Nd:YAG激光焊接对铝锂合金组织和织构的影响
2012-10-30 13:22李晓延贺定勇巩水利
材料工程 2012年5期
崔 丽,李晓延,贺定勇,陈 俐,巩水利
(1北京工业大学 材料科学与工程学院,北京100124;2北京航空制造工程研究所 高能束流加工技术研究室,北京100024)
Nd:YAG激光焊接对铝锂合金组织和织构的影响
崔 丽1,李晓延1,贺定勇1,陈 俐2,巩水利2
(1北京工业大学 材料科学与工程学院,北京100124;2北京航空制造工程研究所 高能束流加工技术研究室,北京100024)
一直以来,世界范围内的能源消耗不断增长,而且在可预见的未来还将持续增长。减重增效已被世界各国公认为提高能源利用效率的重要手段。而轻金属结构材料的使用是减轻整体结构质量、提高能源利用效率的有效途径之一[1]。在航空航天工业中,铝锂合金由于具有低密度,高比强度和比刚度,优良的低温性能,良好的耐腐蚀性和卓越的超塑成形性能,用其取代常规铝合金,可使构件质量减轻10%~15%,刚度提高15%~20%[2,3],被认为是21世纪航空航天工业的最理想的轻质高强结构材料。在航空航天工业中,用焊接工艺代替传统的铆接等机械工艺可以减轻结构质量,提高运载能力,获得显著的经济效益,焊接是铝锂合金结构制造的重要手段。至今,人们采用了多种工艺方法进行焊接,传统的弧焊工艺热输入量大,变形严重,接头强度较低,制约了这种材料尤其是薄板结构应用的进一步扩大。相比之下,激光焊接具有输入线能量小,变形小,接头性能优良等优点,有望解决现有工艺存在的问题。
5A90铝锂合金是Al-Li-Mg系的一种新型国产化合金材料,是前苏联1420铝锂合金的相近牌号,具有中等强度、良好的抗腐蚀性和出色的焊接性[3]。虽然国内外对于1420合金焊接的研究报道较多,但关于5A90铝锂合金激光焊接的问题目前研究报道很少,特别是激光焊接方面,主要涉及金属蒸气/等离子体特征[4,5],焊接工艺及焊接缺陷分析[6,7],焊接接头的组织及力学性能方面[3,8,9]。由上述文献可以看出,目前对于5A90铝锂合金焊接接头组织精细结构的研究,国内外鲜有报道。
众所周知,焊接接头的力学性能取决于其微观组织和结构。当5A90铝锂合金经过激光焊接后,其接头焊缝中凝固组织、合金元素的分布及晶粒取向等发生改变,而组织差别必然引起力学性能的不同。为了揭示这一改变,利用光学显微镜、扫描电镜观察了焊缝、热影响区(Heat Affected Zone,HAZ)及母材的显微组织,采用SEM/EDS能谱分析了焊缝中的合金元素分布,采用EBSD技术测试了焊缝中的晶粒取向,目的是探讨激光焊对铝锂合金微观组织结构的影响,为合理制定5A90铝锂合金激光焊工艺提供依据,也将为铝锂合金激光焊接结构在航空器结构中的应用奠定基础。
