
M5M万能工具磨床的技术改造
2012-10-23 10:03黄淑荣
制造技术与机床 2012年4期
黄淑荣
(中航工业陕西飞机工业集团有限公司精修站,陕西汉中 723215)
1 背景
M5M万能工具磨床是多用途机床,适用于磨削外圆、内孔及平面,也适用于刃磨一般切削工具,如绞刀、套式扩孔钻、各种铣刀及齿轮滚刀等,还适用于磨削各种量规,如圆柱形塞规、卡规、锥度塞规及锥度套规等。由于M5M万能工具磨床规格小,砂轮窄,操作方便,故利用率较高。
然而,M5M万能工具磨床由于兼顾多用途,单就外圆磨来说在设计上就存在很多问题:砂轮座由两个压板支承在滑板上,刚性很差;换皮带时必须拆主轴,砂子污物易带进轴承,使轴承加速磨损;砂轮架本身刚性差,靠4个螺钉紧固在砂轮座上,易变形,主轴系统刚性差;工件头架轴承内易进入冷却液及其他污物,影响了机床精度及使用寿命。
由于上述问题的存在,给机床维修、备件管理、技术资料保管等都带来一些困难。但是还没有合适的机床取代它,M5M万能工具磨床还要在生产线上发挥作用,因此需要对其进行改造。
2 改造方案
为了更好地发挥M5M万能工具磨床在生产中的作用,对其进行技术改造。通过对原结构的分析,并考虑到机床的使用寿命、性能稳定可靠、使用方便及高效率等因素,提出了如下改造方案:
(1)更换砂轮底座及砂轮架,将电动机移到砂轮架上,解决换皮带不便问题,增强砂轮座的刚性。
(2)砂轮轴的轴承采用三油楔流体轴承(大隈型),增加轴系刚度及精度。
(3)采取高速砂轮,使线速度提高到50 m/s,提高工效及光度。
(4)砂轮横进刀采用滚针导轨,克服砂轮座进刀爬行,提高尺寸精度,减轻劳动强度。
(5)更换新的工件头架,将顶磨和夹磨分开成为两个组合件,可方便的更换,以利提高夹磨精度,减少对轴承的污染。夹磨轴不仅可装卡盘,并可装弹簧卡头(φ14 mm以内),也可装莫氏3号以下钻夹头及莫氏3号以下顶尖的尖锥。
(6)增加工件头架的传动系统,用装在床身底座上的直流电动机,可控硅无级变速,经皮带轮减速,通过弹性吊挂上的皮带轮传给工件主轴,减小工作台振动,操作方便。
(7)更换尾座,尾座顶尖套的伸缩采用密珠无间隙导向,增加尾座刚性。
(8)改造原来的自动走刀机构,仅保留精手送机构。
3 改造后结构
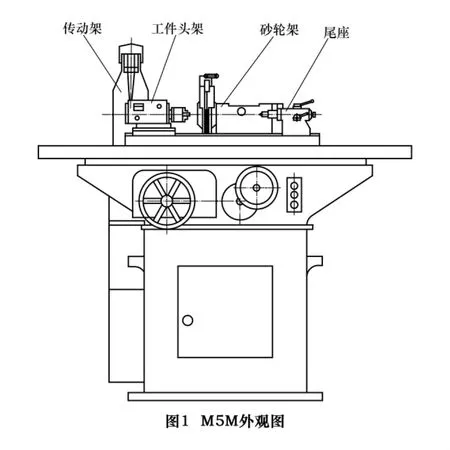
改造后整机外观如图1。
