固溶处理对Ti-3.0Al-2.3Cr-1.3Fe钛合金组织与力学性能的影响
2012-12-14 05:44惠松骁叶文君米绪军
中国有色金属学报 2012年11期
王 国,惠松骁,叶文君,米绪军
(北京有色金属研究总院 有色金属材料制备加工国家重点实验室,北京100088)
钛及钛合金由于比强度高、无磁性、热导率低、耐腐蚀、对环境无污染等一系列优点,不但大量应用于宇航工业及化学工业,而且作为汽车用材很早就引起人们的重视。汽车用钛可减轻全车质量,降低燃料消耗,提高工作效率,改善环境和降低噪音等[1-2]。然而钛合金的制造成本相对于钢铁、铝等大量使用的传统金属材料而言要高出许多,较高的制备成本在一定程度上阻碍了其在对成本非常敏感的民用领域的应用,最典型的例子就是汽车领域,因此如何降低钛合金材料的成本成为材料科学工作者研究的热点和重点[3-4]。
目前,比较成功的降低钛合金成本的方法主要有以下3种[5-7]。
1)合金设计过程中使用廉价原材料(如Fe等合金元素)或中间合金(Fe-Mo等)来取代昂贵的金属元素或中间合金。已经取得成功的合金有美国的 Timetal 62S(Ti-6A1-2Fe-0.1Si)以 Fe代 V,Timetal LCB(Ti-4.5Fe-6.8Mo-1.5Al)是用Fe-Mo母合金代替V[8];日本的Ti-0.05Pd-0.3Co合金是由Co来替代Ti-0.2Pd合金中的部分Pd而设计的,Ti-1.5Fe-0.5O-0.05N是以Fe取代V,以O和N取代Al[9];国内有西北有色金属研究院[10]采用廉价Fe-Mo中间合金代替TC4合金中合金元素V研制的近α型Ti8LC(Ti-A1-Fe-Mo)和近β型Ti12LC(Ti-A1-Fe-Mo)低成本钛合金。
2)改善材料的加工特性的合金设计。对于设计成功的改善加工特性的钛合金有日本的 Sp700和DAT52F合金,Sp700(Ti-4.5Al-3V-2Mo-2Fe)具有良好的超塑性,此合金是为了得到冷、热加工性优于TC4合金而设计的一种富β的a+β合金,超塑性成形的温度明显低于TC4[11];DAT52F(Ti-3Al-2V-0.2Si-0.47Ce-0.27La)合金具有较高的切削加工性能,该合金中添加了S、Ce、La等合金元素,合金的切削能力得到提高;此外还有具有优异的冷加工性能的 β21S(Ti-15Mo-2.6Nb-3Al-0.2Si)合金等。
3)材料加工过程中提高材料利用率的加工设计。提高材料利用率的净成型技术,有粉末冶金、超塑成型/扩散技术、激光成型等。粉末冶金工艺具有材料利用率高,材料组织细小均匀可控,易实现近净成形等优点,是制造高性能、低成本钛合金的理想工艺[12]。
