行列式制瓶机电子配时系统的设计
2012-10-22 02:43:52苏明霞苏义鑫
武汉理工大学学报(信息与管理工程版) 2012年5期
苏明霞,苏义鑫,王 军,蓝 天
(1.武汉理工大学华夏学院,湖北 武汉 430223;2.武汉理工大学自动化学院,湖北 武汉 430070;3.华中科技大学电气与电子工程学院,湖北 武汉 430074)
近些年来,国外的制瓶工艺逐渐向薄壁轻量化、高速优质化方向发展,传统配时系统中的机械配时鼓通过调整配时鼓凸钮的位置实现配时,已经不能满足制瓶工艺的要求。电子配时系统具有定时精确、机构动作调整简单、停机时间短、换品种方便、效率高、产品质量优良和操作安全等一系列优点,能够满足现代制瓶工艺的要求。因此,改造国内现有机械配时式行列式制瓶机,开发、研制电子配时式行列式制瓶机对促进国内外瓶罐玻璃行业的发展具有重要的现实意义。
1 电子配时的原理
行列式制瓶机由各自独立的单组机拼装而成,每一组机称为分部或段[1]。分部内的各种机构都是由构造型式各不相同的气缸驱动。压缩空气进入气缸,机构产生运动,参与做瓶;而当压缩空气停止供入,或从另一供气管道反向进入气缸时,机构则恢复原位,停止做瓶。气缸供气管道的通断由电磁阀控制,各供气管道的电磁阀集中在一起组成阀箱[2]。因此,控制各机构协调的动作,就要控制阀箱供气管路上的电磁阀在规定时刻开启和关闭。
机械配时系统中,以360°为一个周期,周期内各个动作的开启和关闭都对应一个角度,称为“开启角”和“关闭角”,电子配时系统则沿用该概念。电子配时系统将一个时间周期划分为3600个相等的时隙,一个时隙对应0.1°;将定时器的定时周期设置为一个时隙的时间,并用计数器记录定时器的周期数;每完成一个定时器周期,计数器加1,同时系统会将计数器的数值与每个动作的“开启角”和“关闭角”进行比较,如果相等,系统就发出相应的控制信号,来完成该动作的开启或者关闭操作。当计数器的数值到达3600时,数值清零,重新计数。
2 系统结构
所设计的电子配时系统是一种基于CAN(controller area network)总线[3]的总线型控制系统,主要由工控机、CAN-RS232协议转换器、机控板、段控板和电磁阀箱5个部分组成,系统结构图如图1所示。
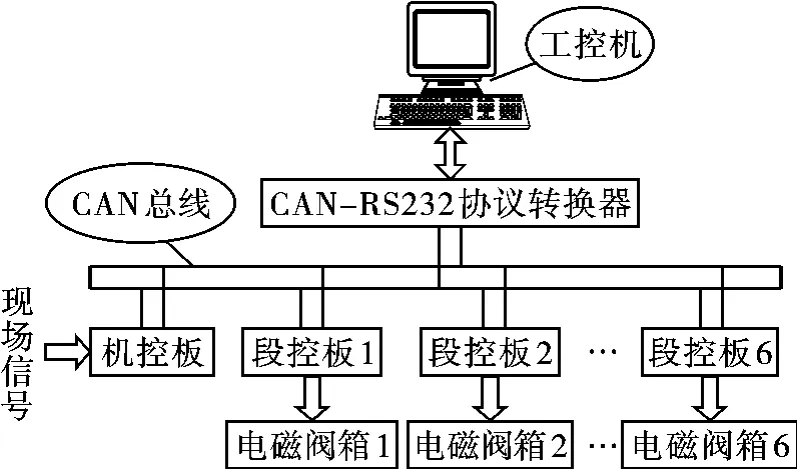
图1 电子配时系统结构图
工控机是人机对话的窗口,并不直接控制制瓶机,主要用于设置参数、存储资料、监控制瓶机的状态等。CAN-RS232协议转换器是连接工控机与CAN网络的中间件[4],是实现工控机与控制板通信的枢纽[5]。机控板和段控板是独立的CAN节点,可以很方便地连接到CAN总线上或从CAN总线上移去。机控板是控制系统的管理计算机,负责检测从供料机上的接近开关传来的同步信号,根据相邻两个信号的间隔时间计算每分钟的料滴数,并按照一定的顺序通过CAN总线向段控板发送起始信号。段控板控制行列式制瓶机一段的所有机械动作,接收从键盘和开关量输入通道传来的信息,且具备与工控机通信的能力。段控板的个数随着段数变化而变化,在这里以6组为例。该系统中段控板有32路开关量输出,最多可以驱动32个电磁阀,以实现成型机的所有动作。为了实现段控板与机控板的互换,段控板和机控板采用相同的硬件电路,通过DIP开关设置控制板的地址来区分,机控板的地址设为0X00,段控板的地址设置范围为:0X01~0X06。电磁阀箱取代了原来转鼓式制瓶机的机械阀箱,通过内部的电磁阀来控制指挥气,指挥气通过套筒阀控制工作气以完成制瓶机的成型动作。在这里主要介绍机控板和段控板的硬件设计和软件设计。
3 机控板和段控板的硬件电路设计
硬件电路主要由键盘、LED显示、数据存储器、CAN总线模块和开关量输入/输出模块组成,结构框图如图2所示。

图2 机控板和段控板的硬件框图
