
B2016A型龙门刨床电控系统自动化改造
2012-10-23 10:04蒋士博陈竞雄
制造技术与机床 2012年5期
蒋士博 陈竞雄 刘 捷 方 婷
(①四川工程职业技术学院机电系,四川德阳 618000;②广安桂兴水泥有限公司,四川广安 638018)
某机加厂B2016A型双臂六米龙门刨床,1995年用晶闸管-直流电动机(SCR-D)模拟直流调速系统代替JF-D调速系统改造后,开始几年运行正常,生产效率很高,但从2004年以后,设备故障频率升高,电子元器件经过十几年的运行已严重老化,参数经常发生变化,系统出现软毛病的情况特别多,为排除故障增加了相当大的难度,严重制约了生产的正常进行。
1 改造总体构架
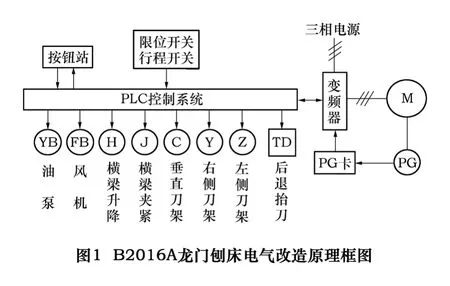
改造总体构架如图1。改造框图中,保留了原来的按钮站,这样可以保证操作人员原有的操作习惯,设备的大部份操作都在按钮站上完成。操作指令传送给PLC控制系统,PLC对这些指令进行处理后控制相应的设备。PLC将设备的运行状态信号传送给按钮站,按钮站用指示灯显示相应的信息。按钮站的按钮、外部行程开关和操作手柄通过PLC,控制油泵、风机、横梁升降、横梁夹紧、垂直刀架、右侧刀架、左侧刀架的电动机,以及后退行程抬刀电磁铁线圈。
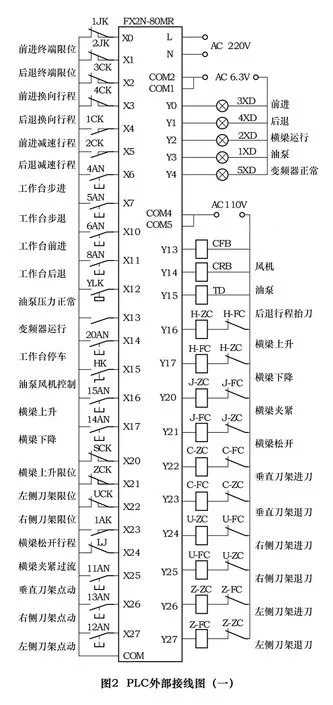
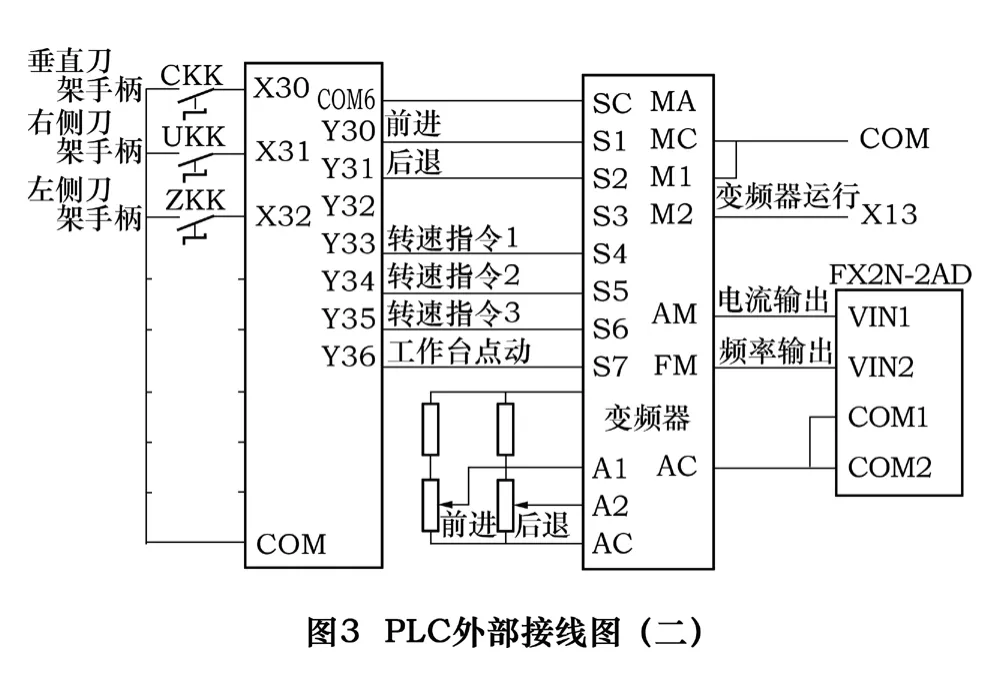
2 PLC 的外部接线图[1-4]
根据所需的PLC的输入/输出点数,并留有一定的余地,选择PLC的基本单元的型号为FX2N-80MR-001。图2和图3是PLC的外部接线图。
3 PLC控制程序设计
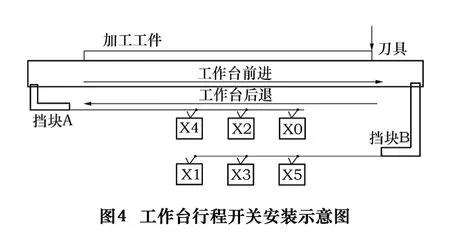
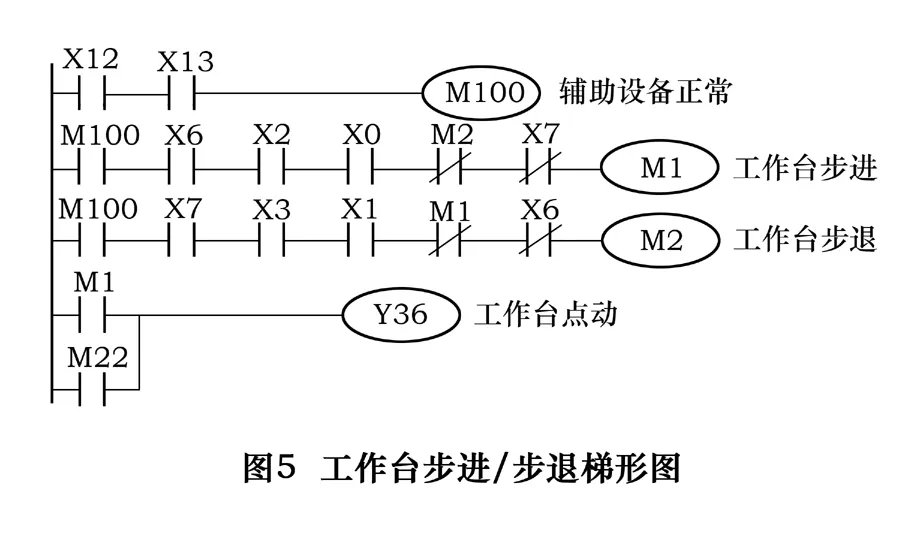
3.1 工作台步进/步退控制程序设计
工作台步进/步退阶段行程开关安装如图4,梯形图如图5。
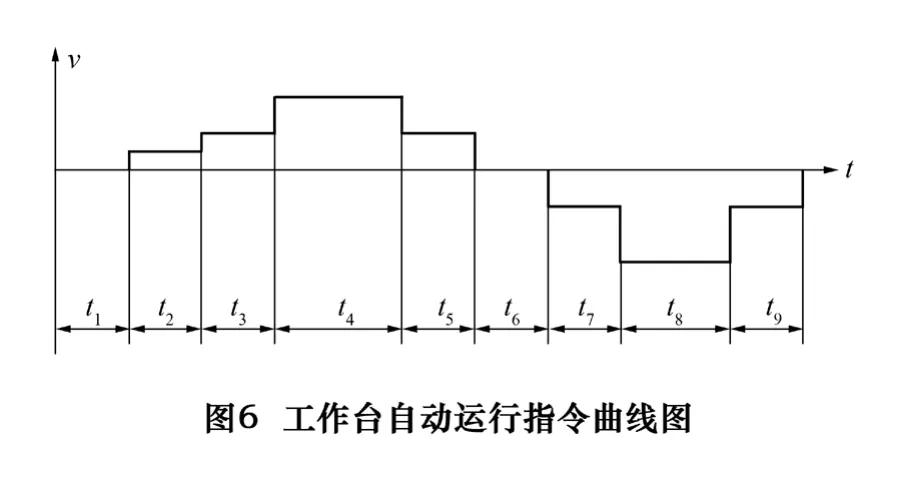