1 实验材料与方法
实验材料为国产5A90铝锂合金,厚度为3mm,其化学成分如表1所示。激光焊接系统采用AM356型Nd:YAG激光器,最大输出功率4.5kW,激光连续输出,光束质量参数为25mm·mrad,传输激光的光纤直径为0.6mm,聚焦透镜焦距为200mm。焊前用化学方法去除试件表面的油脂和氧化膜。焊接实验采用平板对接方式,焊接速率2.7m/min,激光功率1.8kW,激光离焦量为0mm。焊接过程中采用高纯度氩气对焊接区进行背保护和侧吹保护。

表1 5A90铝锂合金化学成分(质量分数/%)Table 1 Chemical composition of 5A90Al-Li alloys(mass fraction/%)
焊后线切割试板,经过镶样、研磨、抛光和腐蚀,制成金相试样,分别采用光学显微镜、扫描电镜HitachiS-3400NSEM进行母材、HAZ及焊缝凝固组织的观察,并利用SEM/EDS能谱分析了焊缝中合金元素的分布。采用EBSD技术进行焊缝及母材晶粒取向的分析,扫描电镜为JEOL-JSM-6500FSEM,工作电压为15kV,试样使用1∶3的硝酸甲醇溶液双喷穿孔制备EBSD样品薄膜。
2 结果与讨论
2.1 焊缝凝固组织形态
从5A90铝锂合金激光焊接头横截面形貌(见图1)可知,接头包括母材、热影响区和焊缝金属三部分,热影响区的宽度很窄,这是由激光焊接热输入小的特点决定的。图2为图1中各标记部分对应的高倍SEM图片。由图2(a)可知,母材具有明显轧制特征的拉长的扁平组织,晶粒平均尺寸在10~30μm之间。图2(b)中的HAZ拉长的扁平状晶粒组织明显粗化,尺寸在30~100μm之间,但晶粒的形态没有改变。焊缝金属组织呈现独特的等轴树枝晶形态,如图2(c)所示。

图1 5A90铝锂合金激光焊接头横截面形貌Fig.1 Cross-section of laser welded joints in 5A90Al-Li alloys
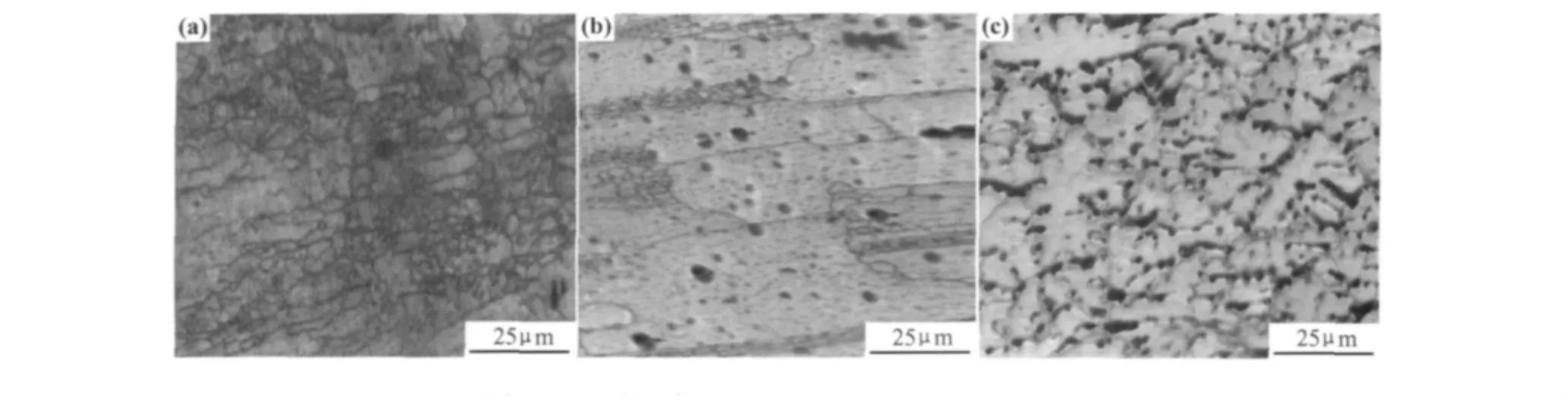
图2 5A90铝锂合金(a)、HAZ(b)和焊缝(c)显微组织Fig.2 Microstructure of 5A90Al-Li alloys(a),HAZ(b)and weld(c)
