
SiO2f/SiO2复合材料自身及其与铜、不锈钢的钎焊
2012-11-16 07:49:26熊华平程耀永
航空材料学报 2012年1期
陈 波, 熊华平, 毛 唯, 程耀永
(北京航空材料研究院 焊接及锻压工艺研究室,北京100095)
二氧化硅纤维增强二氧化硅基体的陶瓷基复合材料(SiO2f/SiO2)是一种先进的陶瓷基复合材料,该材料具有抗热冲击性能好、高韧性、高可靠性等一系列优良特性,且对裂纹等缺陷不敏感,是天线罩材料的理想选择之一[1-3]。此外,该材料不但对于厘米波和毫米波具有较好的宽频透波性能,而且还可避免传统石英陶瓷天线罩瞬间脆性断裂带来的灾难性后果,提高了整个武器系统的可靠性。由于具备了上述优点,它还在高温结构材料、防热材料、电子信息功能材料等领域具有广阔的应用空间[4-6]。
SiO2f/SiO2在实际应用过程中常常需要制备成尺寸大或结构复杂的零件,这必然会遇到连接问题,包括自身的连接及其与金属的连接,其中机械连接、粘接和焊接等是较为常用的连接方法。机械方法虽然原理简单,但会增加系统的复杂性,给结构增加多余的重量,又难以保证气密性要求;粘接方法可以满足复杂结构设计的要求,而且接头强度高,但接头耐温能力较差,难以满足陶瓷复材更高温度或更长时间的使用要求[7,8]。焊接方法中钎焊是连接SiO2f/SiO2陶瓷复材的有效方法,但是相关文献报道极少,少数的几个文献只是针对SiO2陶瓷与钛合金的连接进行了研究[9]。
考虑到目前关于SiO2f/SiO2钎焊连接技术研究还不充分,本研究选用塑性优良的Ag-Cu-Ti 活性钎料[10-12],在880℃/10min 规范下分别对SiO2f/SiO2自身及其与Cu 和1Cr18Ni9Ti 不锈钢进行连接,测试接头强度,分析界面连接机理,为SiO2f/SiO2陶瓷复材在航空航天领域的应用提供技术储备。
1 实验方法
被焊材料为三维编织的SiO2f/SiO2陶瓷基复合材料,该材料为石英纤维编织体增强石英,制备过程中将纤维编织技术和溶胶—凝胶(Sol—gel)技术有机地结合起来,在毛细现象和布朗运动的共同作用下,将SiO2颗粒填充到石英纤维编织体内部,形成Si-O 键连接的立体网状结构,再通过多次浸渍复合,使其致密程度不断提高,直至达到规定的密度要求,最后机械加工成零件。本研究与陶瓷复材连接的金属选择纯Cu 和商用奥氏体不锈钢1Cr18Ni9Ti (质量分数/%,下同)。钎料选择轧制Ag-Cu-Ti 活性钎料箔带,其厚度为50μm。
将SiO2f/SiO2陶瓷复材加工成16mm×10mm ×6mm 的试块,两种被焊金属加工成20mm ×10mm ×2mm 的试片,性能试样采用搭接方式连接,搭接面积约为10mm ×3mm,将两层Ag-Cu-Ti 钎料预置在被焊面之间(如图1 所示)。装配之前需将被焊母材和钎料置于丙酮中进行超声清洗,去除表面油污,之后吹干待用。将装配好的样品放置在真空炉中以10℃/min 的加热速度升温,加热至880℃并保温10min,热态真空度不低于1.0 ×10-2Pa,保温结束后缓冷到室温。