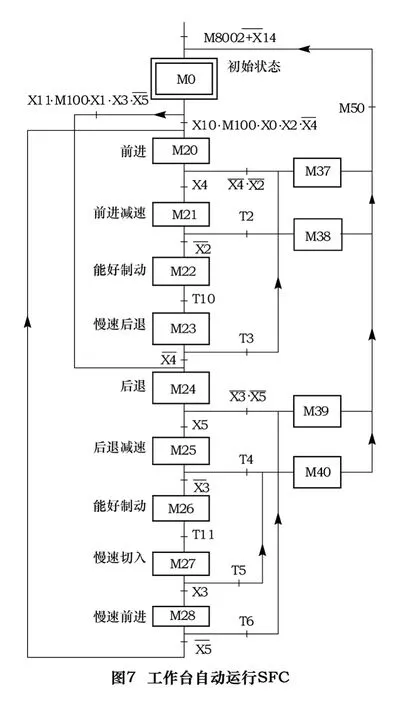
3.2 工作台自动往返控制程序设计[4-5]
图6中t1和t6是工作台后退换向和前进换向能耗制动阶段,t2是慢速切入阶段,t3和t5是慢速前进和减速前进阶段,t4是切削阶段,t7与t9是慢速后退和减速后退阶段,t8是快速后退阶段。图7是根据图6画出的工作台自动运行的顺序功能图(SFC)。
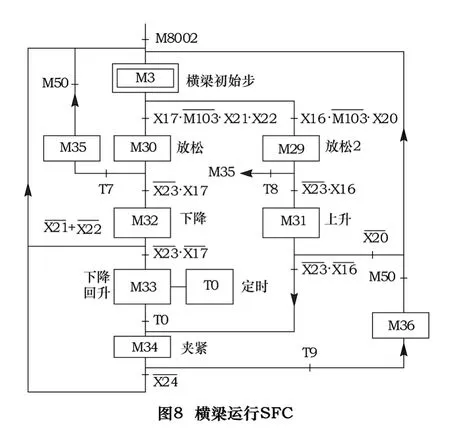
3.3 横梁升降控制程序设计[6-7]
横梁升降要实现的动作如下:横梁上升时,自动按照先松开横梁→横梁上升→横梁夹紧的顺序动作;横梁下降时,自动按照先松开横梁→横梁下降→横梁回升→横梁夹紧的顺序动作。根据横梁升降过程的动作要求画出的横梁运行SFC,如图8所示。
3.4 刀架运动控制程序设计[8-9]
龙门刨床装有左侧刀架、右侧刀架和垂直刀架,它们分别由电动机Z、Y、C来拖动。刀架的控制电路用于实现刀架的快速移动与自动进给。
刀架快速移动、自动进给和运动方向由装在刀架进刀箱上的机械手柄X30、X31和X32选择。刀架的进给机构采用紧张环,依靠紧张环的大小控制每次的进刀量,每次进刀完成后,拖动刀架的电动机反向旋转,使紧张环复位,以便为第二次进刀作好准备。
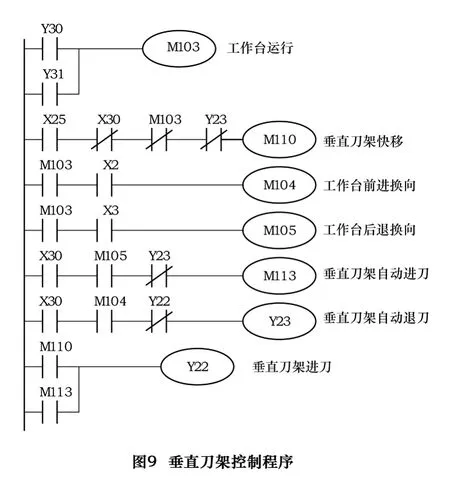
图9是控制垂直刀架的梯形图。垂直刀架快速移动的条件:工作台应处于静止状态(M103为OFF),垂直刀架手柄X30处于断开位置(X30为OFF),垂直刀架退刀电动机未动作(Y23为OFF)。点动垂直刀架快移按钮X25,M110和Y22动作,C-ZC接触器主接点闭合,电动机C正转,垂直刀架快速移动,当刀架到达所需位置,松开按钮X25,垂直刀架快移过程结束。刀架快速移动方向由机械手柄控制。
工作台处于自动运行状态时,M103为ON,X2和X3分别是前进换向和后退换向位置开关,M104和M105为ON时工作台处于前进换向和后退换向状态。垂直刀架自动进给分为自动进刀和自动退刀,自动进刀在工作台后退换向时进行,自动退刀在工作台前进换向时进行。垂直刀架自动进给时,垂直刀架手柄X30应处于闭合位置。
