消失模振动台的电气控制系统设计*
2012-09-25 01:49原云峰
电气传动自动化 2012年6期
原云峰
(山西机电职业技术学院,山西长治 046011)
1 前言
消失模铸造技术是将与铸件尺寸形状相似的发泡塑料模型粘结组合成模型簇,刷涂耐火涂层并烘干后,埋在干石英砂中振动造型,在一定条件下浇注液体金属,使模型气化并占据模型位置,凝固冷却后形成所需铸件的方法。与传统的铸造技术相比,消失模铸造技术具有与无伦比的优势,因此被国内外铸造界誉为“二十一世纪的铸造技术”和“铸造工业的绿色革命”。
根据工艺特点,消失模铸造可分为如下几个部分:一是泡沫塑料模样的成形加工及组装部分,通常称为白区;二是造型、浇注、清理及型砂处理部分,又称为黑区;三是涂料的制备及模样上涂料、烘干部分,也称为黄区。消失模铸造的关键技术包括制造泡沫模样的材料及模具技术、涂料技术、多维振动紧实技术等。
2 振动台
振实台属于黑区部分,是消失模铸造中的关键设备,它能使砂子充满模样束内外空间,并保证砂子达到足够的紧实度而不会使模样束变形。
振动台在造型的过程中主要是起到对泡沫模型填充和紧实的作用,一方面要使型砂能充分填充到模型的型腔里,同时还要使填充的型砂紧实,具有非常好的刚性;最理想的效果就是,不但保证型腔能够填充紧实,而且要保证模型的变形的尺度在产品技术要求允许的范围之内。现在国内使用的振动台在生产一些型腔比较简单或者比较厚大不容易变形的产品时,一般都能满足要求,但是在生产壁厚较薄容易变形的以及有复杂型腔的产品时往往就会显示出很大的不足;主要的原因是国内现阶段生产的振动台在设计原理和加工精度上都存在着一些不足。
现在国内使用的振动台,大多都是仿照日本八十年代生产管件的振动台而制作的。一般的结构是,六台三对振动电机,空气弹簧举升,四个气缸上下卡紧,这种振动台虽然号称是三维振动台,但是实际使用过程中只起到了一维的作用,因为无论同时使用几对振动电机,它们最终都会有一个合力的方向;另外这种振动台完全靠空气弹簧自身的弹性模量来传递振动电机的激振力,因此往往会损耗掉很大的激振能量,在造型过程中型砂的悬浮能力差,很难对模型的型腔填充紧实,所以这类的振动台只适合生产没有复杂型腔对变形要求不严的管件类的产品,在生产汽车配件类的产品时往往会出现凹角部分和细小的流道或者横向的型腔振不实,出现渗铁的现象。针对这样的现象,很多厂家采用在振不实的位置上涂抹树脂砂来解决,但是这种方法一方面会增加成本,另一方面在上树脂砂的部位出现铸造缺陷的几率会大大增加,严重影响产品的成品率。
3 电气控制
电控系统是整套振实装置的控制中枢与大脑,它将各分部系统以及雨淋加砂与振动紧实的工艺过程有机地联成一体,形成一个填充与振动紧实的可控制的整体系统。
本文的电气设计方案采用模块化设计,它由四个子系统构成:人机界面系统、PLC控制器、变频器、振动电机。该人机界面选用性能稳定、功能强大的WEINVIEW MT6056i人机。该人机采用400MHz RISC CPU,高品质宽屏设计,采用LED背光模组,内置电源隔离保护器,保证了在复杂环境下的稳定性;即拔即插的USB2.0接口和PC的MiniUSB下载线提供高速下载和数据存储,事件记录和数据存储空间高达128MB。通过在人机界面,可以显示填充型砂与振动的重要参数如振动频率、振动时间、加砂时间等操作参数,使得在更改铸件模型时可以轻松调整相应系统参数,非常方便。如图1所示为人机界面系统界面。
控制中枢选用PLC,S7-200是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。S7-200系列的强大功能使其无论在独立运行中,还是相连成网络均能实现复杂控制功能,因此S7-200系列具有极高的性价比。

图1 人机界面系统界面