Ti-3.0Al-2.3Cr-1.3Fe是采用廉价的常用的炼钢用Cr-Fe作为中间合金所设计的低成本钛合金,之所以选择Cr-Fe合金作为中间合金主要是因为以下两点:一是Cr-Fe合金价格低廉而比较容易得到,其市价约13~15元/kg;二是Cr和Fe元素为β稳定元素,可以稳定β相,且Cr元素还具有细化晶粒的作用。但是Cr和Fe元素作为共析元素,含量太高会导致合金内元素发生偏析,甚至会产生“黑斑”[13]。
为了探索Ti-3.0Al-2.3Cr-1.3Fe低成本钛合金的组织及性能,本文作者研究在炉冷(FC)、空冷(AC)和水冷(WQ)后以及不同热处理温度下该合金的显微组织和力学性能。
1 实验
1.1 实验材料
实验材料为自行研制的二次真空自耗熔炼Ti-3.0Al-2.3Cr-1.3Fe低成本钛合金,该合金铸锭化学成分如表1所列。该合金铸锭经过在1050℃下开坯、单相区锻造后轧制加工成d12 mm×2 000 mm的棒材.棒材显微组织如图1所示。由图1可见,棒材里微组织由形状各异的原始β晶粒和初生α相组成,用淬火金相法测得该合金的相变点为(935±5)℃。

表1 Ti-3.0Al-2.3Cr-1.3Fe合金的化学成分Table 1 Chemical composition of Ti-3Al-2.3Cr-1.3Fe alloy(mass fraction, %)
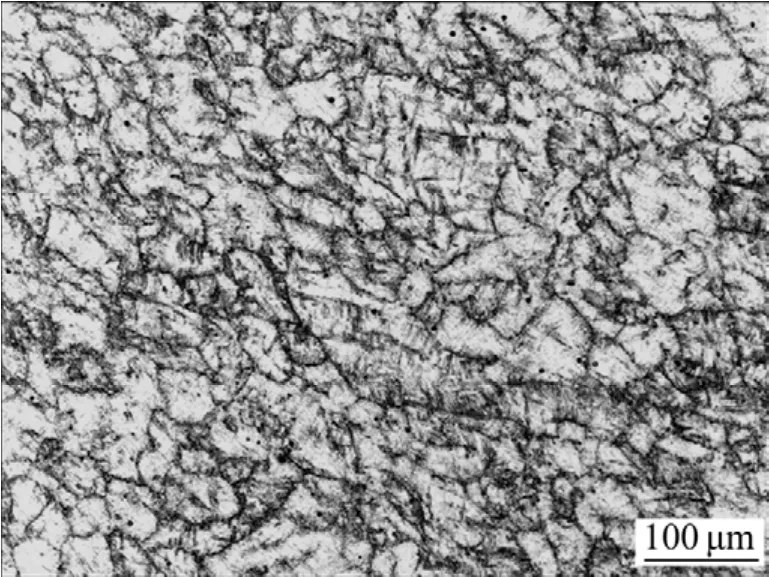
图1 Ti-3.0Al-2.3Cr-1.3Fe合金棒材的显微组织Fig.1 Microstructure of Ti-3.0Al-2.3Cr-1.3Fe alloy bar
1.2 实验方法
从棒材上用线切割切取d10 mm×10 mm的金相试样和长度为70 mm的试样,分别在890、910、960和980 ℃下加热并保温0.5 h,冷却方式有炉冷(FC)、空冷(AC)和水淬(WQ)。对热处理后的金相试样进行显微组织观察,把制备好的金相试样经配比为V(HF):V(HNO3):V(H2O)=1:3:7的金相腐蚀剂腐蚀后,放置在干燥器中24 h,然后在Axiovert 200 MAT型Zeiss光学显微镜上进行显微组织观察。XRD测试在X’ Pert PRO MPO型X射线衍射仪上进行。把热处理后长度为70 mm的试样制作成标准拉伸试样,同一热处理状态下的拉伸试样采用3个平行试样,以便获得比较可靠的实验数据,拉伸实验在ZNSTRON200 LZC型材料拉伸试验机上进行的,选取部分拉伸试样的断口在 QUANTA 400型扫描电子显微镜上进行断口形貌观察。
2 结果及分析
2.1 金相组织观察
2.1.1 冷却速度对组织和相组成的影响
