CVC轧辊辊形参数的确定
2012-09-14 07:29刘峰,徐光,范进
武汉科技大学学报 2012年3期
刘 峰,徐 光,范 进
(武汉科技大学材料与冶金学院,湖北武汉,430081)
CVC轧辊辊形参数的确定
刘 峰,徐 光,范 进
(武汉科技大学材料与冶金学院,湖北武汉,430081)
对CVC轧辊的辊形曲线进行数学解析,研究轧辊的轴向移动量与轧辊有效凸度的关系,推导辊形参数的理论计算公式,得到从工艺角度出发计算辊形系数A1的公式,并对某CSP厂CVC轧辊技术参数进行计算,提出其辊形参数的修正建议。
连续可变凸度;辊形曲线;等效凸度
为适应轧制工艺对轧辊的不同要求,以及能快速、连续、任意地改变辊缝凸度,实现自由轧制,德国SMS-DEMAG公司于1980年开发了控制带钢形状和轮廓的CVC(Continuously Variable Crown,连续可变凸度)技术[1]。CVC技术以其独特的轧辊凸度控制方式在板带热轧和冷轧中获得了广泛的应用。CVC板形控制技术对带钢凸度的控制效果十分明显,具有很强的板凸度和板形控制能力,能有效控制带钢中心弯曲和边部弯曲,同时其轧辊等效凸度调节范围大,轧辊磨削和管理方便等优点已在生产中充分体现出来[2]。
Guo利用改进的Newton迭代法进行辊系变形求解,建立了板形模拟模型,给出四辊CVC轧机的受力分析,并根据横移轧机的具体特点,进行了有关CVC轧机的板凸度分析[3-5],还采用板形控制锥的概念进行了板形执行机构控制效果的分析及热连轧机最佳工作辊凸度的确定[6-7]。余秋林在建立辊形特征方程时,对CVC辊采用正弦曲线从理论上进行分析[8]。张杰[9]、杨荃[10]和张清东[11]分别就宝钢集团有限公司冷轧厂的CVC轧机进行了CVC辊形破译、辊系变形理论及板形控制系统的研究。Xu等推导出三次CVC曲线的表达式,并首次提出了CVC轧辊有效凸度的概念[12]。Jiang等通过线性回归的方法,求出了三次CVC辊形曲线[13]。
本文给出三次CVC曲线模型的理论推导过程,并结合生产实际,按照工艺要求给出一种计算辊形参数A1的思路和方法,并与相关文献计算值进行对比,最后针对某厂CVC轧辊进行分析,对其技术参数提出相应的修正建议。
1 CVC辊形曲线分析
1.1 凸度与窜辊量之间的关系
最初的CVC辊形曲线为三次曲线,后来改进的CVCplus为五次曲线[14],但实际上,三次曲线和五次曲线没有本质的改变,两者的区别主要在于辊缝凸度与两个轧辊移动距离之间的关系上。以下以三次曲线为例分析CVC辊形轮廓函数。CVC轧辊的半径沿辊身长度方向是变化的,可以用半径函数R(x)来描述,建立如图1所示的坐标系。图1中,2L为轧辊辊身长度,D为上、下两辊轴线间的距离,Ru0(x)为上辊半径函数,Rb0(x)为下辊半径函数。则三次CVC轧辊上辊辊形曲线为
Ru0(x)=A0+A1x+A2x2+A3x3(1)
式中:A0~A3为辊形系数。
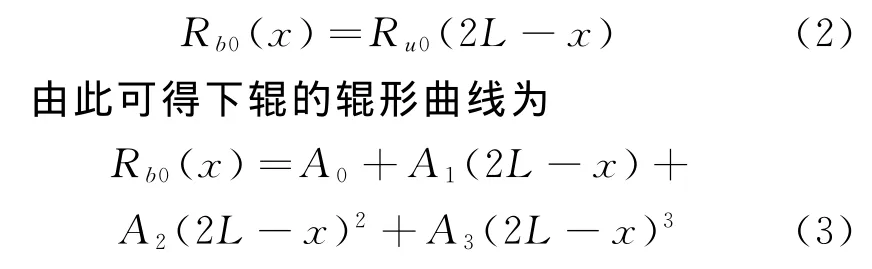
由于CVC轧辊上、下辊形状一致,只是相互倒置180°,故下辊辊形函数与上辊辊形函数之间的关系为
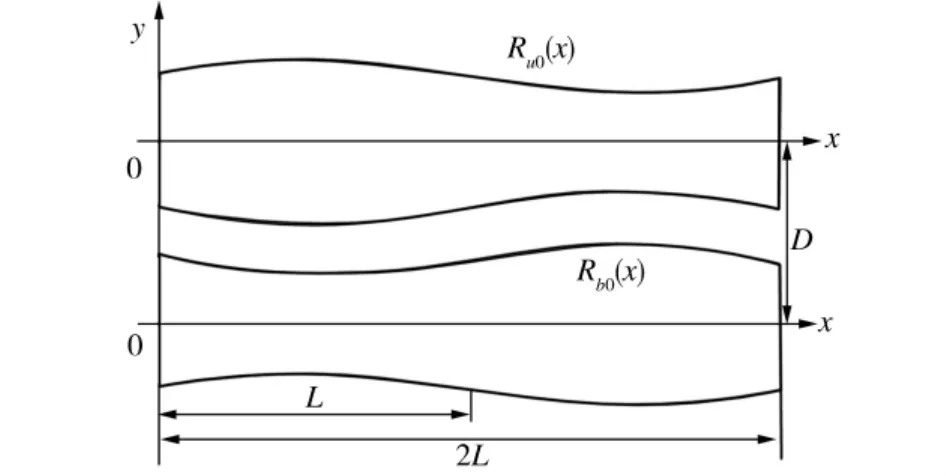
图1 CVC轧辊辊形分析Fig.1 Analysis of CVC roll contour

