甲花片处方及制粒工艺研究Δ
2012-11-02 03:54:26张源周琴妹江苏省中医院制剂部南京210029
中国药房 2012年27期
张源,周琴妹(江苏省中医院制剂部,南京210029)
甲花片处方及制粒工艺研究Δ
张源*,周琴妹(江苏省中医院制剂部,南京210029)
目的:研究甲花片处方及制粒工艺。方法:以颗粒外观、制粒难易程度、颗粒成型率为指标,采用单因素试验考察流化床制粒工艺;以原料粒度、黏合剂浓度、黏合剂用量为指标,以粒度、休止角、颗粒强度、硬度、脆碎度、崩解时限的综合评分为指标,采用正交试验优选甲花片处方。结果:流化床制粒的最佳工艺为物料温度49~53℃、喷雾压力0.10~0.12 MPa、蠕动泵转速度30~38 r·min-1;甲花片最佳处方为干膏粉粒度80目、黏合剂浓度3%、黏合剂用量为干膏粉重量的180%~200%。结论:采用流化床制粒法并对处方和工艺进行定量化控制,可以得到质量合格的制剂。
甲花片;正交试验;流化床制粒;工艺研究
甲花即黄蜀葵花,为锦葵科植物黄蜀葵Abelmoschus manihot(L.)Medic.的干燥花冠(带雄蕊与花柱)。性寒、滑,味甘,无毒,具有清利湿热、消炎解毒之功效,内服治疗五淋、水肿;外用治疗痈疽肿毒、汤火烫伤[1]。甲花片(我院制剂,批准文号:苏药制字Z04000511),是甲花原粉及其提取物制成的中药半浸膏片,主治急、慢性肾炎,在我院临床使用十多年,疗效显著。笔者曾改进了甲花片的成型工艺处方及其制备工艺[2],将其改为薄膜包衣片,以提高片剂质量。但放大生产时常发生片剂质量不稳定现象,故笔者对甲花片的处方和制粒工艺再进行研究,以提高甲花片的质量。
1 仪器与试药
WBF-Ⅱ多功能流化床制粒包衣机(重庆英格造粒包衣技术有限公司);YK-160摇摆颗粒机(江苏常州市益民干燥设备厂);槽形混合机(江苏瑰宝集团有限公司);ZPW21 B旋转式压片机(上海天和制药机械有限公司);LB-881 B崩解仪(江苏无锡科达仪器厂);CJY-2 A片剂脆碎硬度测定仪(上海黄海药检仪器有限公司)。
甲花干膏粉(本院自制,批号:100401);羟丙基甲基纤维素(HPMC,安徽山河药用辅料有限公司)。
2 方法与结果
2.1 制粒工艺
取甲花干膏粉600 g,用2%HPMC水溶液(1200 mL)为黏合剂进行喷雾制粒。选择人工进料,将物料放入料筒内,启动程序,使物料在料筒内呈沸腾状态。调节进风温度、风机流量、雾化压力、供液速度,待物料温度至约50℃时,开始喷黏合剂浆液,控制颗粒长大程度,直到获得大小圆整、均匀,适合压片要求的颗粒为止。干燥颗粒,出料。以颗粒外观、制粒难易程度和颗粒成型率(颗粒成型率=制粒所得16~80目颗粒重量/(制粒前干膏粉重量+黏合剂重量)×100%)为评价指标,采用单因素试验考察制粒工艺。
