
烟草浆不同打浆条件下的微观形态分析
2012-11-22 05:20廖夏林何北海赵丽红王凤兰
中国造纸 2012年4期
廖夏林 何北海,2 赵丽红 王凤兰
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;2.华南理工大学造纸与污染控制国家工程研究中心,广东广州,510640;3.湖北中烟技术研发中心黄鹤楼薄片研究所,湖北武汉,430056)
烟草浆不同打浆条件下的微观形态分析
廖夏林1何北海1,2赵丽红1王凤兰3
(1.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;2.华南理工大学造纸与污染控制国家工程研究中心,广东广州,510640;3.湖北中烟技术研发中心黄鹤楼薄片研究所,湖北武汉,430056)
对不同打浆条件下烟草浆的微观形态进行了分析和研究,结果表明,烟梗浆微观组分呈细长带状,壁薄腔大,且易分丝帚化;烟末浆微观组分粗短,壁薄腔大,杂细胞含量高,表面难分丝帚化,易破碎;烟梗浆组分和烟末浆组分的质均长度、平均粗度和卷曲率随着打浆度的增大而减小,而帚化率、切断率和细小组分率均随着打浆度的增大呈上升的趋势;烟梗浆适宜中度打浆,而烟末浆适宜低度打浆。
烟草浆;微观分析;打浆条件
从烟田采收烟叶、初加工到制造出包装好的卷烟全过程,会产生大约占原烟料总量1/3的烟梗、碎烟叶、碎烟末等[1],在烟叶的收获过程中也会产生约5%的次级烟叶[2]。烟草纤维包括从烟叶采收到卷烟制造整个过程中产生的烟梗、碎烟叶及烟末等,还包括烟叶采收后存留下的烟秆,这些烟草碎屑无法在制造香烟时直接加入。目前普遍采用的高效合理的方法是利用其生产再造烟叶,即烟草薄片[3]。造纸法烟草薄片是以烟梗、碎烟叶及烟末等废料制成的烟草浆与一定量的木浆及填料等混合,经造纸机抄造成基片再经浸渍涂布而制得[4],造纸法再造烟叶生产是一项较为成熟的技术,由于烟草纤维本身并不是优良的造纸纤维,必需要经过适当的打浆来控制基片的各项项物理性能。从烟草纤维构成的化学物质来看,木素含量较低,主要成分是糖类化合物,因此,一般不采用化学法制浆,而直接进行磨浆处理。磨 (打)浆是造纸法抄造烟草基片的一个关键的环节,磨 (打)浆的目的是在可控的条件下用物理方法改善纤维的形态和性质,使抄造出来的纸张符合预期的质量要求[5]。本实验主要研究了不同打浆条件下烟草浆的微观形态,为控制烟草基片的各项物理性能提供适当的参考依据。
1 实验
1.1 原料及药品
烟末和烟梗均由湖北中烟黄鹤楼烟草薄片研究所提供;格拉夫“C”染色剂,实验室配制。
1.2 仪器设备
MorfiCompact纤维分析仪,法国Techpap公司生产;PFI磨,挪威PTI公司生产;KRK高浓磨浆机,日本生产;Olympus BX51研究级正置显微镜,日本奥林巴斯公司生产。
1.3 实验方法
1.3.1烟草原料的处理条件
烟末和烟梗分别在温度为 (60±5)℃、液比为1∶6的条件下萃取1 h,固液分离后,固相先用KRK磨浆机初磨,然后用PFI磨打浆到不同的打浆度。
1.3.2 光学显微镜下烟末浆和烟梗浆的微观形态观察
将打浆度为20°SR的烟末浆和烟梗浆疏解好后,用格拉夫“C”染色剂进行染色,然后制片放在光学显微镜下观察。
1.3.3 微观形态分析





使用MorfiCompact纤维分析仪对不同打浆度下的烟末浆和烟梗浆进行分析,由于对细小组分的划分没有统一的规定,普遍认为通过75 μm孔 (200目)的粒子构成细小组分。
2 结果与讨论
2
.1 光学显微镜下烟末浆和烟梗浆微观形态观察
烟末浆和烟梗浆组分的微观形态如图1和图2所示。从图1和图2可以看出,经过轻微打浆后,烟末浆完整的长组分少,杂组分多,存在大量的碎片;烟梗浆则有部分细长纤维,但非纤维组分含量也较高。二者比较而言,经过轻微打浆后,烟梗纤维能保持一定的长度,在抄造烟草基片的过程中对基片的强度性能会有一定的贡献。
