
中速辊式磨煤机加载拉杆密封设计结构的改进
2012-10-27 05:21王新
中国科技信息 2012年9期
王新
大唐淮南洛河发电厂锅炉检修分公司,安徽 淮南 232008
中速辊式磨煤机加载拉杆密封设计结构的改进
王新
大唐淮南洛河发电厂锅炉检修分公司,安徽 淮南 232008
我厂三期锅炉磨煤机为北京电力设备厂制造的中速辊式磨煤机(型号:ZGM-113N),而其加载系统为意大利Atos公司配套的液压加载机构,自投运以来,加载拉杆上、下密封漏煤严重,并将拉杆轴颈磨损,经过对密封结构解体和研究,找出原因并进行了相应的改进,消除了长期泄漏的设计缺陷。
加载拉杆;密封结构;改进设计;消除漏点
概述
随着火电机组的快速发展,中速磨煤机已取代钢球磨煤机,成为大型发电厂的主要制粉设备,中速磨煤机的优点有:投资少、运行电耗低、噪音小、操作方便等,但也有它的缺点:主磨件易磨损、设备大修周期短、检修时间长、不能与锅炉检修周期同步。磨煤机制粉能力的大小直接关系着机组的出力,因此,可通过对中速磨煤机冗余设计来保证机组运行的可靠性和安全性。
磨煤机液压变加载系统是中速磨煤机的重要组成部分,由高压油泵站、油管路、蓄能器、加载油缸、拉杆等部件组成。其功能如下:液压系统为磨辊提供随负荷而变化的碾磨压力,磨煤机拉杆作为磨煤机加载系统的主要设备,在系统中相当重要。磨煤机拉杆所处工作区域粉尘浓度大、受拉伸应力大,同时对密封性要求高。
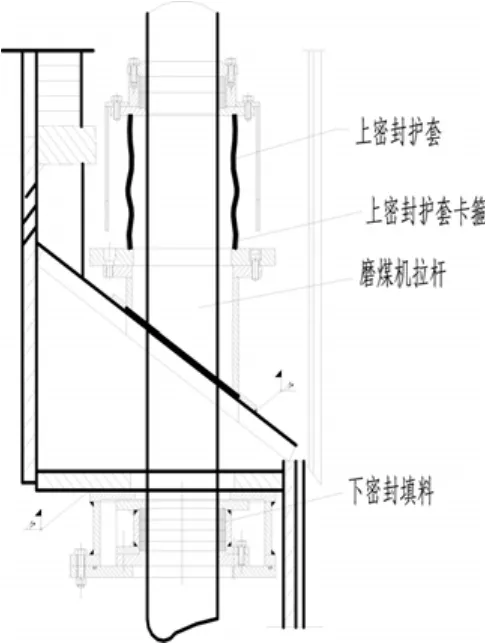
图1 磨煤机原有设计的拉杆密封图
1 设备概况
磨煤机拉杆密封在设备运行时,水平及轴向产生晃动,内部粉尘浓度大,流速高。且磨煤机拉杆受压紧力载荷大,最大可达到15Mpa。一般磨煤机拉杆密封要求密封性能好、密封件弹性好、运行周期长,在设备运行中不易出现泄漏。如果出现泄漏,高速的煤粒会造成拉杆的损伤,损伤的拉杆更容易泄漏,相互叠加影响,拉杆处无法密封,造成煤粒大量泄漏影响运行经济性和环境的污染。以我厂#5炉A磨煤机拉杆密封为例来说明通过适当的结构改进后密封效果大大改善,在以后的维护中,只需要定期更换密封圈即可。磨煤机原有设计的拉杆密封主要由上密封护套、上密封卡箍、下密封填料及密封风系统组成(如图1所示)。
下密封填料主要用石棉盘根填充,石棉盘根弹性差、受挤压能力差,易松散,当磨煤机拉杆上、下运动和水平方向晃动时,石棉盘根受挤压松散、破损,由于内部密封风压力较高,破损的石棉盘根被吹出,当下密封填料吹损到一定程度时,密封风的大部分从下密封处漏出,密封风与磨煤机内部的压力相等甚至稍低一点,起不到气封作用。大量的煤粒从下密封处漏出并对拉杆进行机械磨损,最大凹坑深度达到5mm以上(如图2所示)。损伤的拉杆更容易泄漏,相互叠加影响,拉杆处无法密封,造成煤粒大量泄漏影响运行经济性和环境的严重污染。

图2 损伤的拉杆轴颈
2 拉杆密封高可靠性的改进方案及实现
由于磨煤机拉杆密封可靠性能要求高,针对2年来磨煤机拉杆密封在使用中存在各种问题进行分析,对磨煤机拉杆密封作如下改造(参见图3、图4)
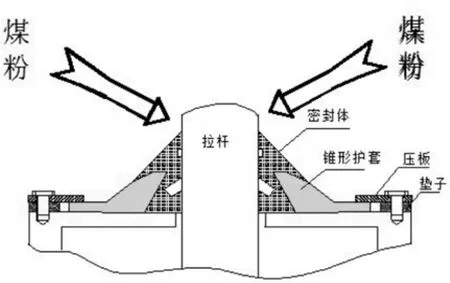
图3 磨煤机上密封结构图