系统的主控芯片选用MICROCHIP公司的一款16 位单片机[6]PIC24FJ64GA008,该单片机的时钟频率可达到32 MHz,指令的执行速度可达到16 MI/s,能够满足系统对速度的要求,且具有较多的I/O端口,不需要对I/O端口进行外部扩展。在系统中,扩展了4×4行列式键盘,主要用于参数的设置和制瓶机各种状态的选择。显示模块由6个数码管组成,采用74HC595驱动的静态显示方式,用于在参数的设置过程中显示参数的序号和参数值,前两位显示参数的序号,后4位显示参数值,参数值保留1位小数。制瓶机工作时,数码管显示制瓶机的状态。数据存储器选用带I2C接口的串行EEPROM-24LC64,最多能存储8 kB的数据[7],用于存储各个动作的开始值和关闭值。CAN总线模块实现上位机与段控板和机控板的通信以及机控板与段控板之间的通信[8-9],其接口电路如图3所示。

图3 CAN总线模块接口电路
CAN总线模块由CAN总线控制器SJA1000、总线收发器PCA82C250和高速光藕6N137组成。SJA1000实现CAN总线的物理层和数据链路层协议,通过8位地址、数据复用的总线与主控芯片连接,SJA1000的读写信号RD、WR由单片机的读写信号PMRD、PMWR控制,SJA1000的片选信号由单片机的PMCS2端口提供。总线收发器PCA82C250将CAN协议控制器与物理通信线路连接在一起,高速光耦6N137用于隔离,起到保护SJA1000型CAN总线控制器的作用。
开关量输入模块用低速光耦TLP521实现现场信号与控制信号的隔离和电平转换。开关量输出模块由反向驱动器、低速光耦TLP521和MOS管组成,反向驱动器用于增强单片机I/O口的驱动能力,低速光耦起隔离的作用[10]。MOS管在单片机I/O口的控制下导通或截止,从而控制现场电磁阀的开启或关闭。
4 系统的软件设计
4.1 段控板控制程序设计
段控板实现的主要功能有:键盘扫描、数码管显示、同步信号检测、电磁阀的开闭控制和与上位机的通信。段控板有主机模式和从机模式两种工作模式,通过工作模式选择开关来选择。当处于主机模式时,上位机可给段控板下传工作参数;当处于从机模式时,通过键盘修改段控板工作参数。
段控板程序的总体思路是:首先判断工作模式,程序扫描工作模式选择开关,若配置为从机模式,则设置工作模式标志位为1,同时扫描行列式键盘,如果有键按下,程序就会设置相应的键标志位为1,调用参数设置子程序。参数设置子程序的主要功能是对某个动作的“开启角”和“关闭角”进行设置。工作参数配置完成后,将各个键标志位清零。接着设置定时器1,计算定时器1的定时周期,其值为制瓶周期的1/3600,并在对应的中断服务程序中,设置一个软件计数器,用它对定时周期进行计数,每完成一个定时器周期,计数器加1,同时比较计数器与动作“开启角”和“关闭角”的值,如果相等,系统就发出相应的控制信号。最后完成外部中断程序。制瓶工作的开始通过机控板来控制,机控板发送同步信号给段控板,其通过INT2会向单片机发出中断请求;在INT2的中断服务程序中,如果工作模式标志位为1,则启动定时器1。
若工作模式选择开关配置为主机模式,程序会对CAN数据接收标志位进行查询。若CAN数据接收标志位为1,则单片机会对CAN总线上传来的数据进行解析。CAN通信协议的帧格式,如表1所示。第1个字节为地址,表示该数据包的目的地址;第2个字节为字节数,其含义是数据包中命令字、参数值和校验和所包含的字节个数;第3个字节为命令字,表示该数据包的具体含义;第4个字节到第7个字节为参数值,第4字节和第5字节存放电磁阀的开启时间,高位在前,低位在后,第6字节和第7字节存放电磁阀的关闭时间;第8个字节为校验和,是数据包中所有字节代数和。单片机根据不同的命令字执行不同的操作,若命令字要求该段控板上传32个通道的开启时间和关闭时间,则段控板上传所有参数值;若命令字要求将32个通道的开启时间和关闭时间传递给段控板,则段控板会接收这些数据并放到EEPROM中。