在熔合线附近焊缝边缘形成了一个等轴细晶区(non-dendritic equiaxed grain zone,EQZ),晶粒尺寸3~10μm之间,呈球形,无分枝,但EQZ的宽度很小,仅为100~200μm,如图3所示。由图3可知,5A90铝锂合金激光焊焊缝中只有两种晶粒组织:焊缝边缘是等轴细晶区EQZ,其余区域为等轴枝晶。等轴枝晶不仅在焊缝中心形成,在焊缝宽度的90%左右的区域都形成了等轴树枝晶。焊缝中形成的大量等轴枝晶可以用金属组分过冷和异质形核理论来解释。
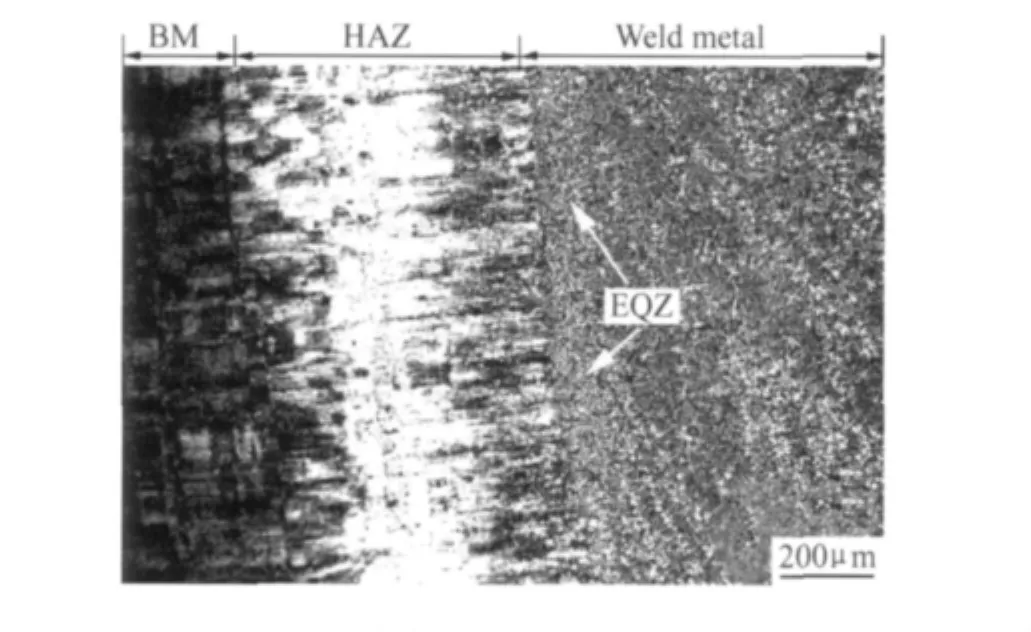
图3 焊缝熔合线附近的等轴细晶区Fig.3 EQZ along the fusion line of the weld
根据合金凝固理论,凝固组织形态与合金凝固过程中由于溶质分布而形成的“组分过冷”有关。是否产生组分过冷,决定于温度梯度G和液相线温度TL的对比关系。产生组分过冷的临界条件是液相的实际温度T≤TL,可用式(1)近似表达该条件:

式中:G为液相中温度梯度;R为结晶速率;C0为合金中溶质浓度;k0为分配系数;D为溶质在液相中的扩散系数;m为液相线斜率。
在溶质浓度C0一定时,G/R是影响组分过冷度的重要参数。G/R越小,即降低温度梯度G或提高界面成长速率R,组分过冷度越大,且随G/R减小,焊缝凝固组织将按照胞状晶→胞状枝晶→柱状枝晶→等轴枝晶的顺序变化[10]。通常焊接冷却情况下,熔池结晶从熔合线开始,由于熔合线附近G最大,而R最小,不易满足组分过冷条件,一般新相是以半熔合区(Partially Melted Zone,PMZ)中未熔化的母材晶粒作为现成表面,以联生结晶方式生长。而5A90铝锂合金在HAZ与焊缝之间存在EQZ,这与联生结晶方式不同,因此焊缝中的新相形核不是来源于PMZ而是焊缝中未熔的异质颗粒。已有的研究结果证实,EQZ的形成与母材之间没有明显的联生结晶特征,而是来源于亚稳态Al3Zr粒子的异质形核和EQZ颗粒的结晶前沿存在较小的成分过冷度[11,12]。
与EQZ的形成机制不同,焊缝中等轴枝晶的形成则需要母材中较多的异质形核点和结晶前沿较高的成分过冷度,这是由5A90铝锂合金的成分和激光焊接工艺特点决定的。5A90合金中含有2%Li(质量分数,下同)和5%Mg元素及微量的Zr元素,Mg元素含量较多时,固液界面张力进一步降低,临界形核功也随之减少;Zr元素可与Al形成高熔点的平衡态的四方相Al3Zr粒子,可作为焊缝金属结晶的非均匀形核的核心。