2.1 取消上密封护套及上密封卡箍,采用弹性性能好的整体式密封体,密封体外部用锥形护套固定,使其与拉杆紧密配合,锥形护套与压板固定的垫子有15毫米的间隙,保证其水平运动的间隙。磨煤机拉杆在运行中水平运动的方向为拉杆、密封体及锥形护套整体沿水平方向运动,垂直运动的方向为拉杆与密封体之间的相对滑动,接触面用二硫化钼润滑,因此消除了对密封体的挤压而造成的变形、失效,从而消除了煤粉从上拉杆密封处泄漏入下密封处。

图4 磨煤机下密封结构图
2.2 由于盘根填料密封的滑动性能好,抗挤压能力差,受拉杆水平方向的挤压会使其产生变形、松散等现象,使盘根填料与拉杆表面产生间隙,密封风起不到气封作用。对其进行改用弹性好防挤压能力强的橡胶整体密封,可消除盘根的不利因素,保证密封风的密封作用,对磨煤机拉杆密封内部形成有效的气封作用。
2.3 磨煤机拉杆在运行中水平方向上的晃动量与导向板、导向块的间隙有关,在设备运行时,导向板、导向块承力侧无间隙,导向板、导向块非承力侧的间隙过大时,水平方向晃动量大,对导向板与壳体间加垫片,保证非承力侧的间隙小于6mm,确保了锥形护套与密封体的水平晃动值在15mm范围内,防止压板螺栓受剪切而损坏造成上密封件的失效。
2.4 另外考虑到表面受损的磨煤机拉杆与下密封相对运动时结密封件的损伤,对表面受损的磨煤机拉杆堆焊后进行车削、打磨处理,使磨煤机拉杆与下密封填料良好的配合,消除了拉杆表面凹坑引起下密封填料损伤而造成的漏粉现象。
2.5 对密封风进口手动阀加装锁紧装置。由于密封风进口阀在运行中会出现自闭现象,造成磨煤机拉杆密封气封失去作用,对磨煤机密封风进口阀调整好合适风压(大于磨煤机内风压2000pa)后,对其进行锁紧,避免了密封风阀门在运行中的自闭。
3 结语
根据上述磨煤机拉杆密封的精细化设计与改进,在2008年10月对我厂12台中速磨煤机加载拉杆密封全部进行改造,实践证明该拉杆密封基本上达到密封严密,拉杆没出现过损伤,消除了拉杆密封外漏问题,达到了预想效果,满足对磨煤机拉杆的使用要求。当然了,密封材料也是有劣化周期的,根据使用情况,我们基本掌握了其使用周期约是2年,正好是我厂2个小修周期,只需更换密封件即可,且简单易行,提高了磨煤机运行的经济性及避免了环境的污染。
[1] 邹辉.利用激光熔敷技术修复齿轮轴.安徽铜都铜业金昌冶炼厂.风机技术杂志,2006年第六期
[2] 影响电站轴流风机可靠性的几个因素及防范对策.中国风机技术网
[3] 王俊.耐磨工程陶瓷在引风机和排粉机上的应用.中国风机技术网
[4] 顾朴,郑怀芳,谢惠玲.材料力学. 1985年出版
10.3969/j.issn.1001-8972.2012.09.091
王新(1964年1月),学历:本科,职称:高级技师,职位:班长。
猜你喜欢
橡塑技术与装备(2022年11期)2022-11-08
电机与控制学报(2022年8期)2022-09-14
微特电机(2022年6期)2022-07-11
石油商技(2021年1期)2021-03-29
汽车零部件(2020年8期)2020-09-04
活力(2019年17期)2019-11-26
E动时尚·科学工程技术(2019年19期)2019-09-10
轻兵器(2019年6期)2019-06-21
煤(2019年4期)2019-04-28
商情(2017年38期)2017-11-28