染色后烟末浆和烟梗浆组分的微观形态如图3和图4所示。从图3和图4可以看出,烟末浆组分粗短,经过轻微的打浆,其表面就被破坏,但并不像木材纤维那样分丝帚化,而是在表面形成碎片,形成的微细碎片呈无规则透明状,因此烟末浆不宜进行过度打浆,否则会产生大量的烟末碎片,从而严重影响烟草基片的强度性能。
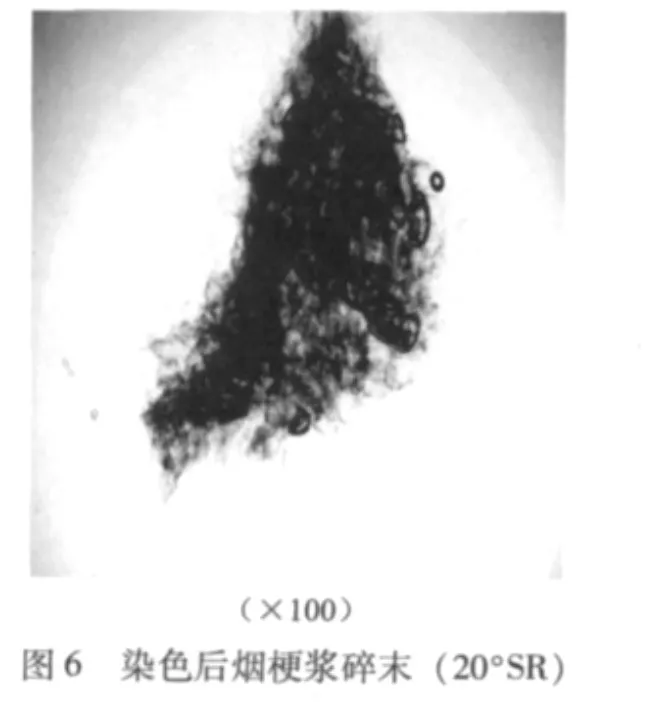
图5是烟梗浆纤维组分染色后的纤维微观形态。由图5可见,烟梗浆纤维呈细长带状,纤维较长,壁薄,具有典型的草类原料纤维特征。经过轻微的打浆后,纤维表面产生少量的分丝。染色后烟梗浆碎末微观形态如图6所示。从图6可以看出,打浆后的烟梗浆纤维表面产生了一定的分丝帚化,由此可知,轻度打浆可对烟梗纤维产生适当的切断和分丝帚化效果,这将有利于提高基片的强度性能。
2.2 烟梗浆微观形态分析
纤维长度和宽度是评价纸浆质量的重要指标之一,其实烟梗浆中的纤维比率很少,这里只是借用这一术语对其微观组分进行描述,不同打浆条件下烟梗浆组分分析结果如表1所示。由表1可知,随着打浆度的提高,烟梗浆组分的质均长度均下降,打浆度由16°SR上升到 50°SR,组分的质均长度下降了12.9%,但是组分的平均宽度基本不变。

表1 烟梗浆不同打浆度下微观形态分析结果



图7所示为打浆过程中烟梗浆组分质均长度的变化情况。从图7可以看出,烟梗浆组分长度主要分布在0.20~0.75 mm之间,占组分总数量的60%以上,并且随着打浆度的提高,分布在此区间的比例持续增大,而长度大于1.25 mm的比例大幅下降,由16°SR时的12.8%下降到50°SR 时的6.6%,下降了48.4%,这与表1中组分切断率的变化规律相一致 (由63.1%上升到71.8%)。
图8所示为打浆过程中烟梗浆组分宽度的变化。从图8可以看出,烟梗浆组分的宽度主要分布在27~67 μm之间,约占组分总数量的60%以上,烟梗组分宽度随打浆度的提高变化不大。因此,从上述分析可知,打浆程度的增大,主要对烟梗浆组分产生切断作用,使得组分长度减小,而组分的宽度基本不变。
纤维粗度是评价纸浆质量、预测纸浆在纸机上的适应性以及成纸印刷适应性的很好指标。粗度大,纸张的松厚度增加,而裂断长、耐破度、撕裂度及耐折度则下降[6]。所谓纤维卷曲,是指纤维平直方向的弯曲。在一定程度上,纤维卷曲指数增加,成纸的抗张强度、耐破度、环压强度下降,而纸的透气度、松厚度、过滤速度和光散射系数等增加[7]。这里仍采用粗度这一概念来描述烟梗浆的组分形态,从表1可以看出随着打浆度的提高,烟梗组分的粗度和卷曲率均有下降的趋势,且组分粗度下降严重,打浆度由16°SR提高到50°SR,组分粗度下降了66.3%,而卷曲率下降幅度不是很大。
综上所述,由于烟草基片需要保证适当的松厚度和透气度,以保证基片在涂布过程中对涂布液的吸收性能,因此不宜对烟梗浆进行过度打浆,否则,烟梗组分粗度和卷曲率的大幅降低会影响抄造过程中烟草基片的松厚度和透气度,进而影响烟草薄片的品质。
烟梗浆在打浆过程中,纤维吸水润胀产生细纤维化,并发生分裂帚化、表面分丝起毛,而且由于受到剪切力和纤维之间相互摩擦作用造成纤维横向断裂,从而使纤维被切断。纤维的分丝帚化有利于纤维之间的结合,提高纸张的强度、紧度和匀度等性能,但纤维的过度切断会降低纸张的强度,特别是撕裂度[7]。从表1可以看出,烟梗浆组分的帚化率和切断率都随着打浆度的上升而增大,但是相对而言,打浆度由16°SR 提 高 到 50°SR, 切 断 率 的 增 幅(8.4%)要大于帚化率的增幅 (1.4%)。因此可知,烟梗浆不宜进行过度打浆,否则组分的过度切断反而不利于烟草基片的强度。
烟梗浆在打浆过程中,部分纤维由于切断和分丝帚化作用而转变为细小纤维。而细小纤维的含量在造纸过程中的作用很大,不但会影响纸机的运行过程,比如留着、滤水、白水回收系统、助剂功效、干燥速率等,还会影响纸张的多种性能,如纸张结构、物理强度性能、光学性能、印刷性能等[8]。从表1可以看出,烟梗浆的细小组分含量较高,即使在打浆度为