2.2 单因素试验考察流化床制粒工艺
2.2.1 物料温度按“2.1”项下方法试验,将物料温度分别控制在43~46、48~56、60℃以上制粒,观察颗粒外观、制粒难易程度,并计算颗粒成型率,结果见表1。

表1 物料温度对颗粒质量的影响Tab 1Influence of material temperature on granules quality
由表1可知,制粒物料温度控制在48~56℃时,颗粒成型率可达90%以上。由于机器的热风加热控制方式为简单的“开”、“关”模式,当温度达到设定值时应停止加热,但加热器仍然有余热使空气温度继续上升,反之亦然,这样就造成温度有一波动范围。根据生产经验,温度波动太大易使颗粒粒径分布宽,从而影响制粒质量。操作时应密切观察物料温度变化及流化状态,尽量使温度波动较小。故物料温度控制在49~53℃最佳。
2.2.2 雾化压力按“2.1”项下方法试验,将雾化压力分别调成0.08、0.10、0.12、0.15、0.20MPa,喷雾制粒,观察颗粒外观、制粒难易程度,并计算颗粒成型率,结果见表2。
由表2可知,雾化压力在0.1~0.12MPa之间时,制粒顺利,制得的颗粒质量较好。
2.2.3 蠕动泵转速按“2.1”项下方法试验,将蠕动泵转速分别设定为44、40、35、30、25、20 r·min-1,喷雾制粒,观察颗粒外观、制粒难易程度,并计算颗粒成型率,结果见表3。

表2 雾化压力对颗粒质量的影响Tab 2 Influence of pressure of spray on granules quality
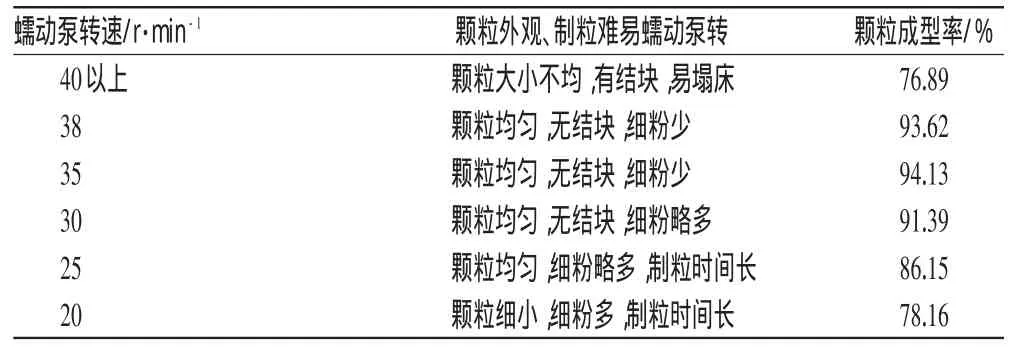
表3 蠕动泵转速对颗粒质量的影响Tab 3Influence of speed of peristaltic pump on granules quality
由表3可知,蠕动泵转速在30~38 r·min-1之间为宜。
由以上试验可知,甲花片流化床制粒的最佳工艺为物料温度49~53℃、喷雾压力0.10~0.12 MPa、蠕动泵转速:30~38 r·min-1。
2.3 正交试验优选制剂处方
2.3.1 正交设计根据经验,选取原料粒度(A)、黏合剂浓度(B)和黏合剂用量(C)为考察因素,选用L9(34)正交表进行试验。因素水平见表4。
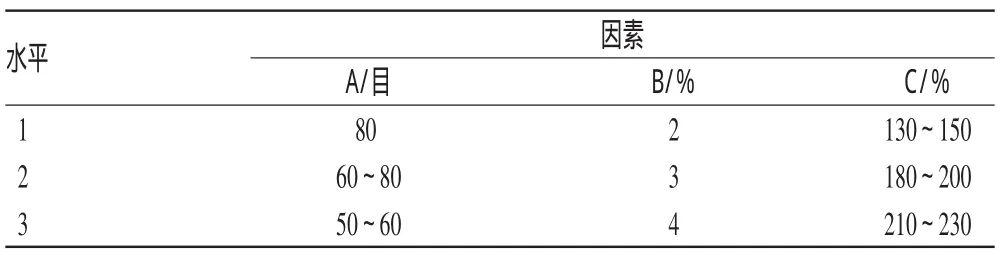
表4 因素水平Tab 4Factor and levels
2.3.2 各评价指标的测定(1)颗粒粒度、休止角,片剂硬度、脆碎度、崩解时限、重量差异的测定:参见文献[3,4]方法。(2)颗粒强度的测定:取16~60目的颗粒5.0 g,放入片剂脆碎硬度测定仪中,使用脆碎一档,将脆碎试验后的颗粒过60目筛,称定60目筛上残留重量(W),颗粒的强度值=(W/5.0)×100%。(3)评分方法:将各指标评分相加得多指标综合评分。片重不足或崩解时限不合格者,计为0分;分值高,表示成型性好。数据处理及评分内容见表5。