3.1 工件头架
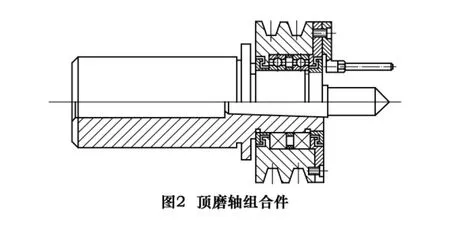
工件头架由架体、顶磨轴组合件(图2)、夹磨轴组合件(图3)组成,两组合件的安装尺寸是一致的,可根据需要装在架体的安装定位孔中,架体的安装孔是两半孔,由铰链连接,组合件装入后,用十字手柄固定,更换方便。
夹磨头设计成多用途的,可装卡盘、莫氏3号锥柄的钻夹、夹具或磨顶尖的尖锥,可装弹簧卡头(φ14 mm以内)。
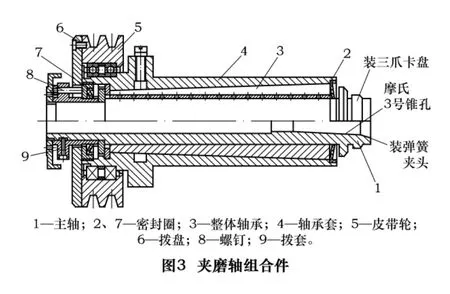
主轴1装在多孔整体轴承3内,后部用滑动止推垫控制轴向间隙。整个轴承套4内充满了润滑油,靠两端的耐油橡胶密封圈2和7来密封,轴承套上部设有注油孔,侧面有油窗,可观察油面位置。主轴传动靠卸荷皮带轮5通过拨盘6螺钉8及拨套9传给主轴1,主轴不受皮带径向拉力的影响。轴承经细心研磨,表面粗糙度Ra0.10 μm,圆度小于 0.001 mm,锥度小于0.002 mm。主轴的圆度小于0.000 5 mm,表面粗糙度Ra0.05 μm,与轴承配合间隙0.004~0.006 mm。
其他零件也都经过细心加工,从而在设计和制造上保证了精度。
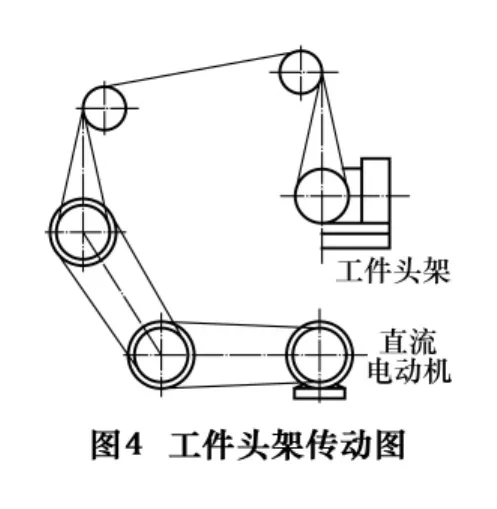
工件头架传动系统如图4,顶磨轴最高转速n顶=1 500×(98/58)×(85/105)×(83/91)=687 r/min,夹磨轴最高转速n夹=1 500×(98/58)×(85/105)×(83/102)=620 r/min。
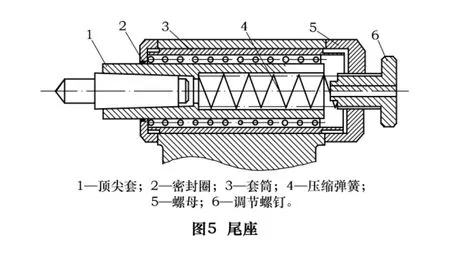
3.2 尾座(图5)
尾座顶尖套1及套筒3采用淬硬钢,经仔细研磨,用密珠轴承导向0.002~0.004 mm的过盈配合,使得尾座顶尖系统刚性提高,伸缩轻快灵活。前面由密封圈2密封,免使密珠导向套污染。顶尖压力通过螺母5、调节螺钉6和压缩弹簧4来调整。
3.3 砂轮轴(图6)
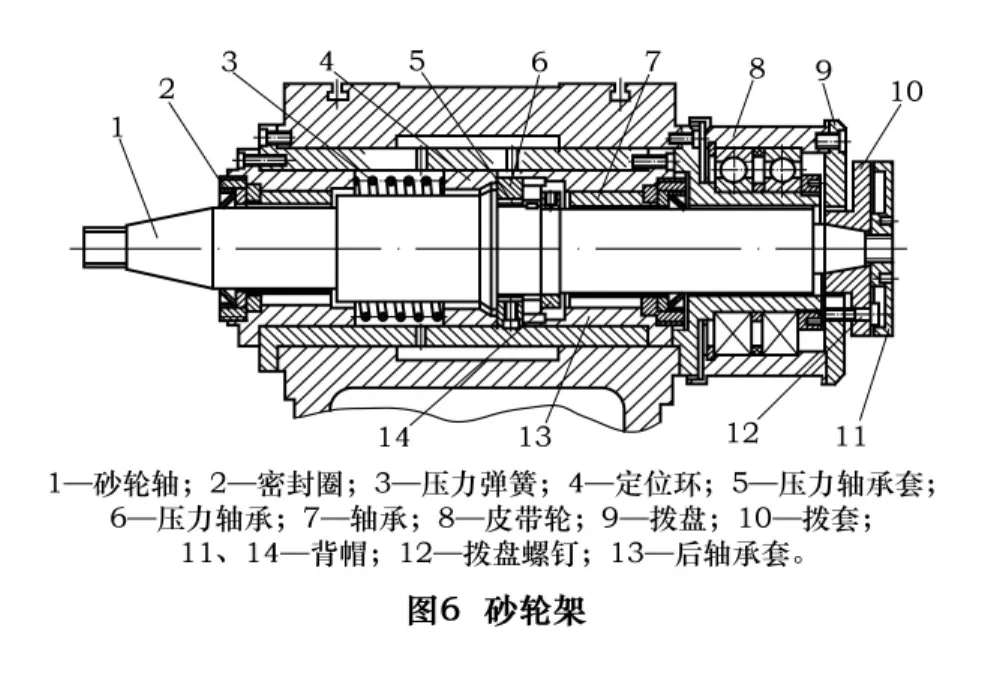
砂轮轴1为中间粗两头细经氮化处理的主轴,具有良好的刚性,两端轴颈部分由两个大隈型三油楔动压轴承7支承,轴向间隙靠压力轴承6与压力轴承套5的厚薄差来取得,用背帽14将5、6固定在主轴上,并由压力弹簧3通过定位环4将压力轴承压在后轴承套13的端面上。整个轴承套内注满润滑油,两端由密封圈2密封。
