
新型悬挂式管板焊机机头研制
2012-09-09 06:22李敏
化工装备技术 2012年5期
李敏
(武汉星光石油化工设备有限公司)
新型悬挂式管板焊机机头研制
李敏*
(武汉星光石油化工设备有限公司)
悬挂式管板焊机在大直径换热器的制造和维修上具有很大优势,但目前国产悬挂式焊机技术与国外相比还有一定差距。为解决焊机机头悬挂使用条件下焊枪精确定位与调整、机头轻量化等技术难题,开发了一种新型悬挂式管板焊机。该焊机采用胀管器胀管定位方式以及新型的焊枪轴向、径向调整结构,具有结构紧凑、功能完善、工作可靠和焊接质量好等特点。该焊机机头已经产品化并规范应用。
悬挂式管板焊机 机头 胀管定位 焊枪微调 焊接
0 前言
全位置自动管板氩弧焊机是用于换热器中换热管与管板的接头焊接的专用焊机,它能有效保证管子与管板的焊接质量,提高焊接效率,大大减轻工人的劳动强度[1-3]。全位置自动管板焊机按焊机机头固定形式可以分为机架式和悬挂式,其中机架式管板焊机的机头固定于小车上,小车可沿机架导轨移动。由于机架大小以及导轨行程的限制,机架式管板焊机适用于直径2 m左右的中小型换热器。当需要焊接大直径换热器时,需要将机架式管板焊机整机放置于升降台,不便于操作。而悬挂式管板焊机则是用钢丝绳将机头悬挂于平衡器上,平衡器可以悬挂于支架上,也可以悬挂于插入顶端换热管的钢筋上,在制造和维修大型换热器上有很大的优势。目前,国产机架式管板焊机已经比较成熟,而悬挂式管板焊机技术与国外相比还有一定差距,急需解决机头悬挂使用条件下焊枪精确定位与调整、机头轻量化等技术难题。
为此,本文在武汉星光石油化工设备有限公司龙门式WZM1-315C全自动管板焊机的基础上,开发了一种新型的悬挂式管板焊机机头。
1 悬挂式机头开发难点
通常,悬挂式自动管板焊机的机头只是简单地在机架式管板焊机机头上增加了吊耳,采用这种方式减少了开发时间和费用,并且配件通用,但同时也存在如下问题[4-5]。
(1)焊机定位
悬挂式自动管板氩弧焊机焊接时,焊枪需要与被焊换热管成一定夹角并绕其旋转,以完成360°环形焊缝的焊接。因此,需要有一种快速定位装置能迅速将机头与被焊管件同心定位并保持到焊接完成。
如图1所示,管板自动焊机的定位一般由定位轴头与换热管管孔相配合而实现,定位轴头与换热管内孔间隙仅仅0.2~0.3 mm。对于悬挂式焊机来说,机头仅凭吊耳支撑,不好保持平衡,定位轴很难快速伸入管孔定位,操作效率较低。

图1 常用管板自动焊机定位方式
完成机头与被焊管的同心定位后,需要将焊枪与被焊管轴向定位。以往采用三爪卡盘的定位方式,需要操作工手持机头手柄对机头施加轴向推力,由三爪与管板接触定位,并且在焊接时保持。这种方式显然加大了操作工的工作强度,并且一旦焊接时操作工施加的推力变化了,焊接质量就不能保证。
(2)焊枪微调
机头和管板及管孔定位完成后,需要微调焊枪的位置和角度以适应被焊区域。其中,焊枪偏角可在焊接启动前完成,而焊枪与被焊管的轴向距离则可能在焊接时调节,即焊枪旋转时调节。此时如在机头前端调节,由于三爪卡盘的三爪限制,操作非常不便并容易伤手。
2 新型悬挂式管板焊机机头
针对上述问题,本文研究开发了一系列新型结构,解决了焊枪精确定位与调整、机头轻量化等难题。
2.1 快速定位装置
考虑到定位装置应能快速与管孔同心,并能固定,本文采用了胀管器胀接管孔的定位方式,所设计的结构如图2所示。其中,胀管器外径小于换热管内径1 mm,能快速插入换热管管孔,通入高压水后,胀管器受压内径变大,紧密胀压管孔,使机头与换热管同心且固定。

图2 胀管器胀接管孔定位结构
焊接时,较高的焊接温度会使被焊管件发生形变,一旦形变量过大,胀管器就无法顺利脱出换热管。为避免这种情况的发生,我们将胀管器连接于定位轴头上,定位轴头外径略大于胀管器外径,并通入循环冷却水。焊接前,如图3所示,将胀管器伸入被焊管内,其后的定位轴头置于被焊环焊缝内侧。焊接时,启动开关,高压水流通过高压管通入胀管器内,胀管器胀接定位于换热管;同时,循环水通过进水管及出水管在定位轴头的空腔内循环冷却,以降低被焊管焊接区域的温度。