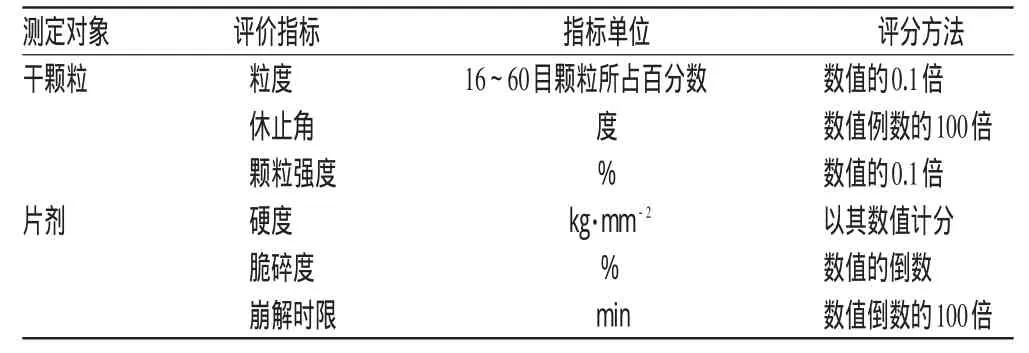
表5 数据处理及评分内容Tab 5Data processing and grading methods
2.3.3 正交试验结果按上述评分方法进行综合评分,对评分结果进行方差分析,优选最佳处方。正交试验结果见表6;方差分析结果见表7。
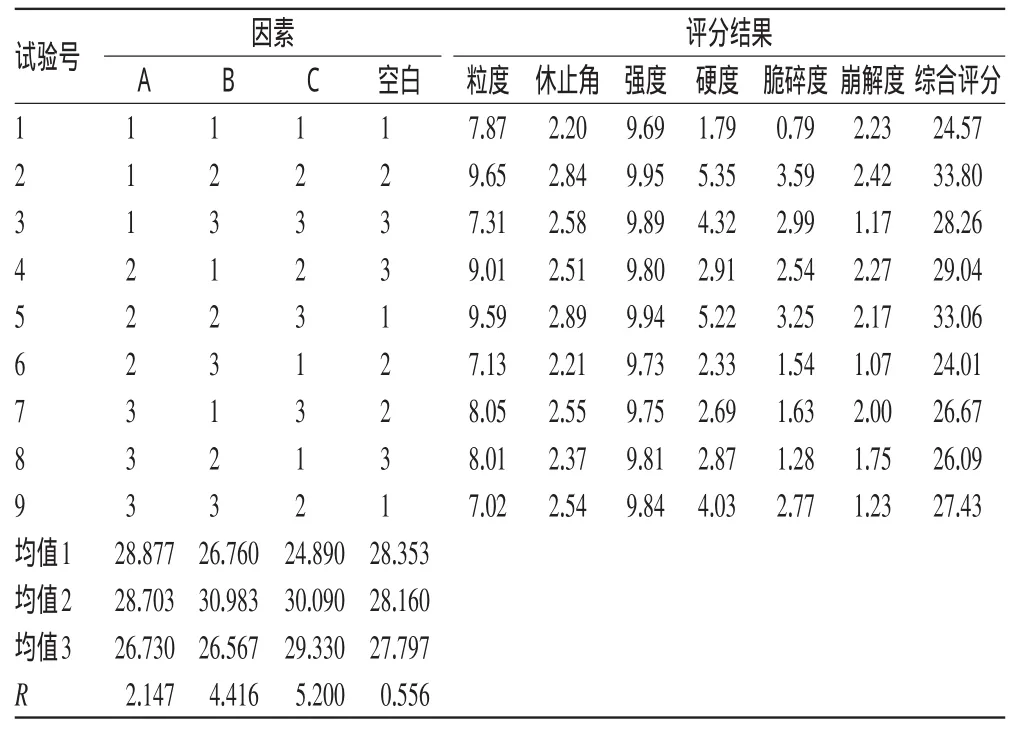
表6 正交试验结果Tab 6 Results of orthogonal experiment
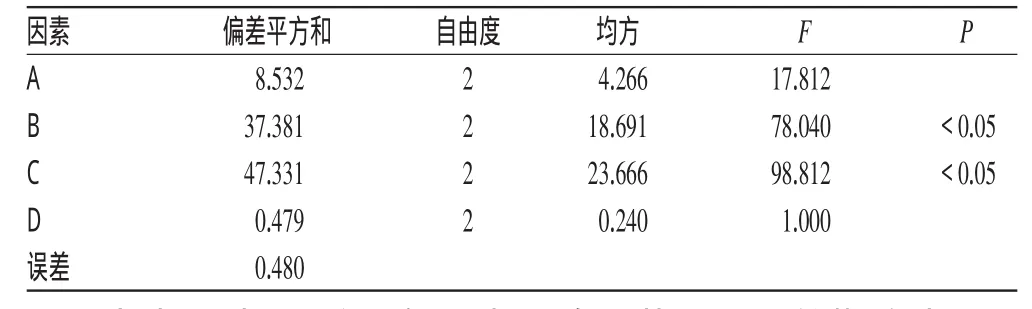
表7 方差分析结果Tab 7Results of analysis of variance
由表6、表7可知,各因素影响甲花片质量的顺序为C>B>A。其中,黏合剂用量和黏合剂浓度有显著性影响(P<0.05),较佳处方为A1B2C2,即干膏粉粒度80目,黏合剂浓度为为3%,黏合剂用量为干膏粉重量的180%~200%。
2.4 工艺验证试验
根据上述试验结果,确定甲花片处方为甲花片干膏粉粒度80目,以3%HPMC水溶液为黏合剂,用量为干膏粉量的180%~200%,采用流化床制粒法制粒,工艺为物料温度49~53℃,雾化压力0.10~0.12MPa,蠕动泵供液速度30~38r· min-1。在此优化条件下制备3批甲花片,为了简化验证过程,从评价指标中选取颗粒粒度、强度,片剂硬度、脆碎度为指标,进行验证试验,结果见表8。
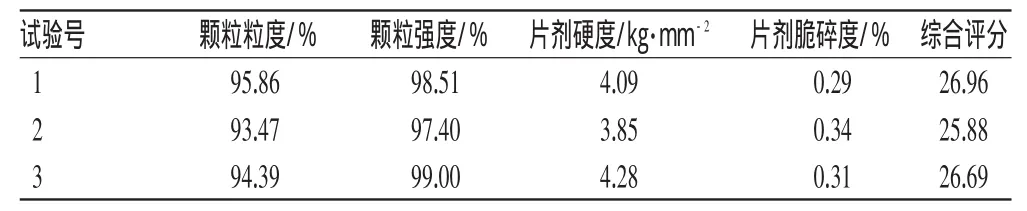
表8 工艺验证试验结果Tab 8 Results of verification test
验证试验结果表明,对制粒的处方和工艺进行定量化控制,可以得到质量合格的制剂。
3 讨论
甲花片原制粒工艺是取干膏粉,加入10%淀粉浆和适量乙醇,以摇摆式制粒机湿法制粒。笔者在放大生产时,发现此工艺存在如下问题:一是淀粉浆会随着浆温的下降黏结成块,渗透力下降,造成制粒过程中软材较难湿润,所制颗粒松散,可压性低,片芯耐磨性较差、强度低;二是摇摆制粒机湿法制粒时,颗粒性质受人为因素影响较大,不同批次间颗粒一致性较难控制。
采用流化床制粒可通过参数设定、调节,实现制粒操作定量化,使制得的颗粒大小均匀、外观圆整、流动性好,不同批次间颗粒性质重现性高;压成的片剂重量差异小、硬度好、崩解迅速[5]。
