不同工艺参数对烟丝质量影响的研究
2012-10-18 11:33:30杨美丽
科学之友 2012年8期
杨美丽
(山西昆明烟草有限责任公司,山西 太原 030012)
制丝是卷烟生产的重要环节,也是决定卷烟质量的关键环节之一。提高卷烟产品质量的关键是提高烟丝质量[1]。为此,在正交试验的基础上,探讨了松散回潮后叶片含水率、叶丝增温增湿机(HT)开度、薄板烘丝机滚筒电机频率3个因素对烟丝填充值、整丝率及经过卷烟机后烟丝填充值降低、整丝率降低,为进一步优化制丝工艺参数提供理论依据。
1 材料、仪器与方法
1.1 材料、仪器
“X”牌号配方原料、香料、烟丝填充仪()、烟丝振动筛()、制丝设备、卷接设备。
1.2 方法
1.2.1 试验方法
根据现行制丝工艺参数并对各个工艺参数进行分析,确定松散回潮出口烟叶水分、叶丝增温增湿机(HT)开度、薄板烘丝机滚筒转速3个试验因素,研究不同试验因素组合对烟丝质量的影响。在保持其他工艺参数不变,以薄板烘丝机薄板温度变化保障干燥后,叶丝含水率符合工艺加工要求为前提,对试验因素的水平进行设置,每个因素设置3个不同试验水平[2],见表1。

表1 因素水平表
1.2.2 烟丝取样和检测方法
(1)出贮丝柜烟丝取样和检测。为保障出贮丝柜烟丝取样的准确性和代表性,在烟丝出柜一段时间后(大约30 min)开始取样。在烟丝出柜振槽出口处由专人按要求[3-4]用取样盘取烟丝4 kg左右,混合均匀后用四分法缩至1 kg左右,按标准[3]检测烟丝结构。从余下的烟丝中取出100 g左右,按标准[5]检测烟丝填充值。每批烟丝在相同间隔时间内取样,分别检测,计算其平均值。
(2)出卷烟机烟枪烟丝取样和检测。卷烟机不带辅料(如盘纸)正常高速运行,在烟枪出口用取样盘取样。取样数量、方法、检测方法、内容同出贮丝柜烟丝取样和检测。每批烟丝在相同间隔时间内取样,分别检测,计算其平均值。
1.2.3 分析方法
运用直观极差分析法和方差分析法[2],对每次试验进行出柜烟丝填充值、整丝率及烟丝经过卷烟机烟丝填充值降低、整丝率降低分析。
2 结果与讨论
2.1 试验结果
9次试验处理的烟丝整丝率、填充值、整丝率降低、填充值降低,测试、计算结果见表2。
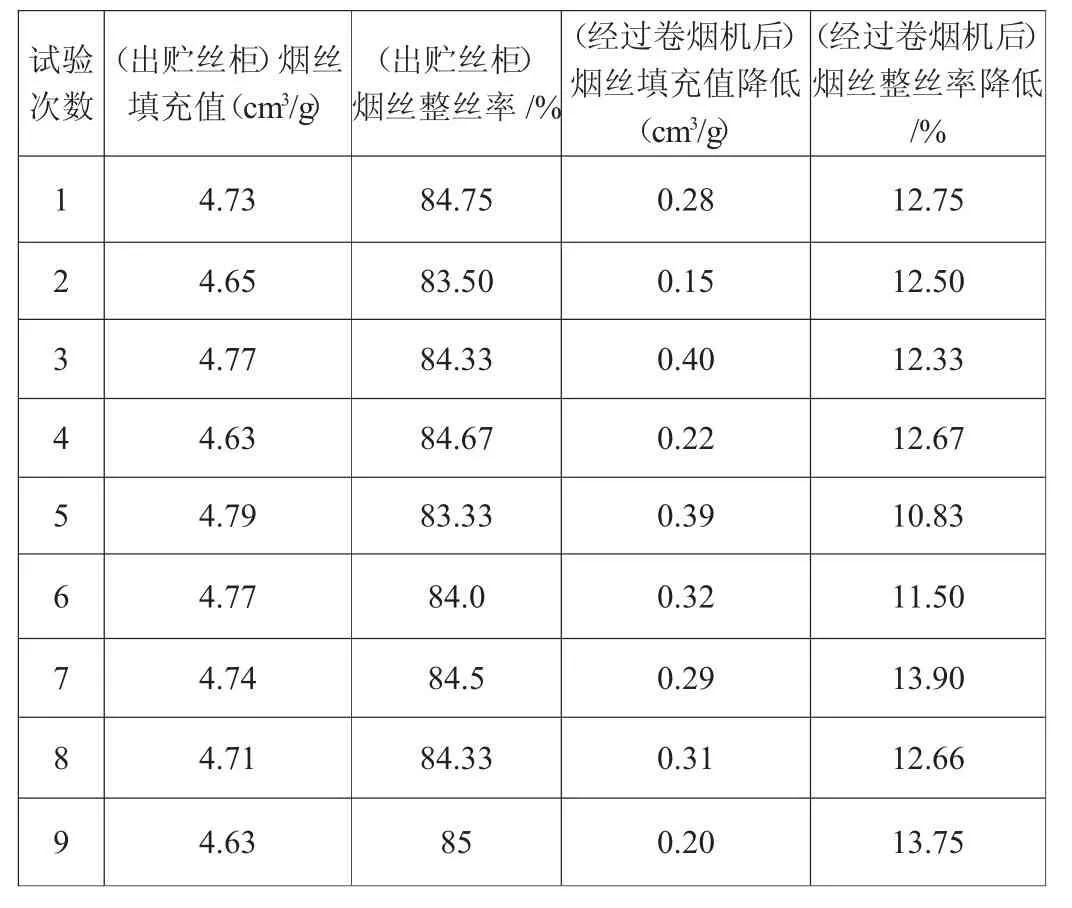
表2 试验结果
2.2 试验因素对出贮丝柜烟丝填充值的影响
见表3。