雨淋加砂振动台在工作中,加砂与振实的整个过程实行计算机控制。型砂的填充与振动紧实是一个复杂的工艺过程,沿砂箱高度,根据铸件的形状与内部结构分为多个工艺控制区,采用分层填充与振动紧实的方式,每个工艺控制区内,分步调整振动时间、加砂速度、振动频率及加砂时间,可分为10个或10个以上的区段,沿砂箱填充的高度,随着砂箱填充高度的增加以及该部位铸件模片充填紧实的要求,增加或减小激振力与振动频率。根据不同产品的造型工艺要求,每箱铸件的造型循环中可设置多达10个加砂段,分步调整振动时间、加砂速度、振动频率及加砂时间,实行加砂量、振动频率及振动时间等参数的全过程编程控制,从而找出该铸件的最佳的紧实参数,并存储于电脑中,作为该铸件品种的造型程序,重复使用,最多可存储20个铸件品种的造型程序,再次使用时只需调出程序即可,程序化的指令可以再现其复杂的工艺过程与参数控制。
4 控制程序
为使操作工人实现雨淋加砂系统全自动、手动双运行,本振动台电气系统采用中断控制系统,在人机界面设定自动/手动按钮,当工作人员点击自动,系统便按照事先设定的程序和参数完成振动的全部过程,并自动进入下一个阶段;若在振动中发现有异常现象,可迅速按下停止按钮,并选择手动按键,则雨淋加砂振动台会在每一个过程完成后停下来等待下一指令的到来,只有工作人员按下下一步按钮后,振动台才会进入下一阶段工作过程。系统流程如图2所示。
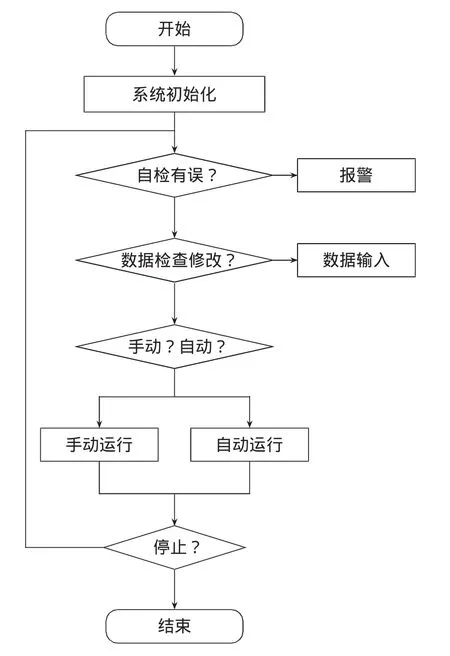
图2 系统流程图
数据参数采用配方法,利用MT6056i的配方功能,将铸件的各项参数存储在CF卡,以方便下次使用时调出。
人机MT6056i的所谓配方是指将资料存在RW与RW_A地址上,读写这些地址的方式与读写一般word地址的方式并无不同,配方资料的特殊在于关机后这些数据将保存在机器上,重新开机后RW与RW_A地址上的数据将维持前一次记录的内容。RW与RW_A地址上的配方资料大小皆为64K words,操作人员可以利用CF卡或Ethernet更新配方资料,并利用这些资料更新PLC上的数据;也可以利用CF卡或Ethernet上传配方数据至指定位置;此外,操作人员也可以将PLC上的数据保存在配方资料中。
5 结束语
振动台是消失模铸造的关键设备之一,它直接决定了铸造模型的成功与否,电气控制系统又是振动台的控制中枢,本文设计的振动台电气系统以人机界面为操作面,PLC为控制核心,具有参数输入、调试方便、操作可靠的优点。实现了变频、振动时间、振动阶段、加砂时间的控制,且可以选择自动、手动两种工作方式,经现场试验,满足了消失模铸造的生产工艺要求。如图3所示为雨淋加砂振动台样机。

图3 振动台样机
[1]苏继勇等.消失模铸造砂处理系统的设计与应用[J].铸造设备研究,2006,(3).
[2]李志翔等.消失模铸造技术的改造及推广应用[J].铸造纵横.2005,(6).
[3]西门子(中国)有限公司.S7-200可编程控制器系统手册[M].版本 06/2004.
[4]黄乃瑜,叶升平,樊自田.消失模铸造原理及质量控制[M].武汉:华中科技大学出版社,2004.
[5]周櫆等.年产1500吨铸件消失模铸造生产线及其三维设计[J].中国铸造装备与技术,2004.
猜你喜欢
广州化工(2022年17期)2022-10-08
哈尔滨工业大学学报(2022年5期)2022-04-19
石油天然气学报(2021年2期)2021-07-31
科学与财富(2021年33期)2021-05-10
铸造设备与工艺(2020年4期)2020-10-15
科学技术与工程(2020年14期)2020-06-23
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2015年5期)2015-12-10
振动工程学报(2015年1期)2015-03-01
噪声与振动控制(2015年4期)2015-01-01