物料温度是影响制粒的关键因素,一般无需设置,在实际操作过程中可通过调节进风温度和风机流量来控制。因为筒内物料的温度受制于物料的水分含量,物料的温度随水分含量增大而迅速降低。实际操作中必须保持水分的蒸发速度与水分的带入速度一致,此时物料温度则恒定在某个温度。故若进风温度、风机流量适宜,物料就会处于很好的流化状态,热交换就会处于平衡态,这将有利于制粒。
采用流化床制粒时,用适当浓度的HPMC溶液作黏合剂,易于操作,可制得均匀、流动性好的颗粒。黏合剂浆液温度宜在50℃左右,这样可降低其黏性和稠度,增强其雾化效果,利于颗粒成型。
在中药制粒过程中,特别是喷入黏合剂或以中药提取液作黏合剂时,供液速度可采用先慢至快最后慢的方法,这样可使提取液先长成小颗粒,再长成大颗粒,最后加固使之成为结实的颗粒。并且安装喷枪针阀时应使喷嘴孔较大,否则喷雾过程中容易发生喷枪嘴堵塞,本试验中笔者将针阀安装在4~5档之间(共5档)。
笔者以相似的方法详细考察了压片的处方及工艺因素对片剂质量的影响,将另文发表。
[1]崔福德,游本刚.粉体技术在制药工业中的应用[J].中国药剂学杂志,2003,1(2):68-74.
[2]张源.甲花片薄膜包衣的生产工艺优化[J].中国药师,2009,12(12):1742.
[3]国家药典委员会.中华人民共和国药典(一部)[S].2010年版.北京:中国医药科技出版社,2010:附录7.
[4]黄维安.多指标综合研究中药半浸膏片乙醇制粒的生产工艺[J].中成药,1995,17(11):3.
[5]庞凤华,郑捷,罗佩霞.一步制粒法在补肾强身片生产中的应用[J].中成药,2006,28(4):570.
Granulation Process and Prescription for Jiahua Tablet
ZHANG Yuan,ZHOU Qin-mei(Dept.of Preparations,Jiangsu Hospital of Traditional Chinese Medicine,Nanjing 210029,China)
OBJECTIVE:To study the prescription and granulation process for Jiahua tablet.METHODS:Fluid-bed granulation process was investigated by single factor test with appearance of granules,degree of difficulty and ratio of briquetting;the prescription of Jiahua tablet was optimized orthogonal design test with granularity of raw material,concentration and amount