从组分过冷方面来看,Li是降低铝液表面张力最为有效的元素,Li元素在Al中的分配系数小于1,且作为表面活性元素易富集在固液界面前沿的液相中,这将增大组分过冷度。此外,从Nd:YAG激光焊接工艺参数看,冷却速率很快,这也进一步增大组分过冷度,有利于焊缝中大量等轴枝晶的形成,因此,5A90铝锂合金的成分特点和激光焊接工艺特点两方面导致了焊缝中出现了大量的等轴枝晶。
2.2 焊缝中合金元素的分布
在焊缝横截面上、中、下三个位置沿水平方向进行了SEM/EDS能谱线扫描,线扫描结果证实了焊缝中Al,Mg元素分布的不均匀性,得到了相同的焊缝中溶质元素的分布趋势,其中焊缝中部SEM/EDS线扫描结果如图4所示。
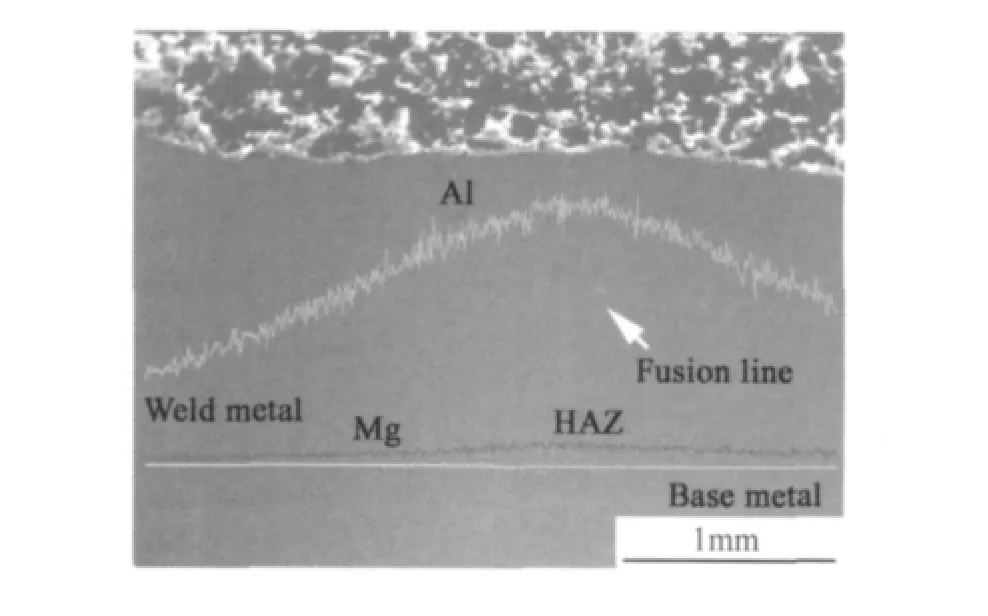
图4 沿横截焊缝中部方向的元素分布Fig.4 Elements distribution along the transverse weld direction in the middle part
由图4可知,焊缝中Al,Mg元素焊缝宽度方向的相对浓度发生变化,在焊缝熔合线附近含量较高,而在焊缝中心部位含量低。焊缝中合金元素的分布情况是焊接过程熔池中金属液体的运动和元素扩散共同作用的结果,因此,焊缝元素分布特征可以从Nd:YAG激光焊接熔池的形成运动特点和扩散机理进行解释。但在激光焊接时,冷却速率很快,熔池中强烈的对流对元素分布的影响明显大于扩散作用。激光焊接时,由于激光束的功率密度很高,在金属蒸发反作用力等力的共同作用下,液态金属从小孔中喷射出,形成了表面液态金属由激光小孔向熔池边缘的流动[13],此时会把溶质“赶”向熔池的边缘(即熔合线),形成溶质高浓度区。
2.3 焊缝中的晶粒取向
图5是5A90铝锂合金组织(图2(a))及其焊缝组织(图2(c))EBSD选区上测得的{001},{111}散点极图。由图5(a)可以看出,该合金具有很强的典型冷轧铜型织构,并以S型织构{123}〈634〉取向为主,这与研究报道的面心立方金属的冷轧织构完全一致。而图5(b)焊缝的{001}及{111}极图显示了焊缝晶粒取向的随机分布,表明Nd:YAG激光焊接使5A90铝锂合金的晶粒取向发生了很大变化。这是因为焊缝是在加热熔化后经过结晶及连续冷却形成的,是一种快速冷却的铸态组织。在凝固过程中,焊缝液态金属以Al3Zr和Al3(Li,Zr)粒子为晶核随机均匀地生成并长大,因此结晶后的焊缝组织晶粒没有择优取向,即织构呈随机分布的状态。这个结果与HECTOR L G等[14]的研究结果一致,焊缝中等轴枝晶的织构分布为任意取向的随机分布。这进一步证实了焊缝金属的异质形核机理。
