车身焊接工装紧凑型多定位自动切换装置的设计
2012-08-31 02:31朱富强唐高中
装备制造技术 2012年12期
彭 羿,朱富强,唐高中
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
目前国内汽车制造厂商在汽车生产线上普遍采用多车型同时或分批次混线生产的柔性化生产系统。在设计这类生产线的时候,经常需要解决同一工位对多种车型不同零件进行精确定位的难题。而对一些在同一位置的定位面高度、形状难以统一且没有空间放置多套摆动或退让机构的零件,除了手工拆换部分或全部定位组件外,尚无特别理想的自动化切换机构。目前,广泛使用的一种定位块手动切换装置,如图1 所示,其存在着切换时间长、操作占用空间大、重复定位精度低,长期使用易造成配合件磨损,甚至出现切换插销扭曲断裂等问题。
为解决上述问题,提高切换效率、定位精度以及夹具结构的稳定性,我们希望设计一种全新的车身焊接工装紧凑型多定位自动切换装置。

图1 手动切换装置
2 设计原理及结构分析
2.1 概述
普通白车身焊装线通常使用气动控制来提高生产线的效率和自动化水平,因此,为了满足生产线效率的要求,充分利用车身线的气动资源,切换装置选择采用气动控制来实现自动切换。此外,为了给焊钳留出更多的操作空间,切换装置结构应该尽量紧凑,小巧,这就决定了在选用气缸时,要选缸径尽可能小的。由于气缸带动转盘旋转需要克服的摩擦力较小(配合表面需经过精加工),所以该切换装置选择了转盘式切换。另外,只需缸径很小的气缸作为驱动,这样即节约空间,又降低了成本,这里我们选用了FESTO 生产的规格为25×30 的小气缸。同时,为了便于安装、维护,本装置设计时使用的衬套、螺钉、垫片等均为标准件。
2.2 装置的基本结构及运动分析
该自动切换装置由气缸、连接板、气缸支座、驱动连杆、转盘、支撑块、定位块一和定位块二组成。其结构如图2 所示,各旋转关节点采用自润滑无油衬套,以减少旋转时对旋转轴的磨损。定位块一、定位块二安装在转盘上,并通过相同标准的垫片组进行高度微调。而转盘的旋转轴固定在支撑块上,另一端铰接驱动连杆,驱动连杆与气缸的一端连接,气缸的另一端与气缸支座铰接,支撑块和气缸支座固定在连接板上。当气缸推动驱动连杆时,驱动连杆与转盘之间发生相对转动,同时驱动连杆也带动转盘沿其固定的转轴转动。而转盘上固定的定位块一、定位块二随之转动,实现定位块一、定位块二之间工作与非工作位置间的切换,进而适应不同车型之间不同的定位型面。
气缸推拉的起始点,代表定位块一、定位块二分别工作的状态,如图3(a)、(b)和图4 所示,定位块旋转角度范围0°≤β≤74.5°。从图上可以看出,此装置还可以通过添加不同的限位挡块(限制转盘旋转的角度)、更换更大包角的转盘、选用更大行程的气缸来变换旋转角度的大小,进而实现更多定位块之间的转换,潜在可开发的柔性更高。
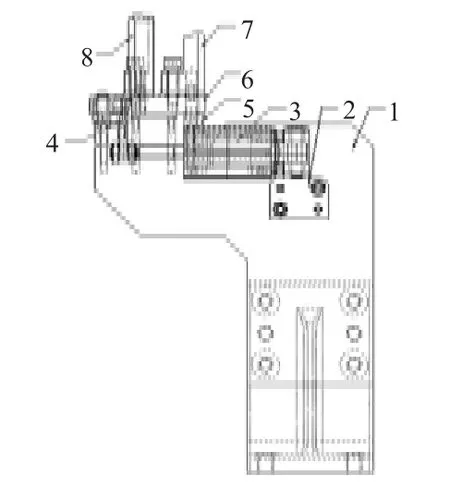
图2 紧凑型多定位块自动切换装置结构图

图3 定位块自动切换装置不同状态图(转盘逆时针旋转)