钛合金中涉及的固态相变发生在热处理过程,根据热处理阶段不同,钛合金相变可分为固溶冷却过程中的相变和时效过程中的相变,固溶冷却过程中的相变有β→α″、β→α′、β→ω(althermal)、β→α及一些快共析元素的共析反应和短程有序相的形成等[14-15]。
图2所示为经过960 ℃固溶热处理、保温0.5 h后经不同冷却方式所获得试样的XRD谱。从图2中可看出:WQ后的组织主要由α′马氏体和亚稳β相组成,当β相发生马氏体转变时,由于马氏体转变温度低于室温,马氏体转变不能进行到底,部分β相保留到室温形成亚稳β相[16];β相淬火时不能通过扩散转变成平衡α相,而合金中的β稳定元素不足以使高温β相保留到室温,β相中的原子只能通过集体有规则的进行迁移,发生切变形成α′马氏体,通常有两种形貌,此条件下的形貌为板条状如图3(a)和图4所示[17]。而AC和FC后的组织主要由α相和少量β相组成。图3所示为经过960 ℃固溶处理、保温0.5 h后不同冷却方式下试样的金相显微组织。从图3可直观地看出,WQ后的组织内含有大量的板条状α′马氏体,其TEM形貌和选区衍射斑点如图4所示,AC后的组织内含有方向各异的α相,FC后的组织为典型的网篮组织。
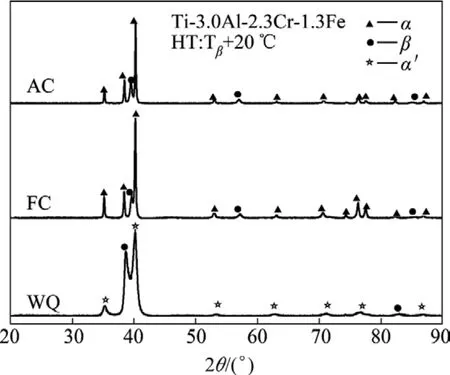
图2 不同冷却方式下试样的XRD谱Fig.2 XRD patterns of samples at different cooling ways

图3 不同冷却方式下的金相组织Fig.3 OM microstructures of samples with different cooling ways: (a)WQ; (b)AC; (c)FC
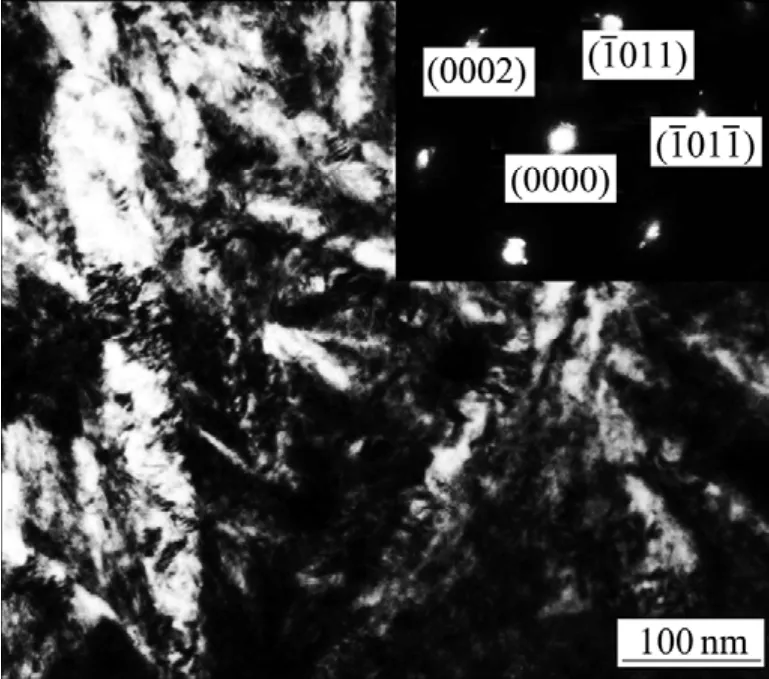
图4 α′马氏体的形貌及衍射斑点Fig.4 TEM image of α′ martensite and diffraction spots
结合 XRD谱和金相显微组织来看,Ti-3.0Al-2.3Cr-1.3Fe合金在960 ℃进行固溶处理,WQ后的组织主要由α′马氏体和残留β相组成,AC后的组织为主要由α相和β基体组成,FC后的组织为网篮组织,主要由α相和少量的β晶界组成。
2.1.2 热处理温度对组织的影响
图5所示为Ti-3.0Al-2.3Cr-1.3Fe合金经过890、910、960和980 ℃经过固溶处理,保温0.5 h空冷(AC)后试样的显微组织。
从图5中可看出,在相变点((935±5)℃)以下温度为890 ℃时(见图5(a)),合金的组织由原始β晶粒和初生α相组成;随着固溶温度升高到910 ℃,合金内部的初生α相变小并逐渐转变成β相(见图5(b));当温度升到相变点以上(960 ℃)时,合金内的组织主要由β晶粒和析出α相组成(见图5(c));随着温度进一步升高,合金内的β晶粒长大(见图5(d))。