CVC轧辊辊身轮廓曲线的系数由轧辊所需凸度、轧辊移动量、辊身长度等参数确定。辊缝沿辊身长度的变化量g0(x)为CVC轧辊作轴向移动时,上下轧辊一般是按相同移动量朝相反方向同时移动,这样有利于使所轧板带保持在机架中间的位置上[15],如图2所示。
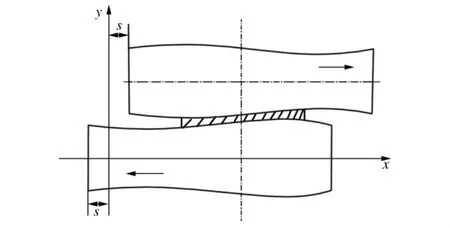
图2 CVC轧辊轴向移动Fig.2 Axial shifting of CVC roll
当CVC轧辊上、下辊沿轴向向相反方向分别移动s时,上辊和下辊的辊形函数分别为
则CVC轧辊作轴向移动s后下辊的函数可以用移动前上辊的函数表示为

由此可得轧辊相向移动s以后,辊缝函数g(x)与CVC辊形函数之间的关系为

将式(5)、式(6)式代入式(8)后,再代入式(9),整理得CVC轧辊的等效凸度为

1.2 辊形参数的确定
1.2.1 A2和A3的确定
若已知当CVC轧辊横移到最大位置Smax时,对应的CVC轧辊等效凸度为最大凸度CWmax,当CVC轧辊横移到最小位置Smin时,对应的CVC轧辊等效凸度为最小凸度CWmin,则有:
这与文献[12]中给出的表达式完全相同。文献[12]中已经通过现场实际数据证明了上述两个公式的正确性。
1.2.2 参数A0和A1的确定
CVC轧辊的辊缝形状(凸度)取决于辊形函数中的系数A1、A2和A3,与系数A0无关,A0只取决于轧辊的原始直径,所以在本文中设A0为一已知量。轧辊辊身长度、两个轧辊相对移动到最大值所要求的凸度和两个轧辊没有相对移动时的初始凸度决定了CVC轧辊的辊身曲线函数,也就是决定了系数A1、A2和A3。
在理论设计和计算中,工艺上要求轧机轧出的轧件符合标准要求的形状,如图3所示。图3中2B为轧件宽度。轧制工艺要求轧件在宽度方向上左右两端厚度相同,同时也要求轧制出来的轧件是水平的,如果只保证轧制出来的轧件沿宽度方向上厚度一致,有可能出现轧件在宽度方向上倾斜的情况,不能确保轧件在宽度方向是水平的,所以图3中轧件左右两端的上端点在上轧辊辊形曲线上应处于同一水平高度,于是可得:由上式可得到A1为
图3 轧辊工作模型Fig.3 The model of CVC work roll
A1=-2LA2-(3L2+B2)A3(17)
2 模型验算及分析
某CSP厂CVC轧辊的技术参数见表1。将表1参数代入式(13)和式(14)计算可得A2和A3,再代入式(17)即可计算出A1,将计算结果与该厂提供的实际值进行对比,如表2和表3所示。由表2和表3中可以看出,F1~F4机架和F5~F7机架的A2和A3的实际值与计算值的误差都超过5%,远远大于正常的计算误差范围,因此,可以判断出其实际参数值设计不合理,不能很好地满足现场生产工艺的需要,建议按理论计算值进行修正。A1的计算值是根据A2和A3的计算值计算而得,因A2和A3表达式已证明是正确的,所以A1的推导及其表达式也符合工艺要求。表2中,F1~F4机架A1值的误差达到12.12%,超出正常误差范围较大,建议将其实际值修正为计算值;而表3中,F5~F7机架A1值的误差为1.14%,基本符合正常的设计误差,可以使用现有的参数值。

