油管螺纹缺欠原因分析与探讨
2012-11-08 10:01:12李天聪李士铭王国亮
石油工业技术监督 2012年3期
李天聪 黄 强 李士铭 王国亮
中国石化中原油田分公司 采油四厂 (河南 濮阳 457001)
油管螺纹缺欠原因分析与探讨
李天聪 黄 强 李士铭 王国亮
中国石化中原油田分公司 采油四厂 (河南 濮阳 457001)
阐述了油管在石油工业生产过程中的重要作用,指出了因管坯缺陷引起的油管螺纹加工缺欠问题,及油管螺纹缺欠给油田生产带来的质量隐患,并进行了原因分析,为提高油管螺纹制造质量提出了建议。
油管 管坯螺纹缺陷缺欠镦粗质量
油管是石油工业使用量最大的工业产品。它贯穿于石油开采的各个环节,是油田开发石油,把油管下入生产井中从井底将原油、天然气输送到地表面的主要工具,在油田开发漫长的历史过程中起着不可替代的作用。井下作业过程中,由于部分油管出厂时螺纹制造存在有齿高不连续或不规则现象,造成油管上扣啮合时螺纹密封面受到创伤,致使油、气、水井生产管柱螺纹泄漏,导致作业工序返工或生产管柱失效,最终增加生产成本、影响采油速度和采收率。因此,油管螺纹的质量、性能是保证采油(气)井安全可靠性以及油(气)井生产寿命的重要基础。
1 常见油管螺纹缺欠的表现形式
1.1 局部螺纹齿顶圆角不连续
油管外螺纹8牙扣(圆螺纹)齿顶55°圆角不连续,齿顶55°的螺纹在一个侧面局部出现螺纹根部几扣齿顶只有宽度,没有圆度,而另一个侧面则螺纹齿顶圆度完好,这就是局部螺纹齿顶圆角不连续,如图1。
1.2 圆周螺纹齿顶圆角不连续
油管外螺纹8牙(圆螺纹)齿顶55°,镦粗位置根部连续几扣的齿顶只有宽度,没有圆度,形成圆周螺纹齿顶圆角不连续,如图2。
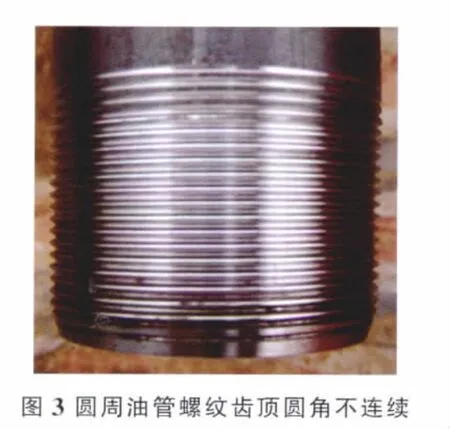
10牙油管螺纹同样存在根部连续几扣的齿顶只有宽度,没有圆度,形成圆周螺纹齿顶圆角不连续,如图3。
2 油管螺纹缺欠造成的质量隐患
石油工业使用的油管都是采用螺纹连接的方式,将油管一根接一根的串联起来连接到井底,并顺利通过试压等现场作业工程,实现油井采油、气井采气和水井注水等功能。因此油管螺纹及螺纹连接是保证油管质量和强度的关键部位,也是造成要害工序返工和工程事故发生的直接原因。它在油田井下作业和油、气、水井生产过程中主要存在以下几个方面的质量隐患:①由于油管螺纹存在缺欠,造成螺纹不密封,引起机采井抽油泵管柱静水柱试压不合格,导致下泵工序失败。②油管螺纹存在缺欠,安全系数必然降低,造成螺纹抗拉强度下降,重载荷作用下螺纹易出现滑脱现象,导致井下落物事故发生。③封隔器分层注水管柱在高注入压力的作用下,当油管内的注入压力超过套管压力10MPa之后,由于油管和套管之间注水压差过大,油套压差不平衡,易出现螺纹泄漏,导致封隔器分层注水井管柱失效。④采气管柱由于油管和套管之间生产压差过大,易出现螺纹泄漏现象,使油管和套管内的生产压力失去平衡控制,造成井底积水,导致采气管柱失效。
上述隐患都是发生在油管螺纹缺欠方面,这些螺纹缺欠的存在严重影响了采油速度和采收率的提高,致使生产成本增加。
3 油管螺纹缺欠原因分析
从同一根外加厚油管8牙圆螺纹的外观分析:图1油管共有螺纹16扣,螺纹总长50.8mm,从油管螺纹的始端向螺纹根部末端计算,自第1扣到第8扣为8牙圆螺纹,而自第9扣到第16扣为方顶螺纹,分布面积为不规则的“v”字形,使用塞规测量,方顶扣的齿高比标准的8牙圆螺纹的齿高低0.07mm。根据图1分析,这根外加厚油管的螺纹属于管坯局部镦粗圆度存在缺陷,导致螺纹高度不够,引起的加工制造缺欠。
而从另一个侧面看,该螺纹全部是标准的8牙圆螺纹扣型。这根加厚油管的镦粗圆度直径达到了标准要求,加工制造出的扣型符合SY/T 6194-1996及API Spec 5B标准要求。
图2油管共有螺纹16扣,螺纹总长50.8mm,从油管螺纹的始端向螺纹根部末端计算,自第1扣到第9扣为8牙圆螺纹,而自第10扣到第16扣为方顶螺纹,分布面积为圆周360°,使用塞规测量,方顶扣的齿高比标准的8牙圆螺纹的齿高低0.07mm。
根据图2分析,这根外加厚油管的螺纹属于管坯镦粗,包括加厚过渡带段镦粗圆度存在缺陷,导致螺纹高度不够,引起的加工制造缺欠。
通过对图1和图2的剖面直观分析,更加说明了这部分外加厚8牙圆螺纹的扣型缺欠是由原材料存在的缺陷引起的。
图3是平式油管外螺纹,10牙圆螺纹扣型,共20扣,螺纹总长50.8mm,从油管螺纹的始端向螺纹根部计算,自第1扣到第15口为10牙圆螺纹,而自第16扣到第20扣为方顶螺纹,方顶螺纹占总扣数的25%,分布范围圆周360°,使用塞规测量,方顶扣的齿高比10牙普通圆螺纹的齿高低0.05mm。