2.2 力学性能
2.2.1 冷却速度对拉伸性能的影响
表2所列为Ti-3.0Al-2.3Cr-1.3Fe合金经过960 ℃固溶热处理,保温0.5 h后经不同冷却方式冷却后的基本力学性能数据,而图6所示为合金的力学性能随冷却方式的变化情况。从表2和图6中可看出,随冷却速度增加,该合金的抗拉强度和屈服强度增加,伸长率降低,而空冷后试样的断面收缩率则是最大,为42%,炉冷后的次之,水淬的最低。该合金经炉冷后的抗拉强度为780 MPa左右,而经空冷和水冷后合金的抗拉强度分别提高了约为110 MPa和450 MPa。虽然水淬后合金的强度得到了大幅度的提高,但此时合金的塑性很差,延伸率A和断面收缩率Z仅有2.0%,说明合金水淬后进行拉伸时应发生了明显的脆断现象。三种冷却方式相比,经过空冷后合金具有良好的强度-塑性匹配。水冷后由于冷却速度较快,大量的β相和α′马氏体保留到室温,合金的强度较大,但塑性较差;空冷后只有部分β相保留至室温,冷却过程中α相沿初生α相边界析出,初生α粗化,这就使得空冷时的塑性高于水冷时,但强度低于水冷时的强度。炉冷后初生α相更为粗大,导致合金的强度最低,而塑性最高[17-19]。不同冷却方式下的合金的强度和塑性还与晶内α的厚薄、宽窄、形态与分布以及晶界α的形态有关[19]。
2.2.2 热处理温度对拉伸性能的影响

图5 不同温度固溶后试样的显微组织Fig.5 Microstructures of samples solutioned at different temperatures: (a)890 ℃; (b)910 ℃; (c)960 ℃; (d)980 ℃
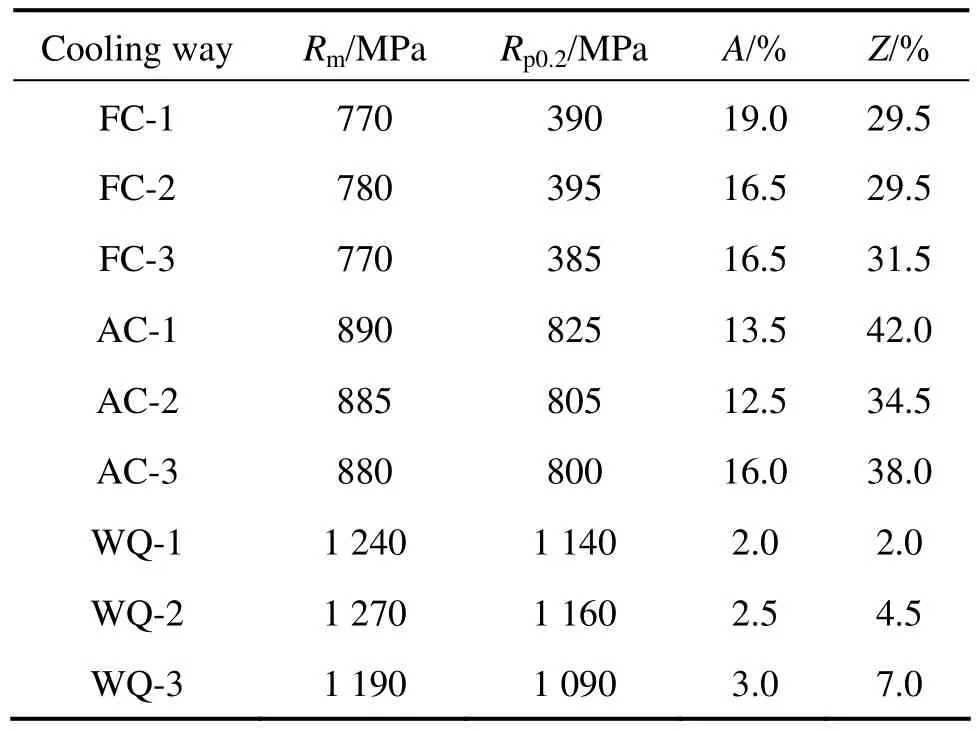
表2 不同冷却方式下的力学性能Table 2 Mechanical properties under different cooling ways
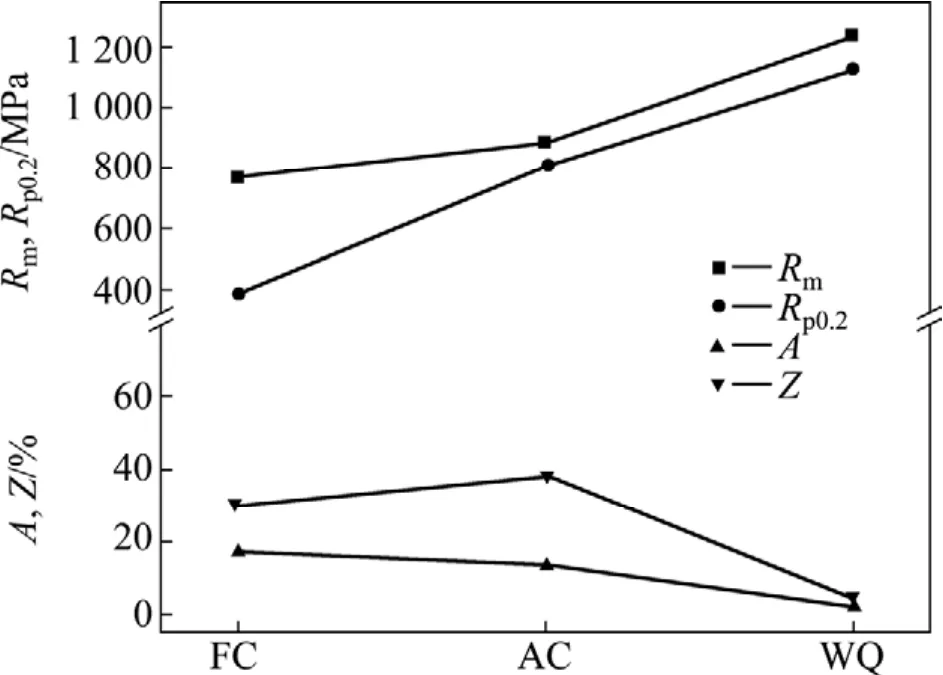
图6 不同冷却方式下试样的力学性能Fig.6 Mechanical properties of sample with different cooling ways
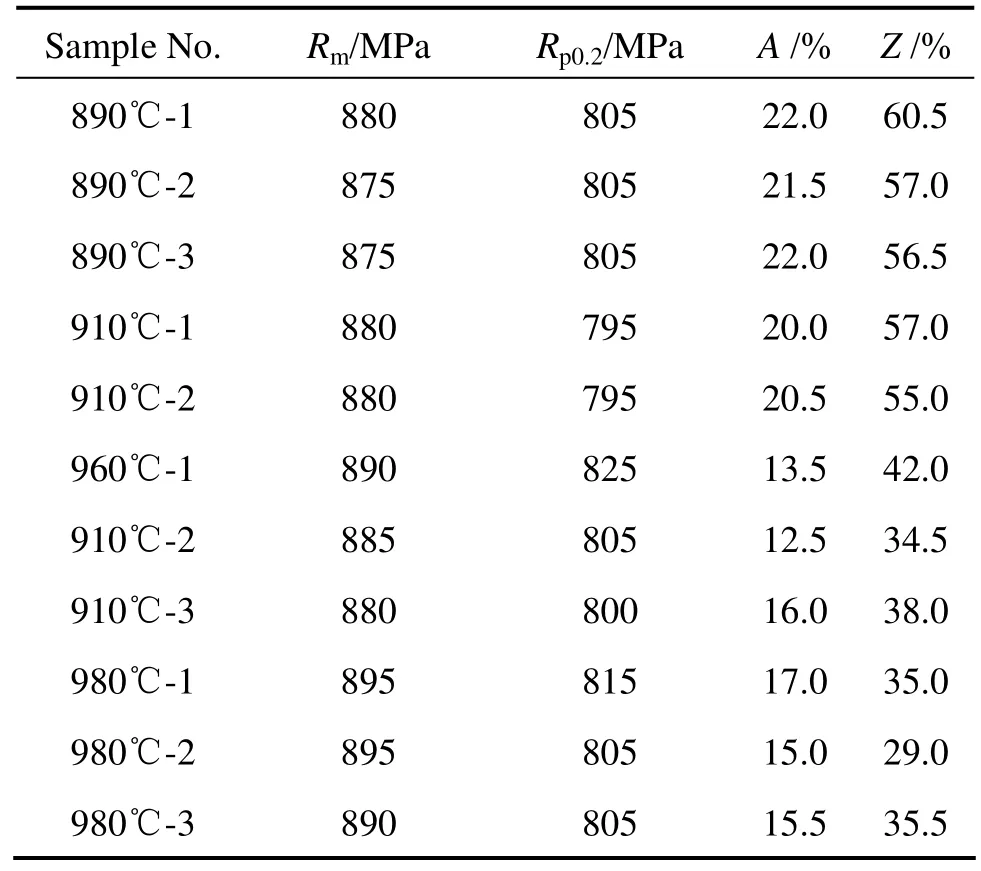
表3 不同温度下的力学性能Table 2 Mechanical properties under different solution temperatures
