
CPR 1000堆型核电站安全壳钢衬里穹顶吊装辅件磁粉检验
2012-10-27 05:21韩景涛
中国科技信息 2012年9期
韩景涛
江苏中核华兴工程检测有限公司 529941
CPR 1000堆型核电站安全壳钢衬里穹顶吊装辅件磁粉检验
韩景涛
江苏中核华兴工程检测有限公司 529941
本文介绍了核电站穹顶吊装辅件用具的磁粉检测方法,以及在检验过程中需要注意的相关工艺控制。
核电站;穹顶吊装辅件;磁粉检验
1 概述
CPR 1000(改进型压水堆核电站)在建造过程中磁粉检验的标准使用法标RCC-M,穹顶在现场拼装焊接检验完成后,需使用大型吊车进行穹顶整体一次性的吊装就位,使其与核岛安全壳钢衬里筒身12层壁板组对焊接,是核岛建造中较为重要部位。本文简要介绍穹顶吊装施工中所使用到相关辅件的磁粉检验工艺,以及在检验过程中需要注意的相关事项。
核岛穹顶是核电站施工中整体吊装就位最大的钢结构焊接件,其穹顶与安全壳12层筒身的对接精密度要求很高,最大只允许存在3毫米的误差。由于技术装备等原因,过去的核电站安全壳封顶,都是分体焊接拼装后分两次完成穹顶吊装后的就位组对焊接。在对此项施工技术进行工艺改进后,采取穹顶在现场整体拼装后对其实施一次性整体吊装。此项工作的完成,标志着工程建设由土建施工阶段转入安装阶段,是核电站工程建设中的一个重要里程碑。在施工中积累的经验和制定的相关检测工艺,将大力推动核电站建设自主、国产化的发展。
2 安全壳钢衬里穹顶的作用
安全壳钢衬里是核电站防止放射性物质泄漏的重要屏障,它能承受极限事故引起的内压和温度剧增,抵御龙卷风、地震等自然灾害以及外来飞行物的击打与碰撞,包括喷气式飞机坠毁产生的冲击。穹顶呈半球壳状,是反应堆厂房顶盖的内衬部分,内附有喷淋系统、空气监测系统、电气仪表等复杂的装置。穹顶作为反应堆厂房钢衬里的一部分,起着对反应堆厂房密封的作用。
3 穹顶构造及安装
3.1 穹顶的构造
穹顶是安全壳钢衬里的封顶部分,下口与钢衬里筒体12层上口直接对接。穹顶外形为球状的双曲面壳体,由R内径=24000mm的上部球缺和R内径=6000mm的下部圆环带组成。穹顶下口直径Φ内径=37000mm,全高H=11050mm,壳体是由δ=6mm的钢板及其焊接在外侧的角钢∠200×100×10、∠75×50×6所组成的带肋双曲面壳体(如图1)。
