设备故障停机率的统计及做法
2012-12-08 06:45:42田广奎汪王照吴琛炜
中国设备工程 2012年8期
田广奎,汪王照,吴琛炜
(南京汽车集团有限公司,江苏 南京 210036)
设备故障停机率是设备运行好坏的主要指标,设备管理的其余指标都是围绕着该项指标的开展而确定的。如设备运行成本、TPM、PM的完成率等。设备故障停机率怎样统计才能真实地反映设备运行的实际情况就成了一个重要话题。
一、“设备故障停机时间”的定义及模型建立
1.传统设备故障停机时间的计算方法。
设备故障率的高低与设备故障停机时间的定义、统计方法有着直接的关系,传统的设备故障停机率是以平均故障率或最大故障率两种方式来反映的。
方法一:平均故障率
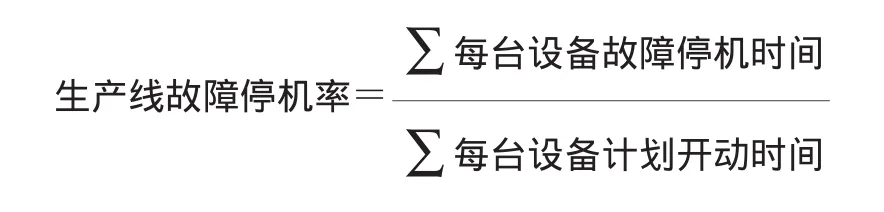
是将生产线所有设备故障率的平均值作为该生产线的故障率,即将生产线所有设备的故障时间累加作为分子,将每台设备计划开动的时间累加作为分母,两者所得的商则作为生产线的平均设备故障停机率。
平均故障率计算公式如下:
方法二:最大故障率
是将生产线停线时间最长的那台设备的故障率作为该生产线的故障率。
最大故障率计算公式如下:
生产线故障停机率=MAX单台设备最大故障停机率
上述两种方法都有一定的局限性,不能真实反映生产线的实际运行状况:
平均故障率掩盖了很多有用的信息,如掩盖了生产线上个别设备高故障率的现象,尽管平均故障率很低,但不能说明该生产线的开动效率一定高。
最大故障率确实能够反映高故障率设备对整个生产线的影响,但忽视了低故障率设备对生产线的影响,最大故障率统计方法较平均故障率统计方法在反映故障率对设备开动率的影响方面有了改进,但如果低故障率的设备较多该种故障率统计方法的缺陷也是明显的。
另外,在传统采集做法中,故障数据都是由各维修班组进行统计,再由设备管理人员统一汇总,生成各类数据报表。环节多,周期长,易出错,不利于对现场和客户的快速响应。
2.设备故障停机时间统计方法的改进。
根据公司的要求,提出了以客户为导向的“故障时间累加不重复”的科学统计方法,即以生产线为对象,以对对象的最终影响为故障时间统计原则。所谓“故障时间累加不重复”是指将生产线作为一个整体,按故障对整个生产线的全局性影响的全部结果统计停机时间,且对产生同一影响的多个同步故障不重复统计。
(1)若每道工序都是由一台设备组成,则单台设备故障停机,视同整条线故障停线,不同时间段多台设备故障停机时间要进行累加。但在同一时间多台设备故障时,故障停机时间只统计效率损失最大的一台设备故障停机时间不再重复统计计算。另外,多台设备交叉重叠发生故障在设备故障停机时间时需要减去重叠的设备故障时间。
如某条生产线故障记录如下。