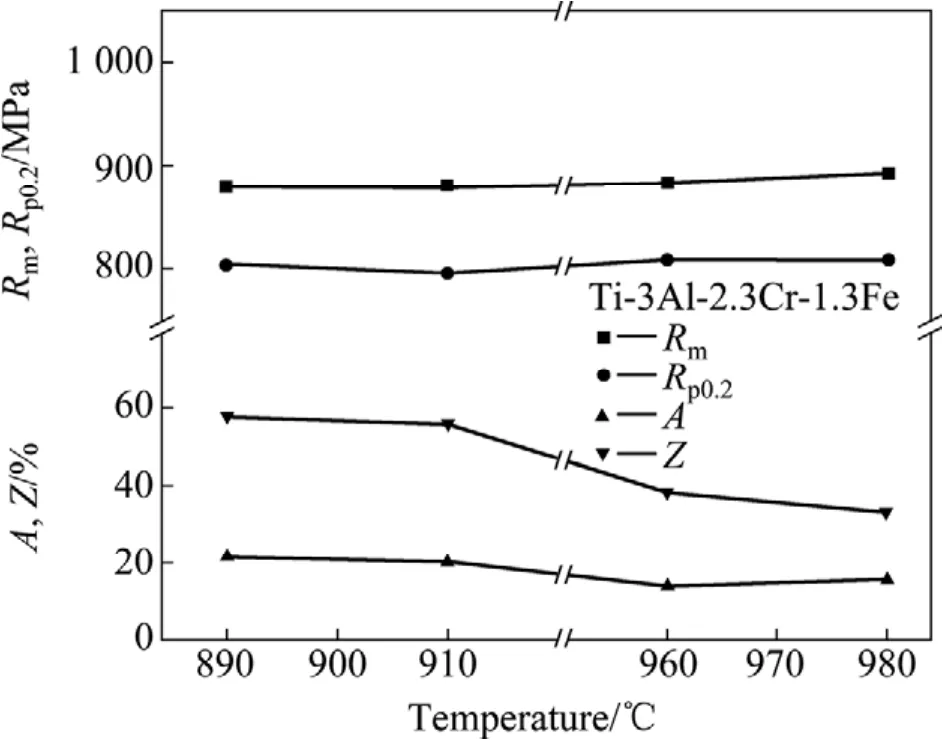
图7 不同温度下的力学性能Fig.7 Mechanical properties under different solution temperatures
表3所列为Ti-3.0Al-2.3Cr-1.3Fe合金经过890、910、960和980 ℃固溶,保温0.5 h空冷后的拉伸性能,图7所示为合金的力学性能随温度升高的变化趋势。从表3和图7可看出,随着固溶温度的增加,合金的强度稍微有些增加,但增加的幅度很小,在 10 MPa左右;但在相变点以上(960和980 ℃)进行处理的合金的塑性要低于相变点以下(890和910℃)的,说明该合金在实验温度范围内,温度对其强度的影响不大,在相变点以上合金的塑性有所降低。从温度和冷却方式对组织的影响可知,空冷后合金的组织主要由α相和少量的β相组成,而随着温度的升高合金内的组织由原始β晶粒和初生α相逐渐转变为β相,在相变点以上空冷,合金内的组织大部分由α相组成,α相与β相相比具有较低的塑性。
2.3 断口观察
图8所示为经过960 ℃固溶、保温0.5 h后不同冷却速度下试样的拉伸断口 SEM 形貌。从断口宏观形貌来看,经过固溶处理空冷后(见图8(b)),试样断口具有明显的颈缩现象,且具有剪切唇、放射区和纤维区,说明经固溶热处理并空冷后试样的塑性比较高,图6所示情况也可说明空冷合金的塑性较好;水淬后的试样断口(见图8(c))有明显解理平台,为典型的脆性断裂。从高倍 SEM 形貌观察,空冷后试样的断口内含有较多的韧窝,炉冷后试样的韧窝较少,说明炉冷和空冷的试样的宏观断裂是韧性的,尤其是空冷后的试样表现比较明显,整个断口形貌表现为典型的单轴拉伸产生的等轴韧窝,韧窝内无明显的形核质点。拉伸试样在三向应力作用下,使得试样心部的夹杂物或第二相质点破裂而形成微孔,在外力作用下微孔不断长大并发生联接而形成中心空腔[20],形成如图8(b)所示的杯锥状断口。水淬后试样的塑性很低,拉伸断口表现为脆性断裂。

图8 不同冷却方式下的拉伸断口形貌Fig.8 Tensile fracture morphologies under different cooling ways: (a), (d): 960 ℃, 0.5 h, FC; (b), (e): 960 ℃, 0.5 h, AC; (c), (f): 960 ℃,0.5 h, WQ
3 结论
1)Ti-3.0Al-2.3Cr-1.3Fe经固溶热处理,水淬后的组织主要由α′马氏体和β相组成,空冷后的组织主要由α相和残留β基体组成,炉冷后的组织为典型的网篮组织。空冷时随着固溶温度的升高初生α相逐渐转变成β相,β晶粒随着温度升高而长大。