3.2 穹顶的拼装及整体吊装
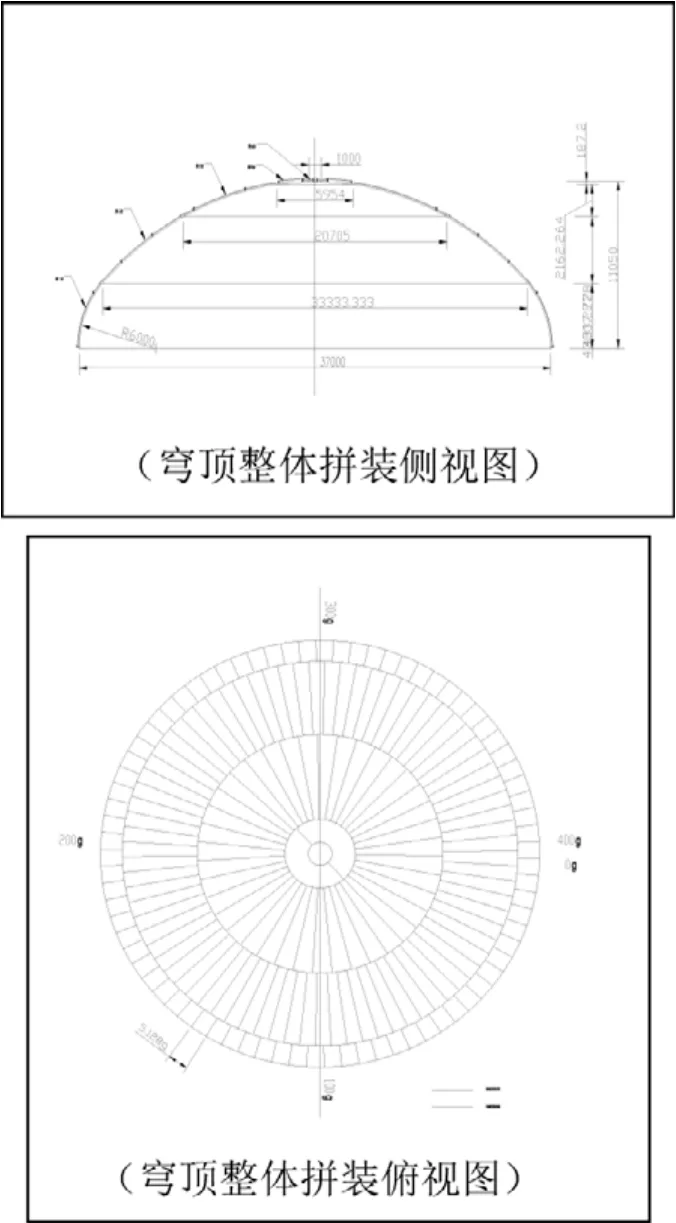
图1
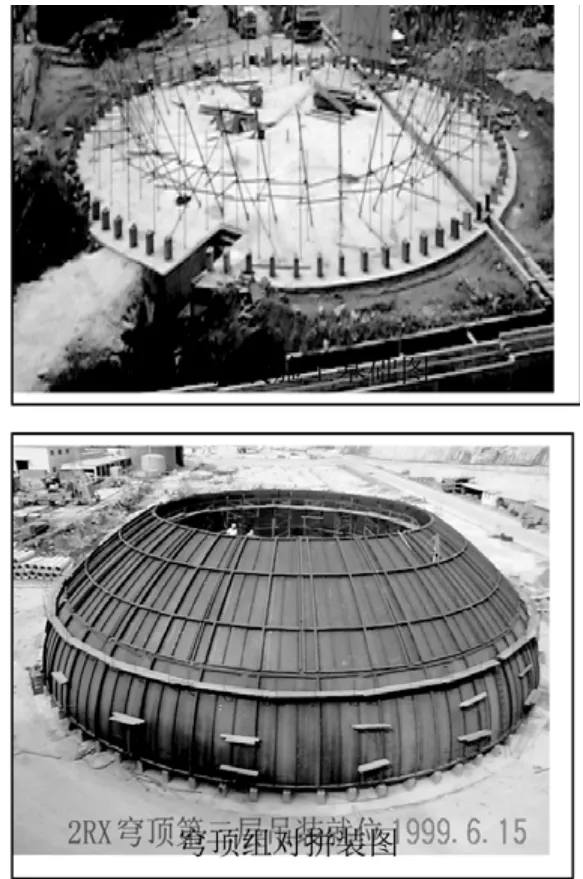
图2
按照设计图纸,穹顶水平分为五层,每层按角度等分为:第一层78等分、第二层78等分、第三层39等分、第四层2等分、第五层为1块圆顶(如图2)。穹顶壁板上有各种类型的贯穿和非贯穿锚固件,用于固定喷淋管道、电缆支架等。穹顶内壁的喷淋管道等设施焊接安装完成后,即可进行与核岛安全壳筒身12层上端口组对焊接前的整体吊装工作(如图3)。
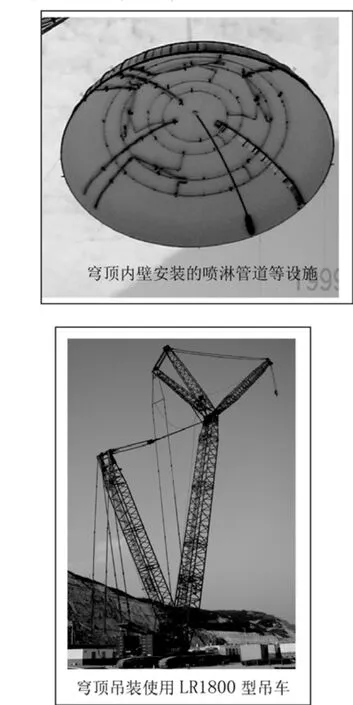
图3
穹顶焊接完成后的重量为150.8T,包括穹顶吊装构件各组件重量:
——穹顶结构重量:143T(含吊耳及内部喷淋管道的重量)
——吊装用索具重量:7.80T
根据起吊重量和国内现有大型吊机拥有情况,采用中国核工业中原建设公司所有的德国LIEBHEER(利勃海尔)公司生产的LR1800型履带式起重吊机,最大起重能力为800吨,并且具有吊载行走能力,进行穹顶一次性整体吊装。在如此重量下的吊装工作中,如果使用到的相关吊装辅件中存在裂纹等危险性缺陷,将给吊装安全带来不可估量的安全隐患,造成极其重大的危害。因此,吊装中所使用到辅件的质量,在该项施工环节中起到了非常重要的作用,为了保证吊装工作处于安全可靠的状态下进行,在使用前需要对吊具作磁粉及其它方法的无损检验。其辅件包括:均匀分布焊接在穹顶外壁钢梁上的13个吊耳焊缝及用于拴挂吊装索具的U型卡环卸扣及吊钩。
4 检验工艺及验收评定
(分为穹顶吊耳,索具U型卡环及吊钩两部分的磁粉检验)如图4。
4.1 穹顶吊耳磁粉检测
①检验方法的选用
吊耳应在焊接完成并经目视检验合格后,方可进行磁粉检验。根据吊耳焊接形式及需要检测出是否存在裂纹等危险性缺陷,选择磁扼法对焊缝进行分段局部磁化检验。焊缝待检表面应清除油污、药皮、铁锈、飞贱物等有碍检测的污垢及杂物。清除方法可选用溶剂清洗、金属刷或砂轮修磨等方式进行。但不可使用有绒毛的布进行擦拭,因为绒毛留在工件表面上会滞留磁粉,给缺陷磁痕判断造成错觉。
检验使用到的设备及材料包括:磁扼探伤机(由活络磁极组成的手提式电磁扼)、喷灌式磁悬液(黑)、反差增强剂、磁场指示器、灵敏度试片等。磁扼探伤机的装置中,尤其是电流表,必须按照规定要求每6个月校验一次,电磁扼的提升力需至少半年校验一次。吊耳磁粉检验相关参数的选用如表1。