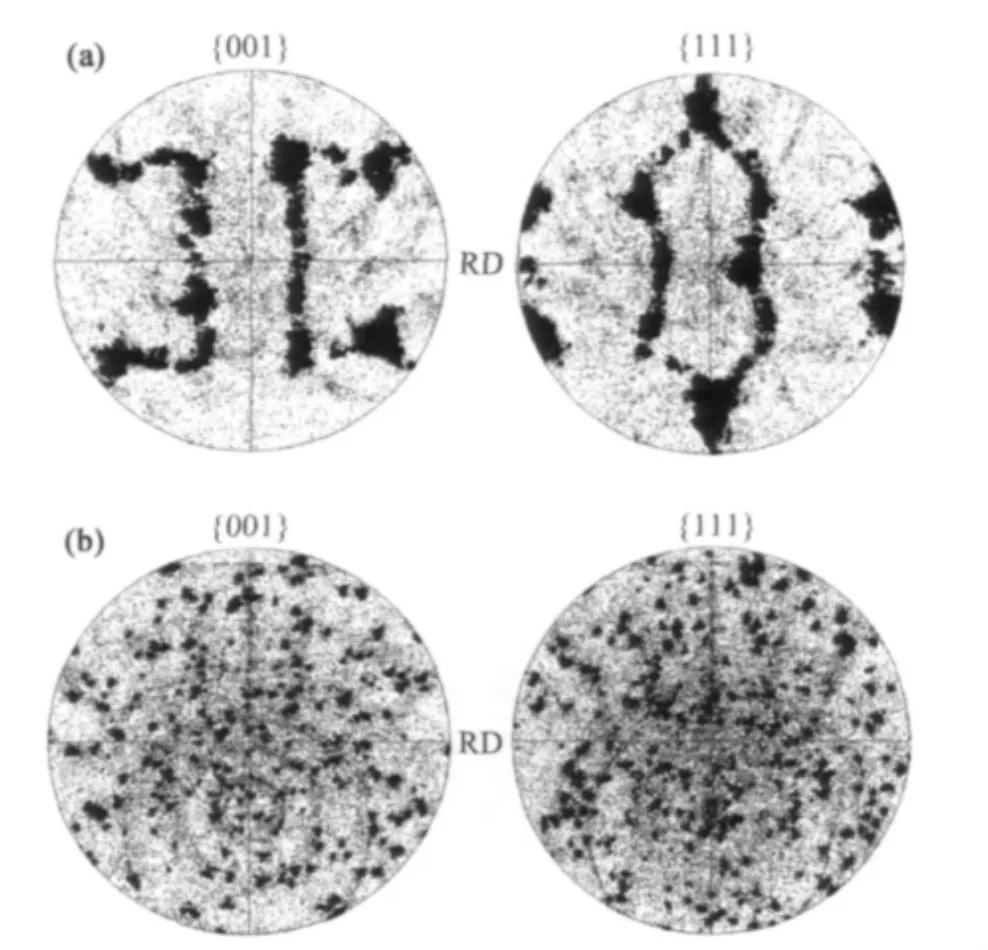
图5 5A90铝锂合金(a)及焊缝(b)的{001},{111}散点极图Fig.5 {001},{111}pole figure for 5A90Al-Li alloys(a)and weld(b)
3 结论
(1)5A90铝锂合金激光焊焊缝区形成了大量的等轴枝晶组织,这是由于焊缝中存在较多的异质形核点和较高的成分过冷度。
(2)SEM/EDS能谱线扫描结果表明,焊缝中Al,Mg元素焊缝宽度方向的相对浓度发生变化,在焊缝熔合线附近含量较高,而在焊缝中心部位含量低。
(3)5A90铝锂合金及焊缝{001},{111}散点极图表明,焊缝中没有织构,晶粒取向呈随机分布的状态,激光焊接完全改变了母材典型的冷轧织构。
[1]李晓延,杨晓华,兑卫真,等.时效对Sn-3.8Ag-0.7Cu/Cu焊料接头的组织和拉伸性能的影响[J].机械强度,2008,30(1):24-28.
[2]周昌荣,潘青林,朱朝明,等.新型铝锂合金的研究和发展[J].材料导报,2004,18(5):30-32.
[3]巴瑞章,巩水利.5A90铝锂合金激光焊接力学性能[A].2005年中国机械工程学会年会论文集[C].重庆:中国机械工业出版社,2005.417-420.
[4]DUAN A Q,CHEN L.The dynamic characteristics of the combined plasma during hybrid laser-arc welding of 5A90Al-Li alloy[A].4th Pacific International Conference on Applications of Lasers and Optics[C].Orlando,Florida,USA:Laser Institute of America,2010.
[5]段爱琴,陈俐,国莉.YAG激光焊接5A90铝锂合金金属蒸汽/等离子体特征[J].稀有金属材料与工程,2009,38(s3):160-164.
[6]许飞,陈俐,巩水利,等.焊接电流对铝锂合金激光-MIG复合焊焊缝成形的影响[J].热加工工艺,2009,38(7):103-105.