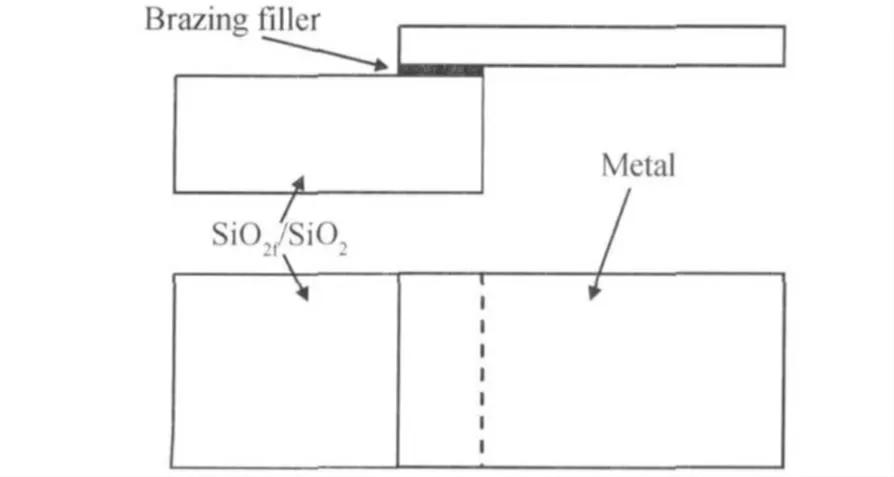
图1 搭接接头示意图Fig.1 Diagrammatic sketch of lapping joint
由于SiO2f/SiO2复合材料不导电,对抛光后的金相表面进行喷金处理,通过扫描电镜(SEM)观察接头界面微观组织形貌,利用X 射线能谱仪(XEDS)分析界面组织成分及相应元素的面分布。
2 试验结果与讨论
2.1 SiO2f/SiO2 自身的连接
图2 给出了880℃/10min 规范下的SiO2f/SiO2自身钎焊接头的显微组织,从图中可以看出,钎料与陶瓷复材之间结合良好,并且形成了灰色扩散反应层组织,见图2a 中“1”,在该组织中可明显观察到母材纤维的形貌特征。钎缝基体区组织表现为灰色块状物(图2a 中“3”)较均匀地分布在白色基体(图2a 中“2”)中,该区域为典型的共晶组织形貌,主要由Ag-Cu 共晶组成。
结合钎缝特征区域元素含量(见表1)和接头元素面分布情况(分别见图2b ~f)可以看出,扩散反应层中出现了Ti,O 和Ag 的富集(见表1 中“1”),根据Ti 和O 的原子百分比(Ti:24.11%;O:55.99%)比例推断,二者在该区域中形成了TiO2相,而Ag 则以Ag 基固溶体形式存在。Cu 在钎缝基体区的灰色块状相中出现富集,并以Cu 基固溶体形式存在。钎缝中白色基体区主要以Ag 含量为主,其中分布了少量的Cu 和O,Ag 以Ag 基固溶体形式存在。根据面分布图(见图2b 和c),陶瓷复材中的Si 和O 主要分布在母材中,但在“1”区中检测到了O 的存在,而面分布图(图2b)并未明显显示出O 的分布,其原因可能为受到测试方法精度的局限所致。

图2 SiO2f/SiO2 自身钎焊接头显微组织(a)及元素O(b),Si(c),Ti(d),Cu(e)和Ag(f)的面分布图Fig.2 Backscattered electron image of SiO2f/SiO2 joint(a)and area distributions maps of O(b),Si(c),Ti(d),Cu(e)and Ag(f)

表1 对应图2a 中特征区域的元素含量及推断的物相Table 1 The XEDS analyzed results of microzones marked in Fig.2a and possible phases
2.2 SiO2f/SiO2 与Cu 的连接