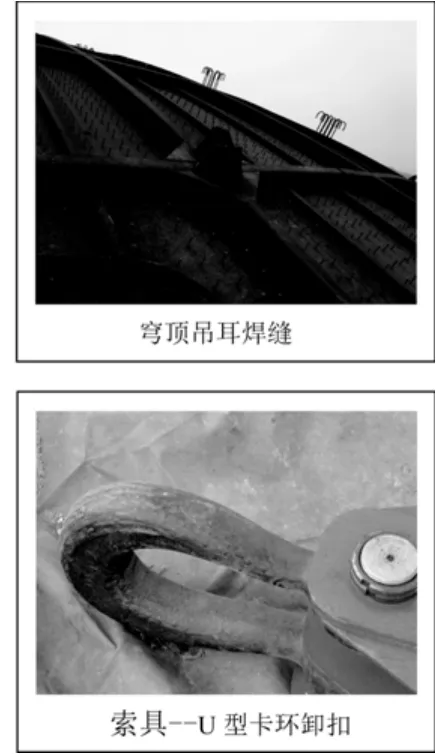
图4
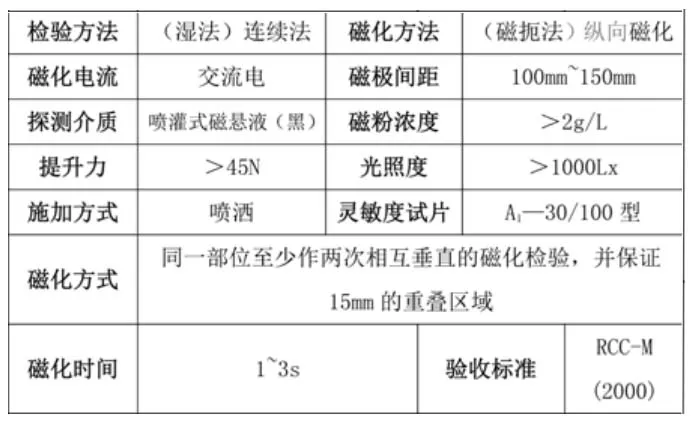
表1
②磁痕判断
磁痕的观察和评定应在磁痕形成后立即进行, 检测中需要注意的是磁痕显示的判定。因缺陷是靠铁磁性微粒出现不均匀的堆积来显示。然而,并不是所有的磁痕显示都表示为缺陷。被检工件几何形状的不规则、待检表面过于粗糙、磁导率变化太大、磁场强度过大、剩磁等都会形成磁痕的假显示。
缺陷显示用磁痕尺寸来表征,对于在检测中发现的线性显示或大于4mm的线性显示均为不合格,并应对不合格部位采取补焊或机械修磨的方式进行返修处理,返修后的部位必须重新进行检验。
4.2 穹顶吊装索具U型卡环及吊钩磁粉检测
①检验方法的选用
技术采购规格书规定,购买进场的U型卡环卸扣及吊钩均应有出厂合格证及负荷承载试验报告,并在使用前应进行磁粉检查,尤其是吊钩环向面和螺纹部位及U型卡环卸扣的开口处及销孔、销轴的螺纹等部位,必须确认在无裂纹等危险性缺陷情况下方可使用。考虑到吊索U型卡环及吊钩其工件的尺寸形状、且工件表面存在一定曲率的曲面,为能使试片与被检工件形成良好的接触面,因此,选择C-8/50型灵敏度试片进行磁粉探伤设备、磁粉和磁悬液的综合性能及系统灵敏度的确定。使用绕电缆法检验工件横向缺陷、触头法检验工件纵向缺陷。鉴于该工件的钢材具有较高的保磁性,为提高检验效率,便于一次性全面观察被检工件螺纹部位的磁痕显示,更好的检验出吊钩螺纹部位及U型卡环开口销螺纹部位是否存在裂纹等危险性缺陷,选择湿剩磁法检验吊钩及卡环的螺纹部位。即在工件两端通电磁化后,将工件浸入盛有事先搅拌均匀磁悬液的容器中,适当浸泡后进行观察。吊钩及U型卡环的半圆形受力部位,使用湿连续法进行磁化检验。检测前进行机械修磨待检卸扣及吊钩的表面,去除漆层使其露出金属光泽。采用先周向、后纵向分两段磁化,周向磁化用触头法从U型卡环及吊钩的两端通电使用连续法进行磁化检验。为防止接触不良引起火花烧伤工件,需要安装接触垫。吊索U型卡环及吊钩磁粉检验相关参数的选用如表2。
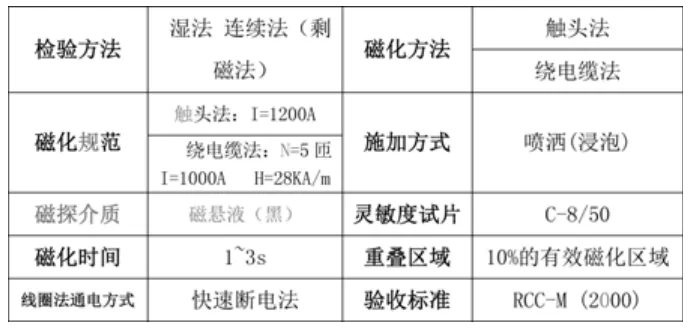
