CARP内喷涂油管失效分析
2012-11-08 10:01慕学东李营波赵海滨
石油工业技术监督 2012年3期
慕学东 李营波 相 振 赵海滨
中国石化胜利油田分公司 东辛采油厂 (山东 东营 257000)
CARP内喷涂油管失效分析
慕学东 李营波 相 振 赵海滨
中国石化胜利油田分公司 东辛采油厂 (山东 东营 257000)
CARP内喷涂油管是一种新型的防腐耐磨油管,在使用过程中,有的出现了油管工厂端接箍和螺纹腐蚀现象,对腐蚀情况进行了详细描述,并且进行了油管的机械性能试验、静水压试验和化学成分分析,对油井采出液进行了组分分析,将该种内喷涂油管进行生产工艺还原后进行了对比试验。在对试验数据分析的基础上,分析了该种油管工厂端螺纹腐蚀的原因,并提出了改进的建议。
关鍵词 CARP内喷涂油管 螺纹腐蚀 油管外螺纹 涂层失效
随着油田采出液含水率的上升,油管的腐蚀和偏磨现象日趋严重。为解决这一难题,科研人员研究开发出各种内涂层油管,陆续在各油田试验,其中CARP内喷涂油管就是这些防腐蚀、防偏磨产品中的一种,近几年在各油田逐步推广使用。
CARP粉末涂料是在特制树脂中加入超细耐磨材料和潜伏型固化剂,通过研磨制成粉末涂料。将CARP粉末涂料均匀涂覆于油管内壁,经熔融、固化,形成平整、致密的防腐耐磨涂层,这就是CARP内喷涂油管。
CARP内喷涂油管在井下使用,显现出了其良好的防腐耐磨性,也暴露出了其在生产、运输、使用过程中存在的问题。例如:2011年4月2日辛139X6井使用D73CARP内喷涂油管2 260m,生产至2011年6月16日,液量由开井时的30m3下降到3m3,提出全部管柱,经检查发现多根CARP内喷涂油管工厂端外螺纹出现腐蚀破损,导致丝扣渗漏倒井,而非工厂端螺纹正常,无任何腐蚀痕迹。
1 失效样品描述

失效样品如图1所示,样品工厂端外螺纹出现明显腐蚀缺口,接箍对应部位亦出现明显腐蚀迹象。截取失效样品外螺纹进行观察,如图2所示,失效样品内壁涂层光滑、完整,无明显腐蚀、偏磨迹象。样品端部约1/2区域内出现明显腐蚀迹象,有1处内外壁已穿透,局部有点蚀。根据观察,可以发现腐蚀具有明显的方向性,腐蚀由管端部向螺纹大端发展,当螺纹密封效果未丧失时,腐蚀方向将延螺纹圆周方向进展。样品端部未腐蚀区域,管端涂覆层保存完好,剥离涂覆层后,管端未见腐蚀迹象。由此推断,腐蚀从样品外壁开始,沿螺纹由管端逐渐向螺纹大端发展。
2 试验检测及分析
(1)从失效样品上截取试样进行机械性能检测,检测结果如表1所示。
由表1可以看出,样品机械性能符合J55油管要求。
(2)从失效样品上截取试样进行化学成分分析,检测结果如表2所示。
由表2可以看出,样品化学成分符合标准要求。
(3)从辛139X6井提取采出液进行组分分析,分析结果如表3所示。
根据表3数据可以看出,该井采出液中,Cl-、离子含量及采出液矿化度较高,证明该井采出液具有较强的腐蚀性。

表1 管体及接箍机械性能试验

表2 管体及接箍化学成分分析

表3 油井采出液组分mg/L
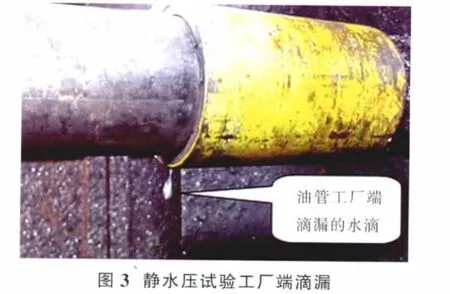
(4)静水压试验。为验证CARP内喷涂防腐油管工厂端螺纹的承压能力,在生产的一批油管中随机抽取6根进行静水压试验。试验使用SY-Ⅲ型静水压试验机按标准操作步骤进行。油管内注满清水后,密封油管两端,逐渐加压,当水压达到10MPa后,其中的5根油管接箍工厂端开始滴漏,随着压力逐步升高,滴漏加剧,如图3所示。静水压试验说明,压力达到10MPa以上,易形成渗漏通道。
(5)工艺还原对比试验及分析。该失效样品属于油管工厂端,由以上数据及失效样品外观分析,可以看出,腐蚀是由于强腐蚀性介质进入工厂端接箍与外螺纹连接处造成的。为分析腐蚀性介质进入的原因,进行了以下试验。
取相同的油管短接2根(编为1#、2#),按要求涂抹螺纹密封脂后进行上扣试验,然后,根据该内喷涂油管生产工艺,将2#样品在烘箱内加热至180℃后,保温1h,之后,将1#、2#样品接箍分别卸下进行观察,如表4所示。
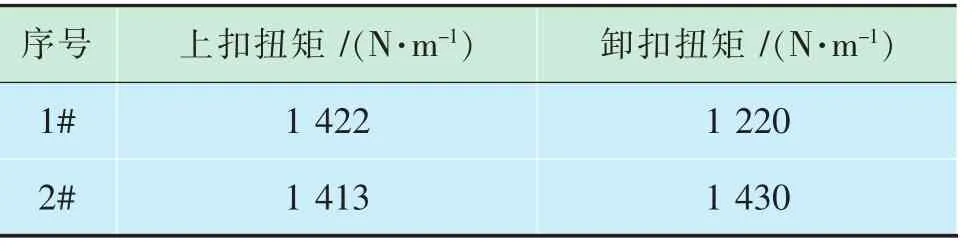
表4 上卸扣扭矩对比
观察试验样品及由表4可以看出:①180℃以上加热后,由于螺纹脂挥发减少,增大了螺纹之间的摩擦力,导致卸扣扭矩增大。②180℃以上加热后,油管端部、根部螺纹脂明显减少,部分区域牙底已裸露。
根据油管内外螺纹连接状态可知,油管连接时,内外螺纹间存在间隙。以10牙螺纹为例,根据GB/T 19830规定,螺纹连接时牙顶与牙底的名义高度间隙为 0.076 2mm,极限公差情况下,该间隙为0.152 4mm,由锥度偏差引起的间隙为此间隙的2.3倍。此类间隙将成为泄露的主要通道。一般情况下,通过螺纹牙的表面涂层和螺纹密封脂可以有效填充该间隙,达到密封效果。当螺纹密封脂缺失时,将造成该泄露通道打开,导致液体介质进入此间隙中。
图4为CARP内喷涂油管连接状态示意图。