表3 试验因素对填充值影响极差分析
表3中数据表明:在试验范围内,试验因素对烟丝填充值影响程度为,薄板滚筒电机频率>HT开度>松散回潮出料含水率,各个因素最佳水平组合为A2B3C3。
在试验范围内,薄板滚筒电机频率对烟丝填充值影响显著,松散回潮出料含水率、HT开度对烟丝填充值影响不显著。显著性影响排序为薄板滚筒电机频率>松散回潮出料含水率>HT开度。
2.3 试验因素对出贮丝柜烟丝整丝率的影响
见表4。
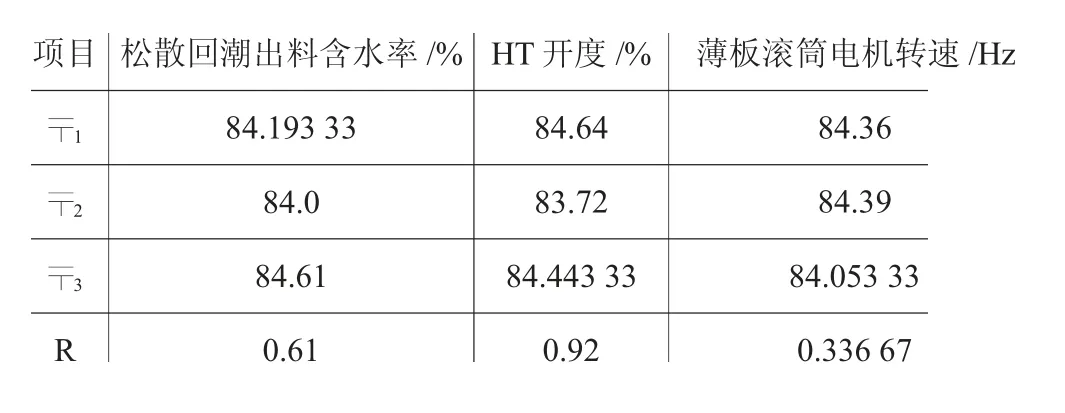
表4 试验因素对整丝率影响极差分析
表4中数据表明:在试验范围内,试验因素对烟丝整丝率影响程度为,HT开度>松散回潮出料含水率>薄板滚筒电机频率,各个因素最佳水平组合为A3B1C2。
在试验范围内,试验因素对烟丝整丝率的影响都不显著,显著性影响排序为,HT开度>松散回潮出料含水率>薄板滚筒电机频率。
2.4 试验因素对填充值降低影响
见表5。
表5中数据表明:在试验范围内,试验因素对烟丝填充值降低影响程度为,薄板滚筒电机频率HT开度>松散回潮出料含水率>,各个因素最佳水平组合为A3B1C2。
在试验范围内,试验因素对烟丝填充值降低影响程度为,松散回潮出料含水率>HT开度>薄板滚筒电机频率,各个因素最佳水平组合为A2B2C1。

表5 试验因素对填充值降低影响极差分析
在试验范围内,试验因素对烟丝整丝率降低的影响达到极显著性,试验因素A,B对烟丝填充值降低的影响是不显著的,显著性影响排序为,松散回潮出料含水率>HT开度>薄板滚筒电机频率。
2.5 优化试验因素水平
通过上述分析,以试验因素对各项目影响的显著性为主,结合极差分析结果,确定最佳试验组合为A2B2C3。A2B2C3组合在正交试验设计中已存在,且测试结果较好。
3 结论
(1)在试验范围内,各因素对烟丝整丝率降低影响较显著;因素C对烟丝填充值影响较显著,对烟丝填充值降低在F0.90(2,2)水平上刚刚达到显著性影响。各因素对烟丝整丝率影响不显著;因素A、B对烟丝填充值、烟丝填充值降低影响不显著。
(2)在试验范围内,以试验因素对各项目影响的显著性为主,通过分析找到试验最佳组合为A2B2C3。
[1]国家烟草专卖局科技教育司,中国烟草学会.烟机的变革[M].当代世界出版社,2001.1.
[2]全国质量专业技术人员职业资格考试办公室.质量专业理论与实务[M].中国人事出版社,2007.1.
[3]张本甫.卷烟工艺规范[M].北京:中央文献出版社,2003.
[4]秦前浩.卷烟工艺测试与分析大纲[M].成都:四川大学出版社,2004.
[5]YC/T152-2001《卷烟叶丝填充值的测定》[S].
猜你喜欢
湖北畜牧兽医(2023年6期)2023-10-30 03:06:46
数学物理学报(2021年3期)2021-07-19 06:02:36
科学与财富(2021年33期)2021-05-10 16:54:38
北京汽车(2021年2期)2021-05-07 03:56:26
电站辅机(2021年4期)2021-03-29 01:16:52
重型机械(2020年2期)2020-07-24 08:16:12
消费导刊(2018年8期)2018-05-25 13:19:42
焊接(2016年5期)2016-02-27 13:04:42
焊接(2015年10期)2015-07-18 11:04:46
湖南水利水电(2014年6期)2014-02-27 14:47:57