表2
②磁痕判断
该批待检验的U型卡环卸扣及吊钩为新购买产品,排除了工件在经多次使用后容易产生疲劳裂纹等严重缺陷存在的因素。鉴于此项因素,通过对U型卡环卸扣及吊钩进行磁粉检验后,发现存在于工件表面的磁痕显示多为表面的划痕所引起,未发现吊钩及U型卡环开口销螺纹等部位及工件表面存在裂纹等危险性缺陷。但是,考虑到该项吊装工程的重要性,对发现存在划伤磁痕显示的工件,采取机械修磨的方式去除,对修磨较深还存在划痕的U型卡环卸扣及吊钩不纳入到此次的穹顶吊装中使用,以确保吊装处于安全受控状态。
列举卸扣局部表明划伤磁痕显示图片如图5。
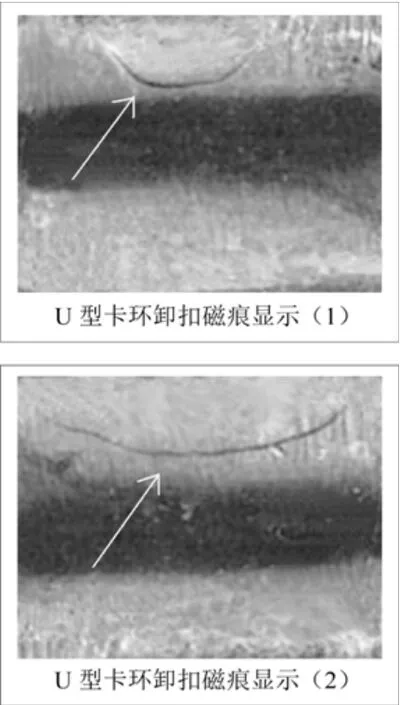
图5
上图5两处划痕为修磨后经磁化检验还存在较深磁痕显示的U型卡环卸扣。
5 各项检验方法在检测过程中需要注意控制的事项
5.1 使用磁扼法进行吊耳角接焊缝磁粉检测时,应控制好以下几点因素环节,以确保检验实施过程的有效、可靠:
①在检验中应考虑到工件上磁化场的大小取决于磁极的间距,且磁场强度随两极距离的增大而减小的因素,注意控制好磁极间距,间距范围在100mm~150mm之内。
②要尽量减小工件与磁扼之间的空隙,因存在的空隙会降低磁化效果,并且在空隙处产生相当强的漏磁场,该漏磁场吸附着磁粉,形成磁粉堆积,在磁极附近形成探伤盲区,盲区范围随着间隙的增大而增大。因此,应使磁极与工件表面良好的接触。
③在检验中为了避免形成漏检,应对工件同一部位要进行90°相互垂直的两次磁化,使存在于工件中不同取向的缺陷都能得到有效的显示。
④在各段进行局部磁化时,应严格控制好检验重叠区域,避免形成漏检。同时,要保证检验的范围应为焊缝加焊缝2倍宽度的热影响区域。
⑤因检测焊缝为纵缝,检测方向应选择由上而下的方式进行,以避免磁悬液的流动而冲刷掉已检缺陷上已经形成的磁痕,并使磁粉有足够的时间聚集在缺陷处,便于后续的磁痕判断及磁痕记录工作。磁悬液应在被检查表明温度低于50℃的情况下使用。
5.2 使用触头法进行吊索U型卡环及吊钩纵向缺陷磁粉检测时,应控制好以下几点因素环节,以确保检验实施过程的有效、安全可靠:
①检验中应注意,经磁化后的U型卡环卸扣及吊钩在使用剩磁法检验螺纹部位完毕前,不得与已经通电磁化后的吊钩及卸扣或任何铁磁性材料接触,以免产生磁写,造成磁痕评判困难。