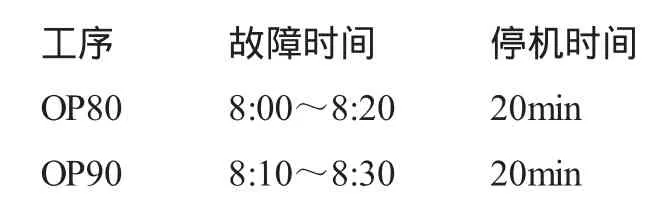
工序 故障时间 停机时间OP80 8:00~8:20 20min OP90 8:10~8:30 20min
该生产线设备故障停机时间为故障停机时间相加后再减去重叠计算的时间,即设备故障停机时间=OP80停机时间+OP90停机时间-OP80和OP90重叠停机时间=20min+20min-10min(8:10~8:20时间段)=30min。即生产线停机时间是30min(扣除了重叠停机时间10min),而不是40min(各工序停机时间累计)。也就是说设备故障停机时间是一种叠加关系,不是简单的累加计算。
(2)若同工序有多台设备组成,则某一台设备的故障停机对整条生产线的影响也会随着设备数量的增加而相应地减少。如生产线某工序有2台设备,设备加工内容相同,若其中一台设备发生故障停机,该设备故障停机对整条生产线的影响为工序生产能力降低了一半,由产能折损折算到停机时间,则整线故障停机时间应该是单机故障停机时间的一半。
如某条生产线OP50工序由2台设备(OP50-1,OP50-2)组成。
情形一:其中OP50-1设备在9:10~9:30发生故障,设备故障停机时间为20min。
因OP50工序有2台设备,OP50-1设备故障虽然未使整条生产线停线,但使生产节拍降低了一半,则对该工序的影响时间应该减半,即对整条生产线产生影响的故障停机时间应折算为单机停机20min的一半,为10min。
同理,如果该工序由多台设备组成,则设备故障停机时间也要按产能影响进行相应的分摊。
情形二:若OP50-1,OP50-2这2台设备同一时间停机,则判定为整线停机(即停线)。
以此类推,工序间的停机时间统计需要按上述两类组合统计计算,需要时进行复合计算,但始终要坚持执行“故障时间累加不重复”的统计原则。
二、设备故障停机时间的统计改进
设备故障停机时间的定义和统计原则确定后,如何快速而准确地进行统计也是一个重要环节。
1.利用EXCEL常用软件,设置统计方法和计算公式。
先将影响生产线的所有因素(设备或输送机械手)进行排列,作为故障时间需要统计的对象,形成表格的列。再以5min为一个单元,将每天的工作时间(以单班8h为例)细化成若干单元,形成表格的行。
这样,某一生产线就以行和列形成了一个坐标系,见表1,通过EXCEL电子表单强大的计算功能,按照设备故障停机时间的统计模型设置统计公式,生成最终的生产线设备故障停机时间统计表,并通过条件格式实现颜色区分显示,清晰直观。
表1截图以连杆线为例、按“故障时间累加不重复”的统计原则进行的设备故障停机时间统计表,小计栏中为该生产线的故障停机时间目视图,右侧故障时间累加为各工序和各生产线的故障停机时间。