根据生产工艺得知,油管内喷涂时,工厂端接箍不进行拆卸,在喷涂过程中,由于油管外螺纹存在倒角,在管端与接箍连接处,存在间隙,在喷涂过程中,该间隙无法保证完全被涂料填塞,如图4工厂端螺纹与接箍连接处。现场端上扣过程中,随着螺纹的挤压旋进,涂层被“搓起”,填塞至内外螺纹的缝隙处,如图4非工厂端螺纹与接箍连接处,同时由于螺纹密封脂的存在,将内外螺纹连接处封闭。
当涂层完整无破损时,由于涂层本身具有较强的耐腐蚀性及较低的渗透率,将有效阻止腐蚀性介质对油管的腐蚀。但由于生产过程中涂层存在漏点或管材在运输、使用过程中由于振动等原因造成工厂端外螺纹与接箍连接处涂层破损,或者管体内压力过大,使得该管材在使用过程中介质得以渗入内外螺纹连接处。
3 失效原因分析
该井采出液具有较高的Cl-离子浓度及矿化度,因此具有较高的电导率及腐蚀性,当液体介质渗入时,管体金属与涂层之间构成电化学腐蚀环境,液体介质充当了该电池的电解液,金属裸露部位是腐蚀电池的阳极,而附近的涂层则构成阴极,形成了一种小阳极大阴极的腐蚀电池,使小阳极区域很快发生腐蚀,随着液体介质的不断渗入,腐蚀不断向螺纹根部发展,在螺纹牙侧密封效果尚未失效的部位,腐蚀将延油管圆周方向扩展,随着腐蚀的加剧,螺纹处管体壁厚逐渐减薄,最终刺穿失效。
4 结 论
(1)由于生产工艺导致螺纹密封脂减少,降低了油管螺纹的密封性。
(2)由于生产过程中工厂端接箍与管子端部间隙部位涂层存在漏点或管材在运输、使用过程中由于振动等原因造成工厂端外螺纹与接箍连接处涂层破损,致使井下液体介质进入,形成电化学腐蚀环境,造成外螺纹的腐蚀。
(3)建议改进CARP内喷涂油管的生产工艺,将管体与接箍分开喷涂,最后涂密封脂后连接在一起。
[1]杨德均,沈卓身.金属腐蚀学[M].北京:冶金工业出版社,1999.
[2]GB/T 228-2002金属材料室温拉伸试验方法[S].
[3]GB/T 9253.2-1999石油天然气工业套管、油管和管线管螺纹的加工、测量和检验[S].
CARP inner spray oil tube is a new kind of anti-corrosion and wearable tubes.In the process of using them,corrosion phenomenon occurs to the coupling and screw at the factory end of oil tubes.Based on the detailed description for the corrosion situation,the following things like the mechanical property test,the static water pressure test and chemical components analysis are carried out,together with the group analysis of production fluid of oil wells.Meanwhile,after the reduction of production techniques,the contrastive test is made for this kind of inner spray oil tubes.Based on the analysis of test data,the analysis focuses on the causes of screw corrosion at the factory end of oil tubes,followed by the suggestion of improvement.
CARP inner spray oil tube;screw corrosion;tubing outside screw;casing failure
慕学东(1972-),男,高级工程师,主要从事井下工具质量监督工作。
张箫铃
2011-11-16
猜你喜欢
云南化工(2021年5期)2021-12-21
钢管(2021年6期)2021-05-10
哈尔滨理工大学学报(2019年2期)2019-06-03
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国塑料(2015年9期)2015-10-14
中国新技术新产品(2015年19期)2015-09-02
锻压装备与制造技术(2015年2期)2015-06-26
化工管理(2015年30期)2015-03-23
凿岩机械气动工具(2014年4期)2014-03-01