由于纯Cu 质地软、塑性好,可以充当中间层材料通过塑性变形来缓解异种材料接头(特别是陶瓷与金属接头)中的残余热应力,是目前应用较广泛的中间缓释层材料。图3 给出了SiO2f/SiO2与Cu 接头的显微组织及个别元素的面分布,很明显,Cu 和钎料之间已无明显界面,说明钎焊过程中钎料与Cu 母材中的元素相互扩散,其中钎料中的Cu 会沿着被焊的Cu 母材界面向钎缝内部生长。根据表2 中给出的接头特征区域元素含量以及图3 中的元素面分布,接头中灰色相主要以含Cu 元素为主,其中分布少量的Ag,形成了以Cu 为基的固溶体;钎缝白色基体中富含Ag,其含量达到近93%(见表2 中“2”),其中含有少量的Cu,主要为Ag 基固溶体;Ti 主要富集在靠近SiO2f/SiO2母材的扩散反应层“1”中,同时该层中还含有大量的O和少量的Ag,根据Ti 和O 的原子百分比(Ti 30.31%;O 59.00%)可以推断,这两种元素在该区域中形成了TiO2相,Ag 则以Ag 基固溶体形式存在。
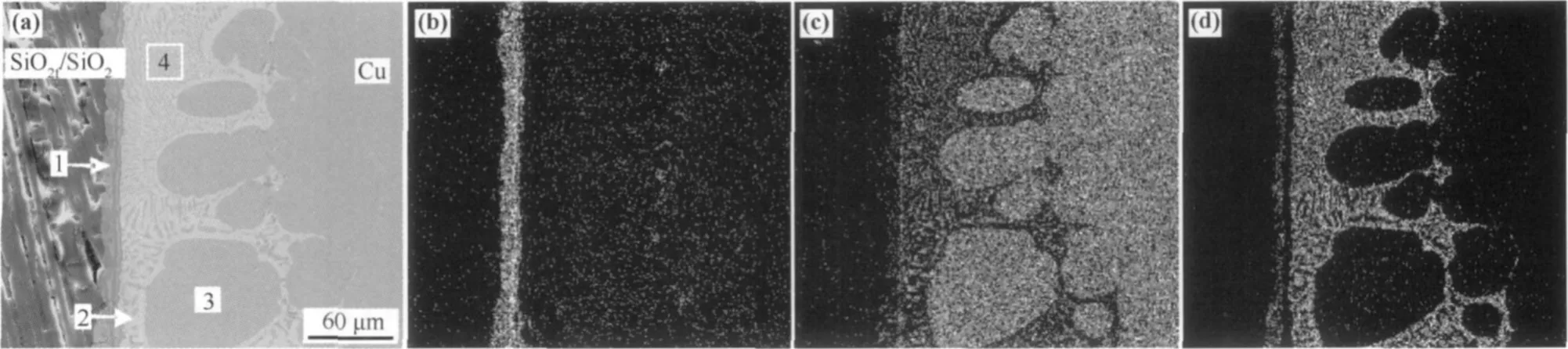
图3 SiO2f/SiO2 与Cu 接头的显微组织(a)及元素Ti(b),Cu(c)和Ag(d)的面分布图Fig.3 Backscattered electron image of SiO2f/SiO2/Cu joint(a)and area distributions maps of Ti(b),Cu(c)and Ag(d)

表2 对应图3a 中特征区域的元素含量及推断的物相Table 2 The XEDS analyzed results of microzones marked in Fig.3a and possible phases
钎焊过程中,被焊母材参与反应以及钎料成分的重新分配,会导致熔点高的物相率先形核凝固。由于Ti 会与SiO2f/SiO2母材发生反应生成稳定的Ti-O 相,其熔点高于1700℃[13],因此会最先在界面处富集形成Ti-O 薄层,随着反应的持续进行,该层的厚度会不断增加,直至钎料中的Ti 基本全部参与反应。与此同时,由于钎料与Cu 母材之间存在Cu的浓度梯度,母材中的Cu 会不断向钎缝中溶解、扩散,扩散过程中会溶入少量的Ag,使其熔点降低,形成Cu 基固溶体。当钎缝处于等温凝固阶段或保温结束降温阶段时,该Cu 基固溶体会沿着母材形核长大,最终长成与母材相连的大块状组织。区域成分测试表明,接头中的“4”区主要由Ag 和Cu 组成,根据两种元素质量百分比可知,该区中形成了Ag-Cu 共晶组织,Ag-Cu 共晶的熔点很低(共晶点温度:780℃[14]),因此该区域为最后凝固区域,并且凝固发生在降温阶段。整体来看,接头中从SiO2f/SiO2母材至Cu 母材的组织分布情况如下:SiO2f/SiO2→TiO2+Ag 基固溶体→Ag-Cu 共晶→Cu 基固溶体→Cu,其中Cu 基固溶体和Ag-Cu 共晶具有良好的塑韧性在一定程度上可缓解接头中的热应力,而TiO2虽然为陶瓷相,但是可以起到热膨胀系数过渡的作用,从而同样达到缓解接头应力的目的。
2.3 SiO2f/SiO2 与1Cr18Ni9Ti 的连接
