
环形构件T型焊缝超声波检测方法的探讨
2012-12-19 07:20:36简添福郭志贤
质量技术监督研究 2012年3期
简添福,郭志贤
(福建省特种设备检验研究院漳州分院,福建 漳州 363000)
1 前言
本文的环形构件和T型焊缝结构如图1所示,双面坡口两次焊接成型,熔深为2~3mm,所以在中间留有14~16mm的未焊透。在超声波检测过程中由于中间未焊透会造成非相关波的显示并引起检测人员误判,直接影响到检测结果。本文根据超声波检测特点和作者实践经验,现将此类T型焊缝的常规超声波检测方法以及主要缺陷显示作介绍,供同行们参考。

图1 T型焊缝结构图
2 检测条件及试块
2.1 检测条件
此环形构件的已熔透的T型焊缝要求进行100%的超声波检测,不允许存在大于φ1.5的点状缺陷和长度大于25mm的条状缺陷(非裂纹类缺陷),检测其它技术条件按GB/T 11345-2005标准规定。
2.2 对比试块
按以上条件并结合此环形构件的T型焊缝的特点(中间存在未焊透,按工艺要求未焊透长度约为14~16mm),用相同于环形构件的材料制作了对比试块D(如图2)。试块D的焊接工艺相同于环形构件,并且表面用机械抛光。其中两个φ 1.5的短横孔长度为25mm,孔心的水平位置在翼板面线上。
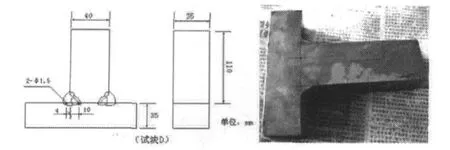
图2 对比试块
3 检测的方法
3.1 仪器、探头以及耦合剂的选择
常规超声波检测仪选用中科汉威的HS610e型号,探头选用汕头超声研究所产2.5Z10×10K1的斜探头,耦合剂选用工业机油。
3.2 检测系统的校准
按照GB/T 11345-2005标准,对检测系统进行零点校验和探头前沿的测定,并从新校准探头K值。
3.3 检测系统DAC曲线的制作[1]
曲线的制作在试块D上进行,以80%波高为基准波高,制作方法如图3所示。其中试块中位置A对应的波峰为右图中的A点,其它位置以此类推,作出了两条曲线AB和CD。曲线AB用于直射法检测,曲线CD用于一次反射法检测。
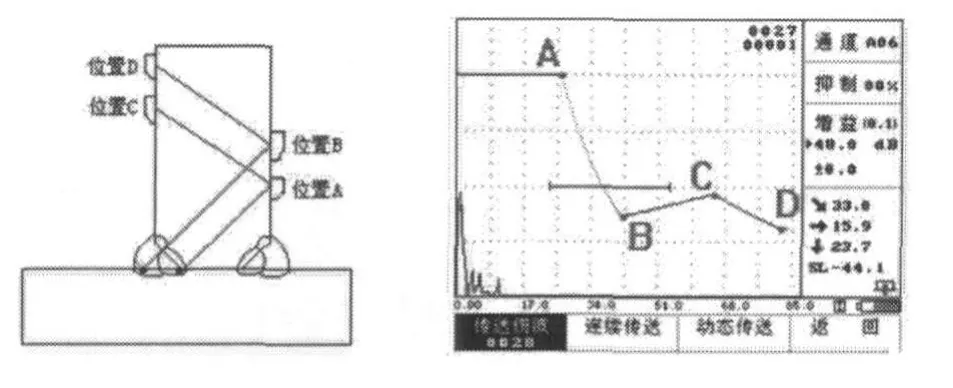
图3 DAC曲线制造图
3.4 检测过程
如图3,在AB和CD两侧进行锯齿形扫查,根据具体构件定位出根部熔合区最里点,然后以此为依据进行波形位置的判别。由于检测构件都属于粗加工,一次反射波回波较低,所以在实际的检测中主要以直射波检测为主、一次反射法检测为辅,反射回波在DAC曲线AB段的都要加以认真判定,若反射回波在DAC曲线CD段出现时要加入声能补偿再加以判定。
3.5 检测结果判定
在前阶段构件试制期中,在检测中就在曲线AB段中出现了波幅比较稳定而且回波位置也相对固定的超标回波,经解剖确定为裂纹(如图4所示,其中右上角图片为构件横剖面所显示的裂纹,下方图片为焊缝碳弧爆后所显示的裂纹)。此裂纹为埋深深度为5~6mm、长度为整圈断续的长条状裂纹。

图4 裂纹解剖图
3.6 缺陷分析和工艺改进
此裂纹都出现于第一道焊缝表面位置,在第二道焊缝焊接后产生,主要是由于焊接热应力过大和环形构件的结构特点,使焊接热应力无法释放从而自焊缝自身内部拉裂。焊接工艺改进方法主要从两方面进行:第一改变坡口角度,从原来的45°改为60°,从而增加焊接热量的排出;第二减小焊接线能量。通过以上两种方法的改进,在此后的焊接过程中再也没有出现过此类大长度裂纹。
4 小结
综上所述,作者从超声波检测的基本工作原理出发,提出了针对此类环形构件超声波检测工艺,并在实际检测中验证了检测工艺的可行性。而且在检测中检出了危害性裂纹缺陷,并为此提出了原因分析和工艺改进。
[1]郑晖,林树青.超声检测.中国劳动社会保障出版社,2008.
猜你喜欢
科学技术创新(2022年1期)2022-02-19 09:20:42
科学技术创新(2021年3期)2021-01-22 07:46:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
电子制作(2018年17期)2018-09-28 01:56:38
四川轻化工大学学报(自然科学版)(2017年3期)2017-06-29 12:00:57
军事文摘·科学少年(2016年7期)2016-09-20 16:49:54
电子制作(2016年21期)2016-05-17 03:52:47
水利科技与经济(2016年4期)2016-04-22 03:49:32
大型铸锻件(2015年4期)2016-01-12 06:35:21
无损检测(2015年12期)2015-10-31 03:14:04