图4 同一定位块两种工作状态的示意图
2.3 与手动切换装置的受力对比分析
对于手动切换装置,如图5(a)所示,切换插销与插销孔内的衬套之间是紧配合,当定位面受到作用力P 时,通过力的传递,作用力P 被传递到切换插销上(未考虑力的损失),同时连接板会对切换插销产生一个反作用力T(T=P),这时切换插销主要受到这个力作用。再加上作用力T 与P 不在一条直线上,不能抵消,所以作用力P 会绕连接块的旋转轴产生顺时针方向的扭力矩M。在扭力矩M 的作用下切换销轴相对于连接块的旋转轴有沿切向运动的趋势。为了平衡这一力矩M,在切换销轴和连接块的旋转轴之间,必然也要产生一个反向等大的力矩M1,切向反作用力N必然要比作用力P 大得多(因为作用力P 的力臂L2要远远大于切向反作用力N 的力臂L1,而两者产生的力矩大小是相等的),这将使得作用在切换插销上的剪切力会较定位面压力P 成倍的放大,如果瞬间冲击力过大,有可能造成插销折断或变形失效。即使瞬间压力在可承受的范围之内,而在工作一段时间后势必会造成切换插销扭曲变形和衬套磨损,这不但影响了定位装置的定位精度,也增加了衬套和切换插销的更换频率和维护时间,进而增加了使用和维护成本,并形成了产生产品缺陷的潜在可能。
同样,对于多定位自动切换装置,当定位面受到作用力P 时,通过力的传递,作用力P 直接传递到刚性很强的连接板上,在连接板上产生反作用力T,并直接达到平衡,不会产生作用在转动部件上有害力矩。这样就避免了切换插销的切向作用力,从而也避免了由此造成的各运动部件(衬套、转盘、驱动连杆、销轴等)机械损伤,保持了很高的定位精度,同时节约了使用和维护成本。

图5 两种切换装置的受力分析简图
3 关键部件的特殊要求
在该自动切换装置中,为了保证定位的精度和装置的使用寿命,各关节点在设计时要有其特殊的要求。
定位块设计时要根据型面的要求设计出与型面相一致的定位型面,且为了延长型面的寿命,减小长期使用后对型面的磨损,定位块型面表面要具有一定的硬度和耐磨性(进行热处理),同时还要注意表面防锈(发黑)。
铰接点的旋转销在进行旋转时,与衬套发生摩擦,长时间使用也会造成销轴的磨损,因此,旋转销轴除了要求具有一定的硬度和韧性之外(采用45 钢并热处理),销轴表面也要求有一定的硬度和耐磨性(淬火),同时注意防锈处理和表面粗糙度(Ra0.8)。此外,销轴径向尺寸要进行精加工以保证其与相邻部件之间的配合精度。
4 结束语
本机构可以根据不同车型产品零件的特点,对需要切换的定位块(或定位销)进行合理的位置布置,并结合调整气缸行程和各连接件的尺寸,让自动切换机构能满足不同旋转角度的需求。在多车型共线的柔性化车身焊装线中,应用前景十分广泛。
[1]杨握铨.汽车装焊技术及夹具设计[M].北京:北京理工大学出版社,1996.
[2]熊晓萍,陶明元.汽车车身装焊夹具的结构设计[M].长春:汽车工艺与材料,1998.
[3]孙大涌.先进制造技术[M].北京:机械工业出版社,1999.
[4]闻邦椿.机械设计手册[M]第5 版.北京:机械工业出版社,2010.
猜你喜欢
湖北工业大学学报(2021年5期)2021-11-03
汽车零部件(2021年7期)2021-07-29
设备管理与维修(2021年24期)2021-02-10
矿山机械(2020年12期)2020-12-19
煤矿机电(2020年5期)2020-11-02
制造技术与机床(2019年9期)2019-09-10
探索科学(学术版)(2019年11期)2019-06-16
中国铁道科学(2019年3期)2019-06-04
制造技术与机床(2019年4期)2019-04-04
汽车实用技术(2018年20期)2018-10-26