左侧刀架、右侧刀架的快移和自动进给的工作原理与垂直刀架相同,限于篇幅,在此不再赘述。
[1]陈竞雄.基于可编程控制器和变频器的龙门刨床控制系统的研究[D].重庆:重庆大学,2005.
[2]MITSUBISHI ELECTRIC CORPORATION.FX Series programmable controllers programming manual[Z].2000.
[3]MITSUBISHI ELECTRIC CORPORATION.FX2N series programmable controllers hardware manual[Z].1999.
[4]MITSUBISHI ELECTRIC CORPORATION.Programming peripheral support for FX2N,FX2NC,FX1N,FX1S supplementary manual[Z].2001.
[5]国兵.基于PLC和变频器的龙门刨床改造[J].工业控制计算机,2003.16(12):59 -61.
[6]宋健,袁驰.B2012A型龙门刨床拖动系统的改造[J].潍坊高等专科学校学报,2001(3):78-79.
[7]吴中俊.可编程序控制器原理及应用[M].北京:机械工业出版社,2005.
[8]程彪,袁佑新,彭祥敏,等.基于PLC控制的龙门刨控制系统[J].武汉理工大学学报,2001,23(10):46 -49.
[9]余乃登.可编程控制器在龙门刨床上的应用[J].工业控制计算机,1996(5):27-28.
猜你喜欢
装备制造技术(2020年11期)2021-01-26
设备管理与维修(2020年23期)2021-01-04
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
电子制作(2018年11期)2018-08-04
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