表1 某厂CVC轧辊技术参数Table 1 Technical parameters of CVC rolls in a CSP plant

表2 F1~F4机架的CVC轧辊辊形参数Table 2 Parameters of CVC rolls from F1 to F4

表3 F5~F7机架的CVC轧辊辊形参数Table 3 Parameters of CVC rolls from F5 to F7
3 结论
(1)本文推导出CVC辊形参数的计算模型,其中辊形系数A2、A3的计算模型与现有文献中公式相同,考虑工艺要求的参数A1的理论计算模型为A1=-2LA2-(3L2+B2)A3。
(2)采用本文模型进行分析计算,提出某厂CVC轧辊相关参数的修正建议如下:F1~F4机架A1、A2和A3分别修正为3.70×10-3、-4.36× 10-6和1.408 020×10-9;F5~F7机架A1、A2和A3分别修正为1.3 8 4×1 0-3、-1.8×1 0-6和6.189 845×10-10。
[1] Bald W,Beisemann G,Feldmann H,et a1.Continu-ously variable crown(CVC)rolling[J].Iron and Steel Engineer,1987,64(3):32-40.
[2] 高苏,张正秀.板形控制与CVC技术[J].鞍钢技术,1996(2):18-23.
[3]Guo R M.Computer model simulation of strip crown and shape control[J].Iron and Steel Engineer,1986,63(11):35-51.
[4] Guo R M.Development of a mathematical modal for strip thickness profile[J].Iron and Steel Engineer,1990,67(9):36-44.
[5]Guo R M.Characteristics of rolling mills with roll shifting[J].Iron and Steel Engineer,1988,65(12):45-52.
[6] Guo R M.Cascade effect of crown and shape control device in tandem rolling mills[J].Iron and Steel Engineer,1988,65(7):29-35.
[7] Guo R M.Determination of optimal work roll crown for a hot strip mill[J].Iron and Steel Engineer,1989,66(8):52-59.
[8] 余秋林.四辊轧机辊系弹性变形理论与实验研究[D].齐齐哈尔:东北重型机械学院,1990.
[9] 张杰.CVC轧机及辊型研究[D].北京:北京科技大学,1992.
[10]杨荃.冷轧带钢屈曲理论与板形控制目标的研究[D].北京:北京科技大学,1992.
[11]张清东.宽带钢冷连轧机板形自动控制系统的研究[D].北京:北京科技大学,1994.
[12]Xu Guang,Liu Xian Jun,Zhao Jia Rong.Analysis ofCVC roll contour and determination of roll crown[J].Journal of University of Science and Technology Beijing,2007,14(4):378.
[13]Jiang Zheng Lian,Wang Guo Dong,Zhang Qiang.Shifting-roll profile and control characteristics[J].Journal of Materials Processing Technology,1993, 37:53-60.
[14]张杰,陈先霖,徐耀寰,等.轴向移位变凸度四辊轧机的辊型设计[J].北京科技大学学报,1994,16(S):98-101.
[15]何伟.CVC辊型曲线模型开发及其辊系弹性变形研究[D].沈阳:东北大学,2006.
Determination of CVC roll contour parameters
Liu Feng,Xu Guang,Fan Jin
(College of Materials Science and Metallurgical Engineering,Wuhan University of Science and Technology,Wuhan 430081,China)
Mathematical analysis was conducted of CVC work roll contour and the mathematical model for the relation between roll shift position and equivalent roll crown was obtained.The theoretical formulae for calculating roll contour parameters were deduced,which makes it possible to calculate roll contour parameters from the technical perspective.And finally,the technical parameters of CVC rolls in a certain CSP rolling line were analyzed with improvement suggestions given.
CVC;roll profile;equivalent crown
TF303
A
1674-3644(2012)03-0182-04
[责任编辑 郑淑芳]
2011-11-30
刘 峰(1990-),男,武汉科技大学硕士生.E-mail:495710573@qq.com
徐 光(1961-),男,武汉科技大学教授,博士生导师.E-mail:xuguang@wust.edu.cn
猜你喜欢
上海金属(2022年6期)2022-11-25
中南大学学报(自然科学版)(2022年7期)2022-08-29
哈尔滨轴承(2022年1期)2022-05-23
冶金设备(2021年4期)2021-10-29
中南大学学报(自然科学版)(2020年11期)2020-12-18
商品与质量(2020年23期)2020-10-09
重型机械(2020年3期)2020-08-24
天津冶金(2018年1期)2018-06-13
锻压装备与制造技术(2017年2期)2017-06-01
轴承(2015年9期)2015-07-26