2)Ti-3.0Al-2.3Cr-1.3Fe合金强度随着冷却速度的增加而增大,水淬后试样的强度最大,其抗拉强度和屈服强度分别为1 270和1 160 MPa,空冷后试样的断面收缩率最高为40%左右,伸长率随冷速度增加而降低,空冷后的强度-塑性匹配较好。固溶温度对空冷后试样的强度影响不大,其塑性随温度升高而降低。
3)拉伸断口的形貌表明,合金在炉冷和空冷后表现出的断裂方式以韧性为主,在水淬后的断裂方式以脆性断裂为主。
[1]HARTMAN A.D, GERDEMANN S J, HANSEN J S.Producing lower-cost titanium for automotive applications[J].Journal of the Minerals, Metals and Materials Society, 1998, 50(9):16-19
[2]张大军, 张凤杰.钛合金在汽车轻量化中的应用[J].钛工业进展, 2007, 24(1): 32-36 ZHANG Da-jun, ZHANG Feng-jie.Application of titanium alloy in lightweight automobiles[J].Titanium Industry Progress,2007, 24(1): 32-36
[3]FALLER K, (SAM)FROES F H.The use of titanium in family automobiles: Current trends[J].Journal of the Minerals, Metals and Materials Society, 2001, 53(4): 27-28.
[4]李 中.钛及钛合金在汽车上的应用[J].中国有色金属学报,2010, 20(S1): 1034-1035.LI Zhong.Applications of titanium alloys in automotive field[J].The Chinese Journal of Nonferrous Metals, 2010, 20(S1):1034-1035
[5]李 珍, 孙建科.低成本钛合金的开发与应用[J].稀有金属材料与工程, 2008, 37(S3): 973-976.LI Zhen, SUN Jian-ke.Development and applications of low cost titanium alloys[J].Rare Metal Materials and Engineering,2008, 37(S3): 973-976
