
78 dtex/68 f半消光PA66弹力丝纺丝工艺的优化
2012-12-22 15:04杨东洁刘晓华黄方千
合成纤维工业 2012年4期
杨东洁,刘晓华,黄方千,于 彪
(1.成都纺织高等专科学校,四川成都611731;2.浙江梦柔锦纶有限公司,浙江 金华322000)
78 dtex/68 f半消光PA66弹力丝纺丝工艺的优化
杨东洁1,刘晓华1,黄方千1,于 彪2
(1.成都纺织高等专科学校,四川成都611731;2.浙江梦柔锦纶有限公司,浙江 金华322000)
采用相对黏度为2.47的半消光PA66切片生产78 dtex/68 f半消光多孔细旦PA66弹力丝,对其纺丝工艺进行了优化。结果表明:选择PA66切片干燥温度95~100℃,干燥时间20~25 h,纺丝温度292~295℃,集束位置距喷丝板800 mm,卷绕速度4 150 m/min,侧吹风速度0.55 m/s,组件压力16~17 MPa,上油率0.65%时,生产稳定;生产的93 dtex/68 f PA66预取向丝断裂强度为3.98 cN/dtex,断裂伸长率为58.36%,78 dtex/68 f PA66 弹力丝断裂强度为 4.33 cN/dtex,断裂伸长率为23.42%。
聚己二酰己二胺纤维 半消光切片 细旦纤维 弹力丝 纺丝工艺
PA66纤维比PA6纤维的弹性和耐磨性更好。在民用丝领域,细旦PA66弹力丝以其优异的弹性和耐磨性成为生产高档服装的原料,附加值高。目前,细旦PA66弹力丝国外市场优势明显。在国内锦纶民用丝生产中,主要以PA6纤维为主,细旦PA66弹力丝开发较晚也较少,为了增加企业新的效益增长点,国内锦纶生产企业都致力于开发民用细旦PA66纤维。作者以78 dtex/68 f半消光多孔细旦PA66弹力丝生产为例,对其纺丝工艺进行了探讨。
1 试验
1.1 原料
半消光PA66切片:牌号SGA3740,相对黏度为2.47 ± 0.02,含水率为 0.3% ~ 0.4%,端胺基(42.2 ±3)mol/t,羧端基(85 ±4.5)mol/t,英国 Invista公司产;F-5103油剂:日本竹本株式会社产。
1.2 设备与仪器
国产连续干燥塔:聚合物输出量291~600 kg/h,大连合成纤维研究所制;螺杆挤压机:9E8-24SC-00030型,德国 Barmag公司制;ATI-615R/10型卷绕头:日本TMT公司制。
YG086缕纱测长仪:常州纺电仪器有限公司制,Statimat M型全自动强伸仪:德国 Textecho公司制;Uster-Ⅲ-C/A型条干测试仪:瑞士Uster公司制;SF-1压差法微量水分测定仪:上海思尔达有限公司制。
1.3 生产流程
78 dtex/68 f半消光多孔细旦PA66弹力丝生产流程见图1。

图1 PA66弹力丝生产流程Fig.1 Flow chart of PA66 elastic yarn production
1.4 测试方法
线密度:按GB/T14343—2009测试。
拉伸性能:按GB/T14344—2009测试。
条干均匀度:按GB/T14346—2009测试。
切片含水率:按GB/T 12006.2—2009测试。
2 结果与讨论
2.1 切片干燥
从表1看出,干切片的含水率在800~900 μg/g时,纺丝的生产状况好,飘丝和断头少。干切片含水率高,熔体从喷丝板挤出后因为大量的水分在高温汽化后生成小气泡夹在熔体细流里,使熔体细流经不起拉伸。而产生断头和飘丝;但含水率过低时飘丝断头也多,主要是因为微量的水分起了增塑的作用。因此,在PA66纤维的生产中,应适当控制切片的含水率。
干燥温度愈高,干燥的时间就愈短,干燥的效果也越好[1]。温度过高会使切片的黏度降增大,导致切片热降解,温度过低,切片干燥不充分。在实际生产过程中,控制干燥温度为95~100℃。要保证干燥切片的质量,必须在一定的干燥时间使切片的含水量接近或达到平衡含水量[2]。干燥时间越长,越接近或达到平衡含水量。试验证明,干燥时间为20~25 h能满足要求。

