采集模块主从站工作方式
以主站为中心对多个从站的数据做出采集并以CAN 通讯方式传输,从站根据信号的格式需要选择被采集的信号源分布设备角落以高速映射的方式对主站映射数据,主站打包传送到上位机PLC。其中,CAN 远程信号采集模块在没有上位机PLC 的情况下运行,主站和从站组成独立的采集系统进行数据映射。从站模块把外设的I/O 信号打包压缩后通过CANBUS 高速映射上传到主站网关BH-320,BH-320再通过MODBUS 把所有站或其中几个站的外设信号一次同时上传到PLC 或PC;PLC 或PC 一次同时把所有外设输出信号通过MODBUS 下传到BH-320,BH-320 通过CANBUS 高速映射下传到从站模块(BH-16DI)输出到外设。其主从站示意图如图5,高速映射原理图如图6。

图5 主从站映射示意图
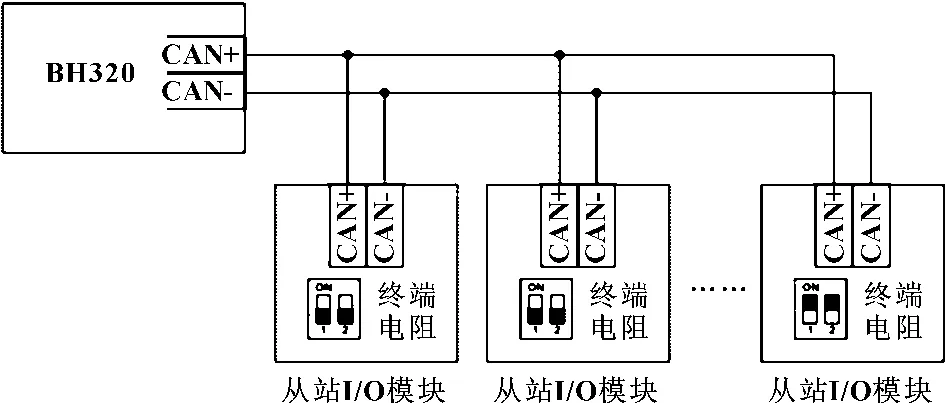
图6 主站BH-320 与从站之间的高速映射原理图
根据CKA6136 卧式数控车床的电气控制情况与数据采集模块的工作原理得出最终主从站之间的实际连接方式,如图7所示。
CAN 远程信号采集模块映射是对没有上位机通讯方式操作,解决现场电控和设备距离远、电线多、压降大等问题,映射的组成是数字量和模拟量的映射。将此模块运用在数控机床中,即可以达到信号准确、通讯速度高、维护方便、降低成本等目的。

图7 主从站连接示意图
【1】李文锋,杜彦亭,李敏,等.精密数控车床静压导轨性能仿真研究[J].机床与液压,2012,40(5)14-17.
【2】章婷,刘世豪.数控机床热误差补偿建模综述[J].机床与液压,2011,39(1):122-127.
【3】刘春时,孙伟,李小彭,等.面向五轴数控机床的空间误差建模流程研究[J].机床与液压,2009,37(8):4-7.
【4】刘延斌,韩秀英.双转台五轴数控机床的综合误差建模与补偿研究[J].机床与液压,2008,36(4):241-243.
【5】陈娟,张萍娟.CAN 总线系统在混合动力汽车中的应用[J].安徽科技学院学报,2007(5):53-57.
【6】邵勇,毋玉芝.CAN 总线在中重型商用汽车上的应用接口设计[J].安阳工学院学报,2010(2):104-107.
【7】夏燕兰.PLC 在数控机床上的应用[J].南京工业职业技术学院学报,2002(2):27-29.
【8】边晓红,郭兵.PLC 在数控系统中的应用[J].山东冶金,2006(1):36-39.
【9】张岩,卢红,彭军,等.一种用于自动输送线安全启停的传感系统设计与应用[J].机床与液压,2012,40(5):71-73.
【10】罗立辉,郭建钢,苏继龙.机床热误差温度测点优化和补偿建模研究现状[J].机床与液压,2006,34(9):52-53.
猜你喜欢
数学小灵通(1-2年级)(2020年9期)2020-10-27
当代贵州(2019年41期)2019-12-13
制造技术与机床(2017年6期)2018-01-19
电子设计工程(2017年20期)2017-02-10
电子制作(2017年23期)2017-02-02
电测与仪表(2016年24期)2016-04-12
中国共青团(2015年7期)2015-12-17
探测与控制学报(2015年4期)2015-12-15
电测与仪表(2014年18期)2014-04-04
电测与仪表(2014年13期)2014-04-04