图3 胀管器冷却结构
本文设计的快速可靠的定位装置,能实现焊枪准确与换热管同心定位,确保焊枪绕换热管旋转施焊时焊枪与焊缝径向距离不变,以保证焊接质量。
2.2 焊枪微调装置
为实现焊枪位置的调整,本文设计了一种管板氩弧焊机焊枪快速调节装置。如图4所示,焊枪微调装置包括焊枪1、轴向调节轴3、径向调节装置2。径向调节装置2装有径向滑块6、径向螺杆7和径向导轨11。径向螺杆7与径向滑块6滑动配合,径向螺杆7的顶端设置有带动径向螺杆旋转的径向调节旋钮9。
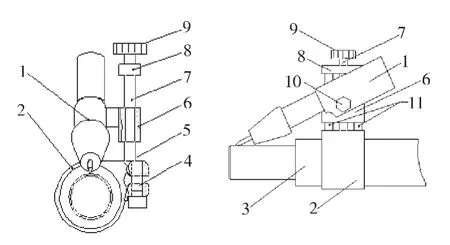
图4 管板氩弧焊机焊枪快速调节装置
其中,轴向调节轴3与焊机主轴同心,且可通过安装于机头后部的调节螺母调节轴向位移,而径向调节装置2通过螺母4收紧固定于轴向调节轴3上。调整时,焊枪1固定在径向滑块6上,并可绕转动销10旋转,改变焊枪1相对于焊机主轴3的夹角。径向滑块6与径向螺杆7构成滑动螺旋副,调节径向调节旋钮9带动径向螺杆7旋转,使径向滑块6沿径向导轨11上下移动,实现焊枪1相对于焊机主轴的径向移动。
上述结构紧凑可靠,可以方便地实现调整,方便地实现焊枪的快速精确调整。
2.3 总体结构优化与制造
本文采用上述技术对武汉星光石油化工设备有限公司研制并成熟批量生产和应用的龙门式WZM1-315C全自动管板焊机机头进行了改造,在结构上实现了进一步小型化和轻量化,操作更加宜人化。研制的新型悬挂式管板焊机机头如图5所示。
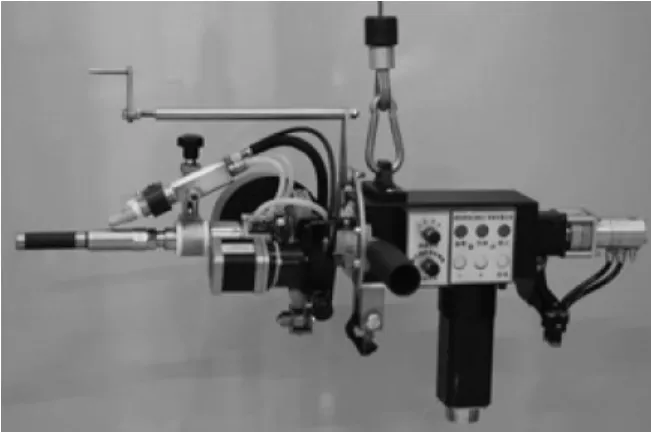
图5 新型悬挂式管板焊机机头
3 应用效果
本文研制的新型悬挂式管板焊机机头可以实现焊机与被焊管件的快速定位,能实现焊枪准确地与被焊管件同心定位,确保焊枪绕被焊管件旋转焊接时焊枪与被焊管件径向距离不变,以保证焊接质量。另外,该焊机机头结构紧凑,重量轻,调整使用方便。目前,该产品已在抚顺化工机械设备制造有限公司、中国电工设备总公司等多家企业得到了成功的应用。
[1]乔俊杰.自动焊接装备在重型压力容器行业的应用现状与发展趋势 [J].现代焊接,2008(1).
[2]贾鸿谟.手工钨极氩弧焊接法 [M].太原:山西人民出版社,1980.
[3]雷毅,孟兆贵.全位置管-板TIG焊机伺服系统的单片机控制 [J].山东机械 ,1999(2):10-12.
[4]张贤安,都跃良,董卫华.新型单柱式管-板全自动氩弧焊机的研制 [J].焊接技术 ,2003(2):39-40.
[5]王涛.管子-管板程控TIG环缝焊工艺及设备 [J].焊接技术,2005(5):47-48.
Development of Hanging Tube-sheet Welder Head
Li Min
The hanging tube-sheet welder has great advantages in fabrication and repair for big diameter heat exchangers.But there is a certain gap between domestic welders and abroad welders.To solve the problems of precise positioning and adjusting of welding torch under hanging conditions and head lightweight,developed a new type of hanging tube-sheet welder.The welder is located by hydraulic pipe expander,and it has the new structure of axis and radial adjusting for welding torch.The welder is compact,perfect in functions and reliable,with good quality of welding.The welder head has already been industrialized and applied standardized.
Hanging tube-sheet welding machine;Machine head;Expanding positioning;Adjusting of welding torch;Welding
TQ 050.5
2012-04-11)
*李敏,女,1979年生,硕士,工程师。武汉市,430090。
猜你喜欢
现代农机(2022年3期)2022-07-11
油气田地面工程(2021年4期)2021-04-29
组合机床与自动化加工技术(2019年11期)2019-11-27
中国化工贸易·上旬刊(2018年9期)2018-09-10
中国医学装备(2016年6期)2016-12-01
焊接(2016年6期)2016-02-27
焊接(2016年1期)2016-02-27
设备管理与维修(2015年2期)2015-12-25
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