表1 PA66切片含水率对纺丝的影响Tab.1 Efect of moisture content of PA66 chips on spinning process
2.2 纺丝工艺
2.2.1 纺丝温度
PA66熔点约255℃,分解温度约342℃。且PA66大分子存在着己二酰结构,熔融状态下纺丝熔体极易产生凝胶使熔体管道逐渐细径化,影响可纺性,严重时会造成管路堵死[3]。从表2可知,生产78 dtex/68 f细旦PA66弹力丝,纺丝温度在292~295℃时,可纺性能良好,产品质量好。由于PA66的热稳定性差,易分解或生成凝胶,PA66纺丝熔体温度波动不应超过±2℃。在纺丝停车时,最好采用PA6置换纺丝机管路中的PA66。

表2 纺丝温度对可纺性的影响Tab.2 Effect of spinning temperature on spinnability
2.2.2 组件压力
纺制细旦PA66纤维要求有较高的组件压力。在试验过程中组件的初始压力16~17 MPa时,纺丝较稳定(见表3)。

表3 组件压力对纺丝的影响Tab.3 Effect of spinpack pressure on spinning process
起始压力过高,会使组件升压过快,组件的使用寿命短,且容易造成熔体外漏,飘丝增多;起始压力过低,则纺丝过程中毛丝、断头增多,影响丝的品质和满卷率。
2.2.3 冷却条件
从表4可知,当侧吹风速度适中为0.5 m/s,气流的流动呈层流状态,对丝的扰动最小,且能恰当地将丝条冷却凝固,保证了丝束的成形稳定性和条干均匀性。风速过大,冷却速度太快,剪切应力得不到松弛,预取向丝(POY)预取向度较高,不利于后加工拉伸,而且易使气流产生湍流,丝条振幅变大,条干不匀增加;风速过小,风在丝束中穿透力下降,冷却速度减缓,熔体细流在凝固成形过程中会受环境野风的干扰。试验表明,侧吹风温度24℃比较合适。风温过高,熔体细流冷却不充分,并丝及粘结丝增多,卷绕丝条干不匀率上升;风温过低,喷丝板更换率会明显增加,且因纤维径向温度梯度过大在拉伸定型过程中易断头。
风压的波动会引起风速的波动,使条干恶化,风网使用一段时间后,可能会出现局部堵塞现象,破坏了风网各处风速的均匀性,使条干上升。故在生产中控制风压约550 Pa,定期清洗侧吹风网。

表4 侧吹风速度对纺丝的影响Tab.4 Effect of cross air blow speed on spinning process
2.2.4 集束上油
由于PA66细旦丝的单丝线密度小,比表面积大,集束前纤维间以及纤维与空气间的动摩擦因数和静摩擦因数均增高,使拉伸流动的稳定性变差,纤维的可拉伸性降低,导致断裂强度和伸长降低。提高集束位置可以减少丝条与空气的摩擦力,降低纺丝张力,提高丝束的稳定性,条干不匀率下降(表5)。通过集束上油降低纺丝张力,以降低初生纤维的预结晶度,减少丝条的摇晃。试验表明,集束位置距离喷丝板800 mm较为合适。
由于PA66细旦丝单丝表面积增加应适当增加上油量,控制上油率约0.65%,上油率太低,在纺丝过程中纺丝张力大,丝条与导丝器摩擦形成白粉,加弹时白粉多,拉伸时容易产生静电,出现毛丝,拉伸不能顺利进行;上油率太高,使纤维过于平滑,丝条间的集束性降低,容易引起塌边现象,而且在后续加工中,经过热箱时容易滴落而引起结焦,会使DTY染色均匀性变差。