of adhesives as index using granularity,angle of repose,intensity,rigidity and friability of granules and disintegration time limit as index.RESULTS:The optimal fluid-bed granulation process was as follows:material temperature of 49~53℃,pressure spray of 0.10~0.12MPa,speed of peristaltic pump of 30~38r·min-1.The optimal prescription was as follows:granularity of dry extract power of 80mesh,adhesives concentration of 3%,amount of adhesives was 180%~200%of the weight of dry extract power.CONCLUSION:By fluid-bed granulation method,prescription and process have been controlled quantitatively to obtain qualified tablet.
Jiahua tablet;Orthogonal test;Fluid-bed granulation;Technology
R284.2;R283.62
A
1001-0408(2012)27-2519-03
2011-07-14
2011-09-18)
DOI10.6039/j.issn.1001-0408.2012.27.08
猜你喜欢
躬耕(2024年2期)2024-03-07 01:55:21
山东冶金(2023年4期)2023-08-31 04:09:18
中南大学学报(自然科学版)(2022年8期)2022-09-21 09:56:56
中成药(2018年4期)2018-04-26 07:13:08
纺织服装教育(2018年4期)2018-04-03 13:59:40
小学科学(2017年10期)2017-10-30 17:54:49
为了孩子(孕0~3岁)(2017年9期)2017-09-13 04:05:22
大众投资指南(2016年9期)2016-09-20 09:14:45
女友·家园(2016年6期)2016-08-09 21:02:59
Journal of Systems Engineering and Electronics(2015年3期)2015-04-11 02:35:37