主轴的传动由皮带轮8通过装在拨盘9上的拨盘螺钉12拨动固定在主轴上的拨套10来传动。主轴不受皮带径向拉力。背帽11螺纹是左旋的。拨盘上拨套与主轴用锥体结合,这是为了当砂轮突然过载或要抱轴时,拨套与背帽能与主轴脱开,防止事故及损坏机构。
4 改造后的体会
(1)从调研到改装设计、制造时,首先要考虑到为产品服务,以使机床达到高精度、高效率;其次要考虑到使用方便、安全可靠及劳动强度;再次要考虑到工艺、加工方法等,及时配合现场,参加装配调试。这三者结合起来,才是最卓有成效的。
(2)关键零件必须给以充分的重视,在滑动轴承的研磨中,从开始到结束,决不可以为求效率而用粗研磨膏致使支承面嵌砂,留下隐患,即从一开始使用1.5氧化铬绿膏经过滤研磨。
(3)砂轮轴转速由原来2 500 r/min提高到3 850 r/min后,对动不平衡引起的振动更大,进给导轨是滚动的,砂轮座受原结构限制重心又高,这些都是对振动不利的因素。因此,除对电动机及皮带轮仔细作动平衡外,内外轮廓对轴心的跳动量也作相应的要求,以尽量减小在高速旋转下产生的自振,并避免共振。
(4)为了加速M5M万能工具磨床的改造,采取下列措施,即两套资料、两套配件、3种机型分别对待:M5M原机型,由于特殊要求砂轮需要升降的不加改造,仅将砂轮架轴按照改造过的形式统一;M5M-A机型按本次全面改造的图纸进行改造;M5M-B机型将砂轮架横进导轨部件装上,取消传动件,保留原工件头架及尾座不改。
这样可根据不同车间产品要求确定型号,以达到经济实用,取得较好的经济效益。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2004.
[2]李伯民,赵波.现代磨削技术[M].北京:机械工业出版社,2002.
[3]殷洪映,张亮寅.机械设备修理规程[M].西安:西北工业大学出版社,2007.
猜你喜欢
机械制造(2022年6期)2022-09-01
机械制造(2022年6期)2022-09-01
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年3期)2019-02-27
新商务周刊(2018年12期)2018-12-08
制造技术与机床(2017年7期)2018-01-19