在880℃/10min 规范下实现了SiO2f/SiO2与1Cr18Ni9Ti 奥氏体不锈钢的连接,由图4a 给出的接头显微组织可见,在靠近两种母材的边缘均形成了扩散反应层组织(见图4a 中“1”和“3”),其中层“1”的厚度约为5 ~6μm,层“3”的厚度约为2 ~3μm。钎缝基体区主要由Ag-Cu 共晶组成,其中灰色的Cu 基固溶体相大小及分布较为均匀。
表3 给出了对应图4a 中特征区域的元素含量及推断的物相,结合表3 与Ti 的元素面分布图(见图4b),扩散反应层“1”主要由O、Ti 和Ag 组成,说明钎焊过程中Ti 与SiO2发生反应生成了Ti-O 相,促进了钎料与陶瓷复材之间的冶金结合,根据Ti 和O 的原子百分比(Ti 25.23%;O 53.42%),推断二者形成了TiO2相,同时该相内还分布着少量的Ag基固溶体。在靠近反应层“1”的附近生成了灰黑色块状相“2”,该相中Cu,Fe,Ti,Ag 的含量较多,生成了复杂的化合物相。靠近1Cr18Ni9Ti 一侧的扩散层“3”中同样出现了Ti 的富集(见图4b),同时还含有大量的Fe,Cr 等母材中的原始成分,它们与Ti 相互作用生成了相应的的化合物相。由于1Cr18Ni9Ti 中Ti 的含量仅为0.5% ~0.8%(质量分数),在钎焊过程的短时间内不会有太多的Ti 向钎缝中扩散,所以反应层“3”中Ti 应主要为钎料中的Ti,说明该层的形成消耗掉了钎料中部分Ti的含量,一定程度上削弱了钎料的活性,如果该界面消耗Ti 的含量过多,将会导致钎料与陶瓷或陶瓷复材界面的活性作用减弱,活性元素少到一定程度后钎料的活性作用消失,将使得钎料无法润湿连接母材。因此,对于与陶瓷或陶瓷复材相连接的材料而言,如果其中个别元素与Ti 更易结合将会导致AgCuTi 的活性作用减弱,减弱到一定程度后接头将无法实现连接。
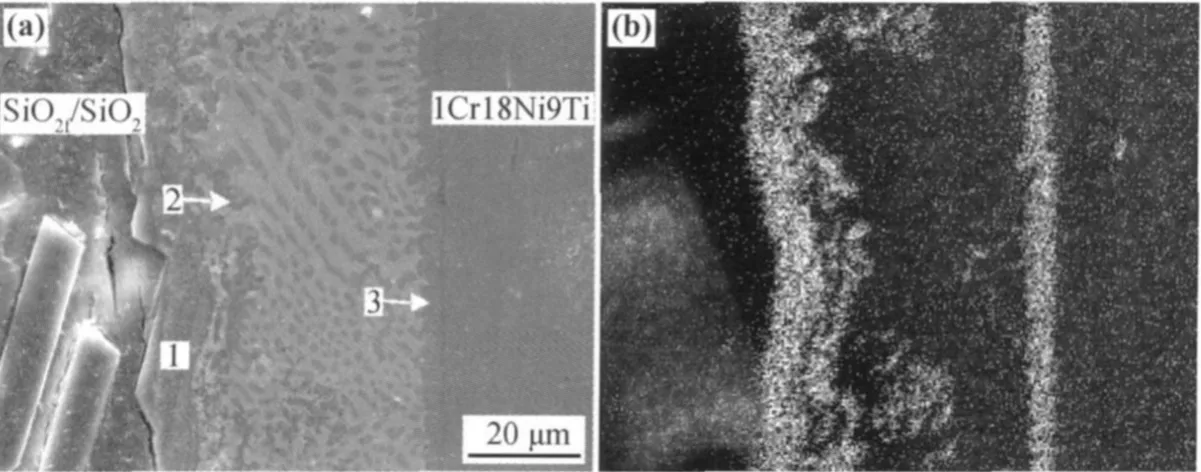
图4 SiO2f/SiO2 与1Cr18Ni9Ti 接头的显微组织(a)及元素Ti(b)的面分布图Fig.4 Backscattered electron image of SiO2f/SiO2/1Cr18Ni9Ti joint(a)and area distribution maps of Ti(b)

表3 对应图4(a)中特征区域的元素含量及推断的物相Table 3 The XEDS analyzed results of microzones marked in Fig.4(a)and possible phases
2.4 SiO2f/SiO2/Cu,SiO2f/SiO2/1Cr18Ni9Ti 接头的剪切强度
880℃/10min 规范下获得的SiO2f/SiO2/Cu 和SiO2f/SiO2/1Cr18Ni9Ti 接头剪切强度如图5 所示,前种接头对应的剪切强度平均值为12.4MPa,后者的剪切强度平均值为18.4MPa,总体来看两种接头的剪切强度均不高。对于异种材料接头而言,接头强度低的一个重要原因是接头中存在较大的残余应力。