[6]KAWABE Y.Research activities on cost effective metallurgy of titanium alloys in Japan.[C]//GORYNIN I V.Proceedings of 9th World Conference on Titanium, Russia Central.Saint Petersburg:Research Institute of Structural Materials PPOMETEY,1999:1275-1282
[7]ESTEBAN P G, RUIZ-NAVAS E M, BOLZON L, GORDO E.Low-cost titanium alloys? Iron may hold the answers[J].Metal Powder Report,2008, 63(4):24-27
[8]SEAGLE S R.The state of the USA titanium industry in 1995[J].Materials Science and Engineering A,1996, 213: 1-7.
[9]OGAWA M.Research and development of low cost titanium alloys[J].Journal of Japan Institute of Light Metals, 2005, 55(11):549-552.
[10]赵永庆, 李月璐, 吴 欢, 冯 亮, 朱康英, 刘彩利.低成本钛合金研究[J].稀有金属, 2004, 28(1): 66-69.ZHAO Yong-qing, LI Yue-lu, WU Huan, FENG Liang, ZHU Kang-ying, LIU Cai-li.Research on Low Cost Titanium Alloys[J].Chinese Journal of Rare Metals, 2004, 28(1): 66-69.
[11]赵永庆, 魏建峰, 高占军, 李月璐, 吴 欢, 刘彩利, 冯亮,常 辉.钛合金的应用和低成本制造技术[J].材料导报, 2003,17(4): 5-7.ZHAO Yong-qing, WEI Jian-Feng, GAO Jian-jun, LI Yue-lu,WU Huan, LIU Cai-li, FENG Liang, CHANG Hui.Titanium alloys: Current status of application and low cost manufacturing technologies[J].Materials Review, 2003, 17(4): 5-7.