根据图3分析,这部分平式油管的外螺纹也属于管坯圆度存在缺陷,引起的螺纹加工制造缺欠。
4 油管螺纹缺欠的预防措施
4.1 原材料质量控制
原材料性能是油管质量的基本保证,没有性能合格的原材料,根本无法生产出合格的产品。对原材料质量的控制,必须从源头做起,采购→验收→入库→出库→制造,各道程序都要通过质量策划、质量控制和质量改进等手段,确保原材料质量的可靠性、经济性和适用性,从而确保加工制造的产品性能符合SY/T 6194-1996及API Spec 5B标准要求。
4.2 加厚镦粗圆度质量控制
加厚油管两头的加厚部分是由管坯镦粗加工制造而成,要提高管坯的适用性首先必须通过:①控制管料的壁厚尺寸。②控制内成型工具。③控制加厚的外成型工具加厚模的成型尺寸。④控制管坯加热,管端缩短部分的加热温度。⑤控制变形加工工艺等质量控制程序,从而使油管加厚镦粗圆度尺寸满足加工制造的需要。
其次,在每道镦粗工艺中,包括加厚过渡带段都要严格遵循PDCA循环程序。通过计划→实施→检查→处置4个环节的循环,循循渐进,逐步提高产品质量和过程质量。坚持实施大循环套小循环的质量控制程序,不断提升油管加厚镦粗圆度的质量水平。
4.3 加大对产品性能的检测力度
将SY/T 6194-1996套管和油管标准规定的每批200根油管,抽取1根油管的比例进行检查验收,改为每捆油管(14根),抽取1根油管的比例进行检查验收。确保入库产品的外观和几何尺寸,如外圆、不圆度、壁厚及螺纹的锥度、齿高、螺距、牙型角度等符合API Spec 5B规定的技术条件。
5 认识
产品质量优良的油管螺纹,仅靠数控车床加工是难于完成的,只有从源头做起控制好原材料的质量,对管坯的镦粗过程实施全面质量控制方可实现。在管坯镦粗加工制造过程中,建立完整、系统、科学的质量管理体系,对影响螺纹加工质量的加厚镦粗段包括加厚过渡带的关键环节、关键因素、层层把关,严格实施PDCA程序控制,把结果管理转变为过程管理,这样才能提高油管螺纹质量的可靠性、适用性和经济性,最大限度地保障油管使用中的安全可靠性,减少油管失效,延长油管的使用寿命,降低工程成本。
[1]吕栓录,骆发前,周杰,等.双台肩NC50钻杆内螺纹接头纵向开裂原因分析[J].石油工业技术监督,2004,20(8):5-7.
[2]廖凌,崔顺贤,叶顶鹏,等.空气钻井钻杆断裂失效分析[J].石油工业技术监督,2009,25(6):12-14.
[3]李记科,李昱坤,高建忠.实施驻厂监造贯彻油井管标准提高油井管质量[J].石油工业技术监督,2007,23(5):14-16.
An Explanation focuses on the important role of oil tubes in the production of oil industry.Next,some problems are presented including the processing deficits of oil tube screws caused by tube blank deficiency,the quality hidden dangers brought about by tubing screw deficits to the oilfield production.Through the cause analysis,some suggestions are put forward so as to improve the quality of oil tube screw manufacture.
oil tube;tube blank;screws;deficiency;deficit;continuous upsetting;quality
李天聪(1963-),男,工程师,主要从事井下作业质量管理工作。
黄永场
2012-02-01
猜你喜欢
液压与气动(2022年7期)2022-08-08 06:23:20
中国军转民(2022年8期)2022-05-16 09:08:26
微特电机(2021年9期)2021-09-14 02:18:50
石油石化节能(2021年4期)2021-04-28 15:14:46
钛工业进展(2021年1期)2021-03-13 05:41:30
中国钱币(2020年3期)2021-01-07 06:14:42
水利科技与经济(2019年6期)2019-07-05 10:53:22
制造技术与机床(2019年6期)2019-06-25 10:17:18
中国有色金属学报(2017年12期)2017-03-02 02:46:37
重型机械(2016年1期)2016-03-01 03:42:03