本研究中采用的SiO2f/SiO2热膨胀系数仅为(0.3 ~0.4)×10-6K-1,而Cu 和1Cr18Ni9Ti 的热膨胀系数相当(分别为16.9×10-6K-1和16.6 ×10-6K-1)[14],这两种金属与陶瓷复材的热膨胀系数相差了几十倍,当陶瓷复材与这些金属组合钎焊时,接头中会由于热膨胀系数不匹配而产生很大的热应力[11],这种应力的存在会导致接头强度下降很多。因此,综合分析认为,如果采用热膨胀系数低、高温状态下质地软,同时与AgCuTi 之间冶金结合好的中间层材料作为缓释层,将可以有效缓解陶瓷或陶瓷复材与金属接头中的热应力,达到提高接头强度的目的。
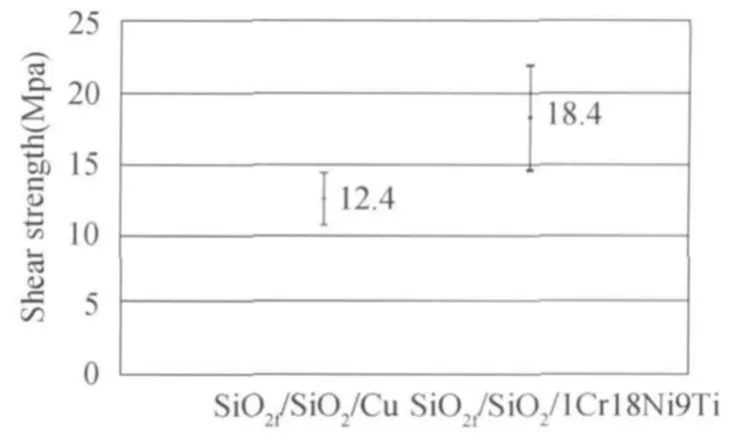
图5 SiO2f/SiO2/Cu,SiO2f/SiO2/1Cr18Ni9Ti接头的剪切强度Fig.5 Shear strengths of SiO2f/SiO2/Cu and SiO2f/SiO2/1Cr18Ni9Ti joints
3 结论
(1)采用Ag-Cu-Ti 活性钎料在880℃/10min规范下完成了SiO2f/SiO2自身、SiO2f/SiO2/Cu 和SiO2f/SiO2/1Cr18Ni9Ti 三种接头的钎焊连接,其中SiO2f/SiO2/Cu 接头对应的剪切强度平均值为12.4MPa,SiO2f/SiO2/1Cr18Ni9Ti 接头剪切强度平均值为18.4MPa。由于Cu 或1Cr18Ni9Ti 与SiO2f/SiO2的热膨胀系数相差几十倍使得接头中存在较大热应力,削弱了接头的强度。
(2)在三种接头中,靠近SiO2f/SiO2母材界面处均形成了扩散反应层,该层中出现了Ti 和O 的富集,根据二者的原子比例生成了TiO2相,正是因为钎料中Ti 的活性作用保证了陶瓷复材自身或与金属之间实现冶金连接。钎缝基体中的灰色相富含Cu,白色相中富含Ag,分别以Cu 基固溶体和Ag 基固溶体形式存在,并且这两种相共同组成Ag-Cu 共晶组织。
[1]张大海,黎义,高文,等. 高温天线罩材料研究进展[J]. 宇航材料工艺,2001,31(6):1 -3.(ZHANG D H,LI Y,GAO W,et al. Development and application of high temperature radome materials[J]. Aerospace Materials & Technology,2001,31(6):1 -3.)
[2]贾德昌,周玉,雷廷权. 热压工艺对SiO2f/SiO2复合材料结构与力学性能的影响[J],宇航材料工艺,2001,31(1):29 -31.(JIA D C,ZHOU Y,LEI T Q. Influence of hot-pressing process on microstructure and mechanical properties of SiO2f/SiO2composite[J]. Aerospace Materials & Technology,2001,31(1):29 -31.)