16°SR时,细小组分率也达到了57.8%,随着打浆度的提高,细小组分率也显著增大,当打浆度达到50°SR时,细小组分率更是达到了69.4%。图9所示为打浆过程烟梗浆细小组分长度变化情况。从图9可以看出,细小组分的长度主要分布在19~38 μm之间,占细小纤维总数量的70%以上。因此,烟梗浆只能进行适度的打浆,否则细小组分含量过高,势必会影响纸机的运行和烟草薄片的品质。



2.3 烟末浆微观形态分析
表2是烟末浆在不同打浆度下微观形态分析结果。从表2可以看出,烟末浆组分的质均长度、平均粗度和卷曲率随着打浆度的提高而减小,而平均宽度、帚化率、切断率和细小组分率均随着打浆度的提高呈上升的趋势。同时可以看出,烟末浆组分很短,且细小组分含量特别高,即使在打浆度为32°SR时,其细小组分率就已经达到了77.2%,因此烟末浆只能采用低打浆度。比较表1和表2可以看出,在相同打浆度50°SR时,烟梗浆组分的长度、卷曲率、帚化率和切断率均大于烟末浆组分,而组分宽度、粗度和细小组分率要小于烟末浆组分。结合前面的分析可知,在相同打浆条件下,由于烟末浆组分更短,卷曲率和帚化率更低,细小组分含量更高,相比烟梗浆而言,烟末浆在烟草薄片的抄造过程中,更可能对纸机的运行和烟草基片的强度性能造成不良影响。图10所示为打浆过程中烟末浆组分质均长度变化情况。从图10可以看出,烟末浆组分长度主要分布在0.20~0.50 mm之间,且随着打浆度的上升,分布在此区间的组分逐步增多,而组分长度在1.25 mm以上的组分所占比例非常小,且随着打浆度的提高,分布在1.25 mm以上的组分持续减少。

表2 烟末浆不同打浆度下微观形态分析结果
图11所示为打浆过程中烟末浆组分宽度变化情况。从图11可以看出,烟末浆组分宽度分布的区间和烟梗浆组分宽度分布区间基本一致,主要分布在27~67 μm之间,且随着打浆度的增大,烟末浆组分宽度的分布变化并不大。
图12所示为打浆过程中烟末浆细小组分变化情况。从图12可以看出,烟末浆细小组分长度主要分布在19~38 μm之间,其分布随打浆度的提高变化并不是很明显,图9中同样可以看出烟梗浆细小组分的分布随打浆度的提高变化也不是很明显,从而可以得知,打浆对细小组分分布的影响不大。综上所述,烟末浆细小组分含量特别高,且烟末浆组分难分丝帚化,只能使用低度打浆。
3 结论
采用烟末和烟梗在不同打浆条件下进行打浆处理,实验观察分析了不同打浆度烟草浆的微观形态。
3.1 烟梗浆纤维含量较少,非纤维组分较多。其微观组分呈细长带状,壁薄,胞腔径大,具有典型的草类原料纤维特征,纤维表面易分丝帚化;烟末浆基本为非纤维细胞组分,微观形态粗短,微观组分壁薄,胞腔径大,且杂组分含量高,经过轻微的打浆易形成碎片。
3.2 烟梗浆组分和烟末浆组分的质均长度、平均粗度和卷曲率随着打浆度的提高而减小,而帚化率、切断率和细小纤维率均随着打浆度的提高呈上升的趋势,组分宽度随打浆度的提高变化不大。
3.3 烟梗浆组分和烟末浆组分长度主要分布在0.20~0.75 mm之间,宽度主要分布在27~67 μm之间,细小组分的长度主要分布在19~38 μm之间。
3.4 烟梗浆适宜采取中度打浆,以保证烟草基片的强度性能;烟末浆由于几乎没有纤维组分,较难分丝帚化,且烟末浆细小组分含量特别高,只适宜低度打浆。
[1] 方得胜.造纸法生产烟草薄片工艺探讨[J].纸和造纸,2001(4):62.
[2] 孙中培,刘 清,李世昌,等.烟杆纤维代替木浆纤维制烟草薄片技术探讨[J].烟草科技,1994(6):2.
[3] 李桂珍,龚安达,刘润昌,等.非木材纤维在卷烟用纸工业中的应用[J].中国造纸,2011,30(5):71.
[4] 胡惠仁,温洋兵,石淑兰,等.壳聚糖和瓜尔胶在造纸法烟草薄片中应用效果比较[J].中国造纸,2010,29(7):32.
[5] 卢谦和.造纸原理与工程[M].北京:中国轻工业出版社,2007.
[6] 杨淑蕙.植物纤维化学[M].北京:中国轻工业出版社,2008.
[7] 刘 凯,何北海,黎小敏,等.利用新型纤维形态分析仪分析杉木CTMP浆纤维形态[J].中国造纸,2009,28(12):15.