②使用剩磁法检验吊钩及卸扣时,对工件通电后将U型卡环卸扣或吊钩浸入磁悬液中的浸泡时间不宜过长,应控制在10~20秒之内,避免产生过度背景影响磁痕判定。
③使用触头法进行磁粉检验的每次通电磁化时,一定要确保触头与工件表面的接触点必须是良好、紧密接触后,方可通电磁化进行检验,避免电弧打火使工件表面受损或产生飞溅火星,烧伤检验人员的眼睛和皮肤,检验人员应佩戴防护目镜和手套以作保护。
④使用触头法进行磁粉检验的场所,一定要远离易燃、易爆等材料存放或工作区域(如氧气、乙炔的存放或使用场所),避免因触点接触不良产生电弧火花,造成爆炸性的危险事故。
5.3 使用绕电缆法进行吊索U型卡环及吊钩横向缺陷磁粉检测时,应控制好以下几点因素环节:
①对吊索U型卡环或吊钩进行通电磁化的方式,应采取分段磁化每一个有效磁化区,并且要保证每次磁化时有10%的有效磁场重叠。
②被检工件长度L与直径D的比值(L/D),对退磁场和灵敏度有很大的影响。因此,在确定安匝数时必须加以考虑。
③连续法检验磁化电流的计算公式,使用IN=35000/L/D+2来进行确定。
④为使被检工件端部效应减至最小,应采用“快速断电法”进行通电磁化。
6 结束语
现今同期在建多座CPR 1000堆型核电站,我们在总结穹顶吊装检测中的相关施工经验后,运用于其他电站核岛穹顶吊装前的检测工作中,合理运用、安排检测的方法与时机,大大提高了工作效率,确保吊装环节的安全实施,使得核岛穹顶吊装工作圆满成功。
[1]核工业无损检测
[2]压水堆核岛机械设备设计核建造规则RCC-M,2000版
[3]B.T.S 3.15 安全壳防泄衬里和空气闸门建造-无损检测
10.3969/j.issn.1001-8972.2012.09.088
猜你喜欢
南方农机(2023年1期)2023-01-22
材料工程(2022年2期)2022-02-26
科学技术创新(2021年16期)2021-06-26
课程教育研究(2021年23期)2021-04-13
哈尔滨轴承(2020年2期)2020-11-06
中国计量大学学报(2019年3期)2019-11-08
汽车实用技术(2019年1期)2019-10-21
传动技术(2019年4期)2019-05-20
铸造设备与工艺(2015年3期)2015-07-11
山东工业技术(2014年9期)2014-05-16