[3]徐常明,王士维,黄校先,等. 热压烧结制备SiO2f/SiO2复合材料的析晶行为及力学性质[J]. 硅酸盐学报,2006,34(3):284 -288.(XU C M,WANG S W,HUANG X X,et al. Mechanical properties and crystallization of SiO2f/SiO2composites prepared by hot-pressing[J]. Journal of the Chinese Ceramic Society,2006,34(3):284 -288.)
[4]韩桂芳,陈照峰,张立同,等. 高温透波材料研究进展[J]. 航空材料学报,2003,23(1):57 -62.(HAN G F,CHEN Z F,ZHANG L T,et al. Research progress in high temperature wave-transparent materials[J]. Journal of Aeronautical Materials,2003,23(1):57-62.)
[5]宋麦丽,崔红,王涛,等. 天线罩透波材料研究[J]. 功能材料,2004,35(Z1):925 -928.(SONG M L,CUI H,WANG T,et al. Study on radome &antenna materials [J]. Journal of Functional Materials Contents,2004,35(Z1):925 -928.)
[6]高冬云,王树海,潘伟,等. 高速导弹天线罩用无机透波材料[J]. 现代技术陶瓷,2005,26(4):33 -36.GAO D Y,WANG S H,PAN W,et al. Wave-transmitting inorganic material for high velocity missile radome [J].Advanced Ceramics,2005,26(4):33 -36.
[7]翁熙祥,梁志杰. 金属粘接技术[M]. 北京:化学工业出版社,2006.
[8]蒋海峰,周丽,张万良. 大间隙高强度胶粘剂在粘接石英陶瓷与低膨胀合金中的应用[J]. 宇航材料工艺,2004,34(4):48 -50,62.(JIANG H F,ZHOU L,ZHANG W L. Applications of big gap and high strength adhesive in adhering quartz ceramic and low expansion alloy[J]. Aerospace Materials & Technology,2004,34(4):48 -50,62.)
[9]LIU H B,ZHANG L X,LIU D,et al. Interface microstructure analysis of SiO2glass ceramic and Ti-6Al-4V alloy joint brazed with Ti-Zr-Ni-Cu alloy[J]. Materials Science and Technology,2010,26 (2):188 -192.
[10]曲仕尧,邹增大,王新洪. Ag-Cu-Ti 活性钎料热力学分析[J]. 焊接学报,2003,24(4):13 -16.(QU S Y,ZOU Z D,WANG X H. Thermodynamic analysis of a Ag-Cu-Ti active brazing alloy[J]. Transactions of the China Welding Institution,2003,24(4):13 -16.)
[11]陈波,熊华平,程耀永,等. 采用Ag-Cu-Ti 钎料钎焊Cf/SiC 接头的组织和强度[J]. 材料工程,2010,(10):27 -31.(CHEN B,XIONG H P,CHENG Y Y,et al. Microstructure and strength of Cf/SiC joints with Ag-Cu-Ti brazing fillers [J]. Journal of Materials Engineering,2010,(10):27 -31.)
[12]陈波,熊华平,毛唯,等. AgCu 基钎料钎焊Ti3Al 基合金的接头组织与性能[J]. 焊接,2010(10):29 -32.(CHEN B,XIONG H P,MAO W,et al. Microstructure and properties of Ti3Al-based alloy brazed joints with AgCu-based filler metals[J]. Welding & Joining,2010(10):29 -32.)
[13]虞觉奇,易文质,陈邦迪,等. 二元合金状态图集[M]. 上海:上海科学技术出版社,1987.
[14]张启运,庄鸿寿. 钎焊手册[M]. 北京:机械工业出版社,2008.
猜你喜欢
机械制造(2022年5期)2022-06-10 02:03:10
建材发展导向(2020年15期)2020-11-26 12:55:22
工业催化(2020年5期)2020-06-23 01:59:12
四川水泥(2019年9期)2019-02-16 20:12:56
电焊机(2018年4期)2018-05-03 03:12:10
纤维复合材料(2018年4期)2018-04-28 08:46:04
纤维复合材料(2018年4期)2018-04-28 08:45:52
纤维复合材料(2018年4期)2018-04-28 08:45:46
纤维复合材料(2018年3期)2018-04-25 07:22:42
焊接(2015年5期)2015-07-18 11:03:40