[8] 李海明,何北海.纸浆细小纤维研究方法[J].造纸科学与技术,2006,25(3):24.
Morphological Analysis of Tobacco Fibers under Different Beating Conditions
LIAO Xia-lin1,*HE Bei-hai1,2ZHAO Li-hong1WANG Feng-lan3
(1.State Key Lab of Pulp and Paper Engineering,South China University of Technology,Guangzhou,Guangdong Province,510640;2.National Engineering Research Center of Papermaking and Pollution Control,South China University of Technology,Guangzhou,Guangdong Province,510640;3.Tobacco Sheet Research Institute,R&D Centre of Hubei Tobacco Company,Wuhan,Hubei Province,430056)
The morphology of tobacco fibers under different beating conditions were investigated.The results showed that tobacco stem fibers are long and look like a narrow strip,thin wall and large lumen,and easy to be fibrillated;tobacco debris fiber cells are stubby,thin wall,large lumen,easy to be broken and difficult to be fibrillated.Tobacco debris contain large amount of parenchyma cells.The number-average length,weight-average length,coarsness and curl rate of tobacco fibers decrease with the increase of beating degree,while the fibrillation rate,cut rate and fine content increase with the increase of beating degree;moderate beating is enough for tobacco stem pulp and tobacco debris pulp.
tobacco pulp;fibers form;beating conditions
TS752
A
0254-508X(2012)04-0034-05

廖夏林先生,在读硕士研究生;主要研究方向:造纸湿部化学。
(*E-mail:liaoxialin87@163.com)
2011-12-19(修改稿)
(责任编辑:马 忻)
猜你喜欢
表面技术(2022年3期)2022-03-31
湖北农业科学(2022年1期)2022-02-11
中国造纸(2020年10期)2020-11-04
飞天(2020年8期)2020-08-14
现代园艺(2019年21期)2019-11-15
中国计量大学学报(2019年4期)2019-02-14
果农之友(2017年10期)2018-02-08
中国果业信息(2018年12期)2018-01-17
中国畜牧兽医文摘(2015年9期)2015-12-29
中国诗歌(2015年6期)2015-11-15