表5 集束位置对条干不匀率的影响Tab.5 Effect of collection position on yarn uneveness
2.2.5 纺丝速度
纺制PA66细旦丝,计量泵吐出量低,纺丝速度宜适当降低。但纺丝速度降低,产量会相应减少,单耗增加。随着纺丝速度的提高,纤维双折射和强度提高,可提高纤维的摩擦牢度及坚韧度,减少断头和毛丝,纺丝速度过高会造成喷丝头拉伸比过大,容易使丝束在喷丝孔内的过度拉伸造成丝条断裂,产生毛丝,使得丝饼的退绕性能变差。经过多次试验,选择纺丝速度为4 150 m/min时纺制的POY性能良好,见表6。
2.2.6 丝条预网络
细旦POY单丝线密度低,为确保丝条在两导丝盘间的稳定性,在纺丝甬道的出口处加一道预网络,丝条网络点控制在8~10个/m,网络压力0.25 ~0.3 MPa,可以得到外观、退绕良好的POY,DTY加工时可以大大减少毛丝,加工性能明显改善,条干不匀率降低。
2.3 产品质量
经过工艺优化后,生产的93 dtex/68 f PA66 POY及78 dtex/68 f PA66弹力丝质量优良,生产稳定,见表7。
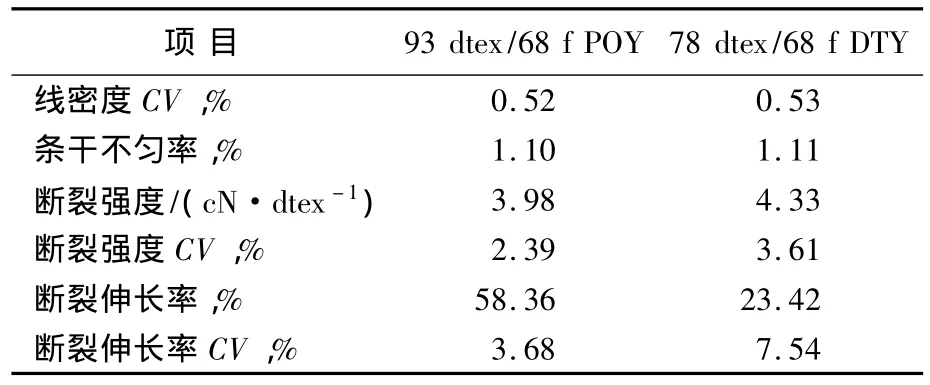
表7 78 dtex/68 f半消光PA66弹力丝质量指标Tab.7 Quality index of 78 dtex/68 f semi-dull PA66 elastic yarn
3 结论
a.纺制78 dtex/68 f半消光多孔细旦PA66弹力丝时,切片干燥95~100℃,20~25 h。
b.选择纺丝温度292~295℃,集束位置800 mm,卷绕速度 4 150 m/min,侧吹风速度 0.55 m/s,组件初始压力16~17 MPa,上油率0.65%。所得到的93 dtex/68 f PA66 POY断裂强度为3.98 cN/dtex,断裂伸长率为 58.36%。
c.78 dtex/68 f PA66 DTY 断裂强度为4.33 cN/dtex,断裂伸长率为23.42%。
[1]姜立鹏,杜选,邹琳等.细旦PA66高强型长丝的研制与开发[J].合成纤维工业.2004,27(4):56 -58.
[2]李志红.影响聚己内酰胺切片含水率的因素探讨[J].维纶通讯,2005(12):26.
[3]周淑倩.PA66弹力丝纺丝工艺探讨[J].山东纺织科技,2006(1):25-27.
Optimization of spinning process of 78 dtex/68 f semi-dull PA 66 elastic yarn
Yang Dongjie1,Liu Xiaohua1,Huang Fangqian1,Yu Biao2
(1.Chengdu Textile College,Chengdu611731;2.Zhejiang Dream Solf Nylon Company,Jinhua322000)
A semi-dull porous fine PA 66 elastic fiber of 78 dtex/68 f was produced from semi-dull PA66 chips with the relative viscosity of 2.47.The spinning process was optimized.The results showed that the PA66 pre-oriented yarn of 93 dtex/68 f can be produced smoothly with the breaking strength 3.98 cN/dtex and elongation at break 58.36%and PA 66 elastic fiber of 78 dtex/68 fwith the breaking strength 4.33 cN/dtex and elongation at break 23.42%when PA 66 chip drying temperature was 95-100℃,drying time 20-25 h,spinning temperature 292-295 ℃,collection position 800 mm from the spinneret,winding speed 4 150 m/min,cross air blow speed 0.55 m/s,spinpack pressure 16 -17 MPa,oil up-take 0.65%.
polyhexamethylene adipamide fiber;semi-dull chip;fine denier fiber;elastic fiber;spinning process
TQ342.12
B
1001-0041(2012)04-0065-03
2012-01-19;修改稿收到日期:2012-05-22。
杨东洁(1963—),女,副教授,从事化学纤维的教学、研究和生产工作。E-mail:yangdongjiecn@163.com。
猜你喜欢
中国氯碱(2023年1期)2023-02-22
九江学院学报(自然科学版)(2022年2期)2022-07-02
合成材料老化与应用(2022年3期)2022-06-27
云南化工(2021年7期)2021-12-21
国际纺织导报(2021年1期)2021-04-20
燕山大学学报(2015年4期)2015-12-25
合成技术及应用(2015年3期)2015-12-11
合成纤维工业(2015年3期)2015-08-05
山东纺织科技(2014年2期)2014-12-03
化纤与纺织技术(2014年1期)2014-03-30