表1 CAN通信协议帧格式
4.2 机控板控制程序设计
机控板的主要功能是检测料滴的到来,对料滴计数显示,并产生同步信号,然后把产生的同步信号按照设置好的顺序发送给段控板。程序每隔1 ms检测是否有料滴被剪下,若有料滴被剪下,接近开关对应的I/O端口就会产生下降沿,接着就进行计数,并把1 min的时间间隔内检测到的料滴数显示在机控板的数码管上。料滴在计数同时,机控板产生同步信号,从第1滴料开始,机控板通过CAN总线按照段控板的设置顺序发送同步信号给对应的段控板,以6组段控板为例,分料的顺序设置为段控板1,5,4,2,6,3,第1滴料到来产生的同步信号发送给段控板1,第2滴料到来产生的同步信号发给段控板5,以此类推,按照设置的顺序循环反复操作。
5 结论
笔者设计的电子配时系统是基于CAN总线技术的控制系统,具有较好的灵活性。段控板是独立的CAN总线节点,在生产过程中可以根据实际需要调整段控板的个数,而不影响制瓶机的正常工作。应用实践表明,该系统在稳定性和抗干扰性方面有着良好表现,为行列式制瓶机产品升级提供了一种新的选择。
[1]黄益平.行列式制瓶机电子配时的发展[J].玻璃与搪瓷,1995,23(4):37 -44.
[2]姜丰英.行列式制瓶机上的电子凸轮[J].玻璃与搪瓷,1996,24(5):40 -44.
[3]王丽,彭继慎,初宪武.RS232C与CAN总线通信协议转换单元设计[J].测控技术,2003,22(4):1-3.
[4]SASSO D.Main advantages in the use of servo mechanisms in the I.S.machine[J].International Glass Journal,2002(122):24 -27.
[5]饶运涛,邹继军,郑勇芸.现场总线CAN原理与应用技术[M].北京:北京航空航天大学出版社,2003:12-25.
[6]王有绪,许杰,李拉成.PIC系列单片机接口技术及应用系列设计[M].北京:北京航空航天大学出版社,2000:20-25.
[7]刘波.CAN总线智能节点的两种设计与实现方案[J].国内外机电一体化技术,2008,32(2):19 -21.
[8]MARSH D.CAN bus networks break into mainstream use[J].EDN,2002,47(17):18 -25.
[9]DUTTO I.Stable,precise and continuous production using avacon's I.S.machine control system[J].International Glass Journal,2002(121):45 -50.
[10]邱书波,綦星光.用于制瓶过程的同步控制器的研制[J].山东轻工业学院学报,2001,15(3):1-3.
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28 02:03:04
舰船科学技术(2022年10期)2022-06-17 06:26:50
仪器仪表用户(2021年10期)2021-11-27 08:25:54
销售与市场(营销版)(2021年10期)2021-11-21 20:15:03
绵阳师范学院学报(2020年11期)2020-11-30 05:18:38
销售与市场(营销版)(2019年6期)2019-06-21 01:16:38
商丘职业技术学院学报(2017年5期)2017-11-14 12:03:31
网络安全技术与应用(2017年9期)2017-09-20 09:54:28
考试周刊(2016年89期)2016-12-01 12:38:39
长江大学学报(自科版)(2014年1期)2014-03-20 13:20:12