偏心衬套的更换技巧
2019-06-16 07:38:54
探索科学(学术版) 2019年11期
石家庄海山实业发展总公司 河北 石家庄 050000
一、引言
在飞机结构修理时,经常遇到偏心衬套因孔径超差、磕伤等原因需进行更换。下面从偏心衬套的结构特点、衬套的分解、工装夹具的选用及衬套的饺孔,共四方面来讲解偏心衬套更换技巧。
二、偏心衬套的结构特点
飞机结构活动连接部位处的主要承力接头、支臂、梁上的衬套很多都是通过大型的制造桁架工装配饺形成终孔,故很多衬套为偏心衬套。如机身与机翼连接交点上的衬套、前起落架梁上的衬套、方向舵与垂直尾翼连接交点处的衬套等均需配饺成终孔。示列:某型飞机前起落架安装处原机旧衬套为偏心衬套,衬套周缘壁厚的厚度不同,见图1。新衬套为非偏心新衬套,衬套周缘壁厚相同,见图2。新衬套更换后需铰至成偏心衬套。

图1 原机上的旧衬套(偏心衬套)
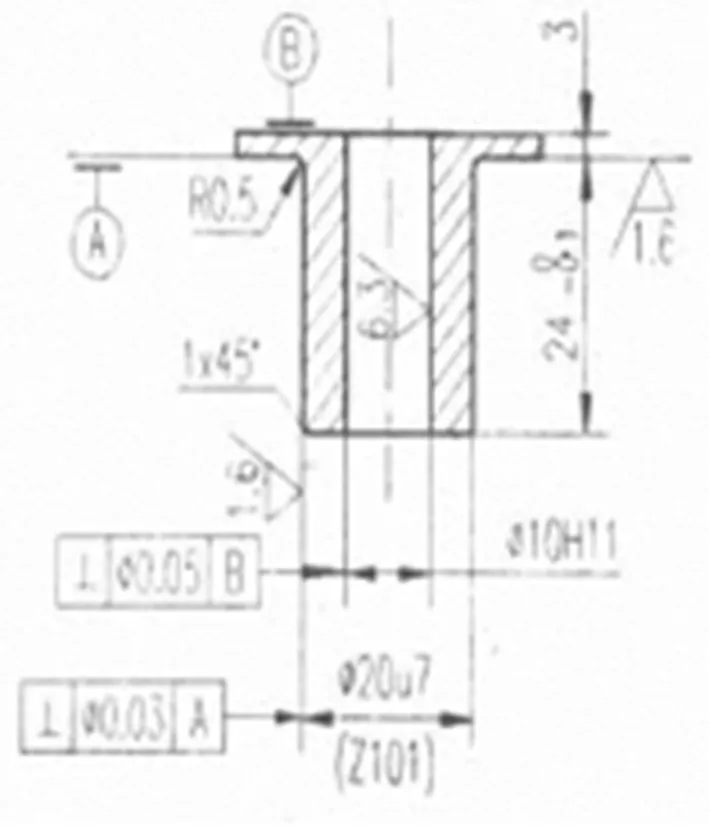
图2 新衬套(非偏心衬套)
三、衬套的分解经验
3.1 在分解旧偏心衬套时要作好标示 架次标示、左右标示、上下标示并将衬套壁厚的最厚部位在构件的相应部位作好标示,见图3示例。避免偏心衬套换新时安装位置发生错误,安装位置发生错误会造成装配故障。示例:某型飞机前起落架安装处的偏心衬套装反将会造成:前轮偏斜、前起落架上锁机构上锁、开锁故障,直接影响飞行安全。。
3.2 当两个偏心衬套同时需进行更换时,要逐个进行分解更换,原因为:需借用另外一方的旧衬套进行定位引孔,确保同轴度。
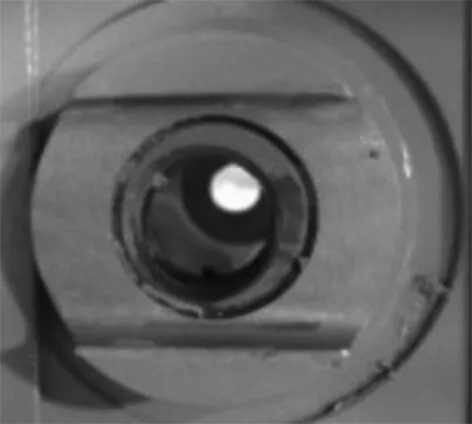

图3 偏心衬套分解时要作好的标示
四、工装夹具的选用
4.1 工装夹具的构成 由专用铰孔工装夹具、导向轴及专用铰刀三部分组成,其各部分的组成连接及功用。
4.2 导向衬套(导向轴)的选用经验
1)选用导向轴(导向衬套)时需对原机旧孔进行测量,避免由于原机孔有超差现象造成导向轴(导向衬套)与原机孔不匹配,致使导向不准确。
2)设计制作导向轴(导向衬套)时可根据衬轴实际超差情况制作多个尺寸精度的导向轴(导向衬套),便于根据测量后的旧孔尺寸进行选配相适应的导向轴(导向衬套)。
3)导向衬套与带导向铰刀的配合原理同上,导向衬套与带导向铰刀的配合。要轻开轻扣,通过维护方式的改进来延长铆钉的使用寿命。
注意1:专用工装的设计制作时需保证导向轴、导向衬套及铰刀的精度与原机旧衬套孔的精度相同,或略高于原机衬套孔的精度。
注意2:由于原机个别孔的尺寸有可能与图纸不相符,所以设计制作前要对与原机相连接构件上的孔进行测量。从而保证设计制作的导向衬套与原机相连接构件上的孔的尺寸精度相同,实现需换新零件的精准定位及制孔精度。
五、衬套的饺孔经验
1.当衬套的加工余量过大时,可通过导向衬套对新衬套进行扩钻孔,或委托镗孔,但必须留有0.3mm~0.5mm的余量,然后再用饺孔工装进行进一步的饺孔,以确保衬套的同心度。
2.偏心衬套饺孔后,会将原衬套孔处的倒角饺掉,饺孔完成后要对有安装要求制倒角的衬套进行补充加工。若忘记将会造成安装螺栓根部R角处与衬套孔边缘发生装配干涉,引发装配应力故障。
3.偏心衬套安装饺孔后,对有同轴度检查要求按技术要求进行同轴度检查,对无同轴度检查要求的进行验装,确保装配协调性。
六、技巧推广效果
1.利用此种偏心衬套的更换技巧,可广泛应用于各型飞机结构上偏心衬套的更换。总结提炼出的经验方法能够很好的减少人为差错,保证了飞机的维修质量,各机型均可使用,极具推广价值。
2.此种引制孔方法还可广泛应用于各型飞机主要承力接头、支臂、梁在换新时的定位及螺栓孔的引制孔。
猜你喜欢
内燃机与动力装置(2022年1期)2022-03-21 13:51:14
汽车零部件(2021年7期)2021-07-29 07:11:56
光明中医(2019年9期)2019-03-19 14:30:35
汽车实用技术(2018年20期)2018-10-26 08:19:54
民用飞机设计与研究(2018年1期)2018-05-04 04:43:20
电镀与环保(2017年6期)2018-01-30 08:33:37
汽车与驾驶维修(维修版)(2017年8期)2017-09-26 03:17:00
化工学报(2015年12期)2015-06-19 07:53:22
机械工程师(2014年2期)2014-04-21 06:49:28
机床与液压(2014年10期)2014-03-07 09:43:06