加热炉盘管焊缝未焊透缺陷的控制
2012-12-08 06:45:42白连庆
中国设备工程 2012年8期
白连庆
(古云采油三厂维修大队,山东 莘县 252435)
加热炉是油田专用设备,其内置的油盘管一般用规格为φ89mm×6mm和φ60mm×6mm的无缝焊接管与相配套的弯头组焊而成。
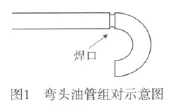
在施工中,先对火焰切割过的坡口用角向磨光机打磨坡口面,钝边厚度偏差控制在0.5mm左右。再将单根油管和单个弯头利用手工钨极氩弧焊点焊,组对出一道焊口,形成单根带弯头的油管,如图1所示。
焊接前,将全部油管与弯头点焊好后,放在离地1.2m高的支架上,以方便焊接时转动焊口。并由一名考试合格的焊工进行钨极氩弧焊封底,后由多名持证焊工进行手工电弧焊盖面。待焊缝全部焊完后,先进行外观检查,合格后再经X射线探伤,但在检查中X光片一次合格率不高,只能达到60%左右。在光片上显示的缺陷有相当一部分为根部未焊透。这对焊接成本有较大影响。由于拍片不合格需要返修或割掉重焊,浪费人力、物力。针对上述问题进行分析研究,找到原因并制定了相应的对策。
一、未焊透缺陷产生原因
1.弯头与油管壁厚不等引起的错口。生产中所需180°弯头均是外购,由于弯头到货不及时或规格不全,经常改用与油管外径相同的厚壁弯头代替。另外还有的弯头与油管的壁厚不等,并且整圈焊口都是内错口,在采用钨极氩弧焊封底时,必然会导致单侧未焊透现象。
2.组对间隙不一致。这样的炉口在焊接过程中因加热的作用,间隙小的部分会缩小,甚至为零,钝边厚的地方就根本焊不透。
二、未焊透缺陷控制方法
1.针对上述原因每根油管组对前,对火焰切割过的坡口用角向磨光机仔细打磨坡口面,使钝边厚度一致,偏差控制在0.5mm左右,认真校验焊口平整度。对弯头焊口的椭圆采用火焰矫正与机械矫正法矫整,对外购弯头逐个用直角弯尺卡量是否够角度,用游标卡尺量壁厚,挑选出壁厚一致的弯头,如有角度不合格的可用气割修理或更换,保证所有的同一规格弯头角度、壁厚一致。
2.严格控制各道焊口组对时的最小间隙和最大间隙使其中最小组对间隙能够满足焊接质量要求,最大组对间隙≤4mm。施焊时,先焊间隙较小的部分,后焊间隙大的部分,防止有的焊缝焊接到最后没有间隙,这样就能避免产生未焊透,还有助于减小焊接应力和变形。
3.每道焊口有间隙过小的部分,可使用端部为铅笔尖状的钨极施焊,使电弧集中,热量集中,适当增加焊接电流使熔深增大;或接着在间隙小的那段再熔焊一遍,使焊缝根部易于焊透。
4.编订新的焊接操作规程,对上述第一个原因类型的焊口要改变焊枪角度,如图2a所示,使电弧热量集中在弯头侧坡口根部,等到钝边完全熔化后,再斜向朝油管侧坡口根部移动焊枪,并做斜锯齿状摆动,熔池应始终保持如图2b所示形状。
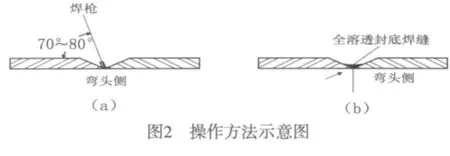
焊接过程中,填充焊丝以往复运动方式间断送入靠近油管侧熔池前方,呈滴状加入,焊丝送进要有规律,要在电弧摆到油管一侧时及时送进,间隙大的地方要与焊枪同步摆动,才能保持良好状态。还可以适当减小电流,以减小熔深,避免产生背部焊瘤的机会。
三、结语
通过对加热炉油管与弯头焊口未焊透产生原因的分析,实施了加强焊前装配质量、改变封底焊的操作工艺等措施后,焊口的质量大大提高。
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23 01:42:48
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
全面腐蚀控制(2020年3期)2020-02-27 00:37:09
科技风(2018年9期)2018-05-14 13:45:48
石油化工建设(2018年6期)2018-04-22 03:16:50
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38