[12]汤慧萍.汽车用粉末冶金 TiFeMoAl合金的研究[D].长沙:中南大学, 2004.TANG Hui-ping.Study on a PM TiFeMoAl alloy for automobile use[D].Changsha: Central South University, 2004.
[13]孟祥炜, 薛祥义, 付宝全, 胡 锐, 李金山, 张丰收, 周廉.Ti-10V-2Fe-3Al合金铸锭Fe元素宏观偏析行为[J].稀有金属材料与工程, 2008, 37(S3): 123-125.MENG Xiang-wei, XUE Xiang-yi, FU Bao-quan, HUI Rui, LI Jin-shan, ZHANG Feng-shou, ZHOU Lian. The macrosegregation behavior of Fe element in Ti-10V-2Fe-3Al ingot[J].Rare Metal Materials and Engineering, 2008, 37(S3):123-125.
[14]辛社伟, 赵永庆, 曾卫东.钛合金固态相变的归纳与讨论(I)—同素异构转变[J].钛工业进展, 2007, 24(5): 23-28.XIN She-wei, ZHAO Yong-qing, ZENG Wei-dong.Inductions and discussions of solid state phase transformation of titanium alloy (I)—Allotropic transformation[J].Titanium Industry Progress, 2007, 24(5): 23-28.
[15]常 辉, 周 廉, 张廷杰.钛合金固态相变的研究进展[J].稀有金属材料与工程, 2007, 36(9): 1505-1510.CHANG Hui, ZHOU Lian, ZHANG Ting-jie.Review of solid phase transformation in titanium alloys[J].Rare Metal Materials and Engineering, 2007, 36(9): 1505-1510.
[16]邓安华.钛合金的马氏体相变[J].上海有色金属, 1999, 20(4):193-199.DENG An-hua.Martensitic transformation of titanium alloys[J].Shanghai Nonferrous Metals, 1999, 20(4): 193-199.
[17]付艳艳, 惠松骁, 叶文君, 米绪军, 于 洋.冷却速度对VST55531钛合金的显微组织和力学性能的影响[J].中国有色金属学报, 2010, 20(S1): s685-s689.FU Yan-yan, HUI Song-xiao, YE Wen-jun, MI Xu-jun, YU Yang.Effects of cooling rate on microstructure and properties of VST55531 alloy[J].The Chinese Journal of Nonferrous Metals,2010, 20(S1):s685-s689.
[18]宋 淼, 马英杰, 邬 军, 李玉兰, 刘羽寅, 雷家峰.冷却速率对Ti-5.8Al-3Mo-1Cr-2Sn-2Zr-1V-0.15Si合金组织及性能的影响[J].中国有色金属学报, 2010, 20(S1): s565-s569.SONG Miao, MA Ying-jie, WU Jun, LI Yu-lan, LIU Yu-yan,LEI Jia-feng.Effect of cooling rate on microstructure and properties of Ti-5.8Al-3Mo-1Cr-2Sn-2Zr-1V-0.15Si alloy[J].The Chinese Journal of Nonferrous Metals, 2010, 20(S1):s565-s569.
[19]曾卫东, 周义刚.冷速对TC11合金β加工显微组织和力学性能的影响[J].金属学报, 2002, 38(12): 1273-1276.ZENG Wei-dong, ZHOU Yi-gang.Influence of cooling rate on microstructure and mechanical properties of beta processed TC11 alloy[J].Acta Metallurgica Sinica, 2002, 38(12):1273-1276
[20]郑修麟.材料的力学性能[M].西安: 西北工业大学出版社,2004.ZHENG Xiu-lin.Mechanical properties of materials[M].Xi’an:Northwestern Polytechnical University Press, 2004.
猜你喜欢
环境技术(2022年3期)2022-07-21
宁夏电力(2022年1期)2022-04-29
山东冶金(2022年1期)2022-04-19
大连交通大学学报(2021年6期)2021-12-13
水电与新能源(2021年6期)2021-07-23
装备制造技术(2020年1期)2020-12-25
航空发动机(2020年3期)2020-07-24
活力(2019年17期)2019-11-26
热处理技术与装备(2019年4期)2019-09-13
中国自行车(2018年8期)2018-09-26