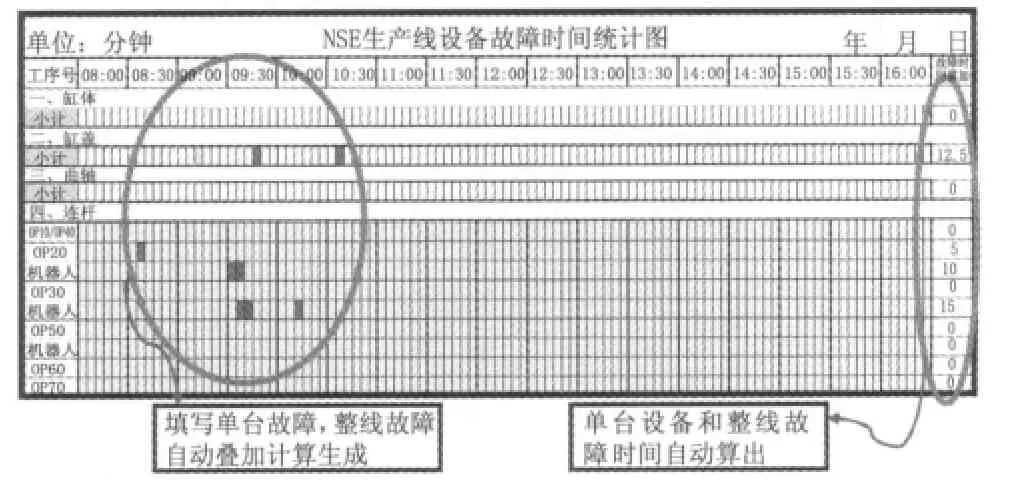
表1 每日的故障时间统计表
表格不可填写任何数字,不可删除更改(设置了权限),仅有下拉菜单选择,自动生成相应颜色,颜色反映影响程度,红色表示工序仅为单台设备造成的停线,黄色表示工序多台设备的停线,节拍降低,故障时间自动生成(单台及整线)。
2.故障统计操作流程。
填写表1(每日故障时间统计表)、自动生成表2(单台设备和整条线故障停机时间),方便算出当月整线设备故障率和单台故障率。
3.利用企业网共享平台,实现多机操作,随时获取设备运行数据信息。
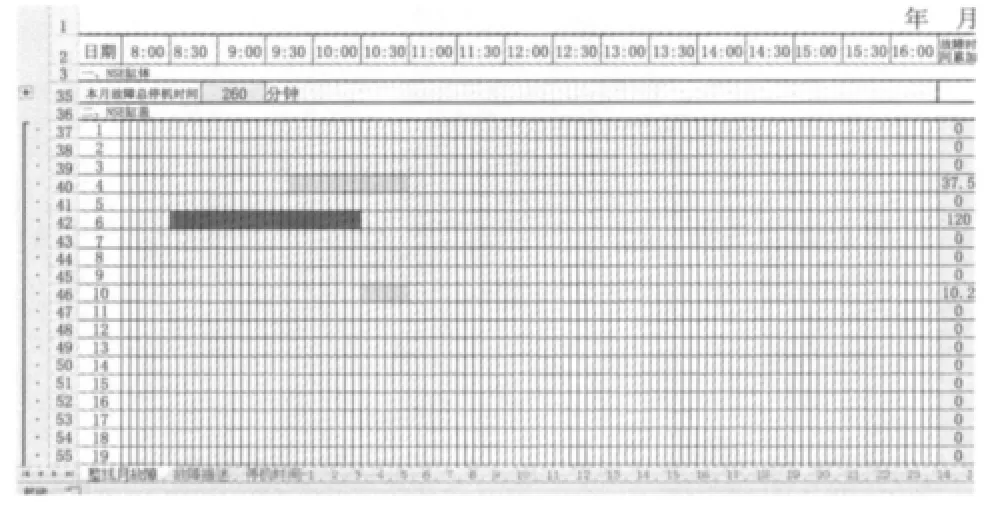
表2 当月的故障停机时间统计表(可展开)
4.按此法填写表1,可最终形成现场故障时间统计的目视化图(表2),通过生产现场BPD(Business Plant Deploymen)t目视化墙展示每天的设备故障时间。最终实现故障停机率的统计和分析。
三、实施效果
从客户链角度科学制定设备故障停机时间累加不重复的统计方法,客观真实地反映了设备故障停机和生产效能之间的对应关系,得到了生产部门的一致认可。该模型利用常用的EXCEL办公软件,业务系统自主设计,实现了强大的数据统计功能,节约了管理软件开发费用和平台维护费用,并利用企业公共网络平台实现多个现场维修班组和办公室的适时在线统计和查阅,保证了信息的及时性和准确性,避免了重复统计,节约了大量的人力和物力。
通过目视化拉动TPM全员生产性维护和现场BPD业务持续改进管理。通过目视化展示和拉动,让设备维修人员、生产及相关人员能清楚地知道设备运行状况与目标要求的偏差,增强设备维修人员的现场紧迫感和保障服务意识,拉动对生产现场的快速响应,对降低设备故障停机时间、提高设备系统保障效率起到良好地推动作用。
猜你喜欢
现代经济信息(2022年35期)2023-01-11 02:41:18
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
新能源汽车报(2018年47期)2018-05-14 14:06:16
水利规划与设计(2017年5期)2017-06-09 08:56:41
中国交通信息化(2017年4期)2017-06-06 07:22:01
电测与仪表(2016年20期)2016-04-11 11:39:22
汽车维护与修理(2016年3期)2016-02-28 13:17:07
中国地震(2015年1期)2015-11-08 11:11:30
少先队活动(2014年6期)2015-03-18 11:19:18
机电信息(2015年3期)2015-02-27 15:54:43