[7]杨璟,李晓延,巩水利,等.铝锂合金复合焊焊缝成形特征[J].焊接学报,2010,31(2):81-86.
[8]JIN Y M,CHEN L,YU Y S.The research on the joint microstructure and properties of dual spot laser beam welding of 5A90 Al-Li alloy[A].3rd Pacific International Conference on Applications of Lasers and Optics[C].Orlando,Florida,USA:Laser Institute of America,2008.
[9]张庆云,陈俐,陆业航,等.5A90铝锂合金激光焊搭接接头的组织和性能[J].理化检验-物理分册,2010,46(5):292-295.
[10]李小飞,李晓红,熊华平,等.铝锂合金的焊缝组织与开裂敏感性研究[J].航空材料学报,2007,27(3):55-59.
[11]LIN D C,WANG G X,SRIVATSAN T S.A mechanism for the formation of equiaxed grains in welds of aluminum-lithium alloy 2090[J].Materials Science and Engineering A,2003,351(1-2):304-309.
[12]于尔靖,郝传勇,应慧筠,等.铝锂合金焊缝凝固组织特征[J].焊接学报,1996,17(1):1-6.
[13]高志国,黄坚,李铸国,等.基于实验铝合金激光小孔焊熔池表面速度计算[J].上海交通大学学报,2008,42(s):152-154.
[14]HECTOR L G,CHEN Jr Y-L,AGARWAL S,et al.Texture characterization of autogenous Nd:YAG laser welds in AA5182-O and AA 6111-T4aluminum alloys[J].Metallurgical and Materials Transactions A,2004,35A(9):3032-3038.
Effects of Nd:YAG Laser Welding on Microstructure and Texture of Aluminum-lithium Alloys
CUI Li1,LI Xiao-yan1,HE Ding-yong1,CHEN Li2,GONG Shui-li2
(1College of Materials Science and Engineering,Beijing University of Technology,Beijing 100124,China;2Science and Technology on Power Beam Processes Laboratory,Beijing Aeronautical Manufacturing Technology Research Institute,Beijing 100024,China)
采用Nd:YAG激光进行了5A90铝锂合金薄板的对焊实验,借助光学显微镜、扫描电镜及EDS能谱、背散射衍射技术测试了焊缝的显微组织、合金元素分布及焊缝中的微观织构,并与母材进行了比较。结果表明:Nd:YAG激光焊接使5A90铝锂合金的微观组织和微观织构发生了很大的变化。焊缝区呈现出大量的等轴枝晶组织,这是由于焊缝中存在较多的异质形核点和较高的成分过冷度。焊缝中织构呈随机分布的状态,激光焊接完全改变了母材面心立方金属的冷轧织构组织。
铝锂合金;激光焊;焊缝;组织;织构
5A90aluminum-lithium (Al-Li)alloy thin sheets,machined with a square butt weld preparation,were welded by Nd:YAG laser.Microstructure and texture characterization in the laser welds were studied by means of optical microscope(OM),scanning electron microscope(SEM)coupled with energy dispersive X-ray spectroscopy(EDS),electron back scattered diffraction(EBSD),and compared with the unaffected base metal.The results show that the weld metal(WM)microstructure is displayed significant changes in solidification structure,and microtexture.The predominantly fine equiaxed dendritic microstructure in the WM zone is observed and rationalized on the basis of solidification mechanism and heterogeneous nucleation mechanism.The pole figures of 5A90Al-Li sample exhibit a typical cold rolling textures structure of FCC metals,while the laser welds in 5A90Al-Li alloys are shown to exhibit a randomly textured microstructure.
Al-Li alloy;laser welding;weld;microstructure;texture
TG456.7
A
1001-4381(2012)05-0006-04
航空科学基金项目(20085475003);北京市教育委员会科技计划资助项目(00900054R5004)
2010-12-27;
2011-11-04
崔丽(1972—),女,博士,副研究员,主要从事轻合金焊接方面研究工作,联系地址:北京市朝阳区平乐园100号北京工业大学材料学院(100124),E-mail:cuili@bjut.edu.cn
猜你喜欢
工程科学学报(2023年4期)2023-01-07
宝钢技术(2022年3期)2022-07-12
材料科学与工程学报(2016年2期)2017-01-15
光学精密工程(2016年4期)2016-11-07
焊接(2016年10期)2016-02-27
船海工程(2015年4期)2016-01-05
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
中国有色金属学报(2014年2期)2014-06-04
电焊机(2013年5期)2013-08-29