烟支切割砂轮进给装置改进
2012-08-16 06:28黄夏妮
科技视界 2012年35期
黄夏妮
(龙岩烟草工业有限责任公司 福建 龙岩 364000)
0 引言
随着国内烟草行业日益发展壮大,为满足市场对烟草行业快速发展的需要,烟草公司对提高烟草生产线的生产效率和降低其生产成本的期望也越来越高。研发现代化烟草机械是解决这些问题的重要考虑方向,这样以来不但能够大幅度提高生产效率,而且能够缩短生产时间,降低生产成本,有利于提高我国烟草机械产品的整体竞争力,带动一系列相关高新技术产业的发展。现代化烟草自动生产线是现代化烟草机械的核心组成部分,因此加强这部分的机构创新研究,对提高烟草生产线的生产效率及降低其生产成本有着非常重要的作用,亦是满足目前国内烟草行业快速发展需求的有效解决办法。
伴随着各种烟草机械不断更新,技术要求也越来越高,机构设计等相关技术日趋完善,机械智能化、机械自动化、机电一体化等相关产业开始走进了烟草行业的历史大舞台。烟支接装机作为烟草机械的重要组成部分在生产过程中扮演着不可或缺的角色。由于烟支接装机切刀转速慢且切刀刃口磨削面光洁度低,切刀在切割烟支滤嘴时,容易出现烟支滤嘴切口毛边、变形等质量问题。针对该问题,姜冬子等[1]、刘国平[2]采用硬质合金切刀和切刀胶后清洁装置等方法,使烟支滤嘴切口质量得到改善,王永峰等[3]结合高略契金常数定理对接装机最后切割和磨刀装置进行研究,对最后切割和磨刀装置进行了改进。 本文重点研究烟支切刀砂轮自动进给装置特点和机构设计特点,并以此为切入点,借鉴其优秀的技术设计方法,结合国内烟草机械行业的现状,对其进行机构改进和创新,使其能为我国的烟草机械行业的快速发展提供机构技术的支持和借鉴。
1 切烟及磨刀原理
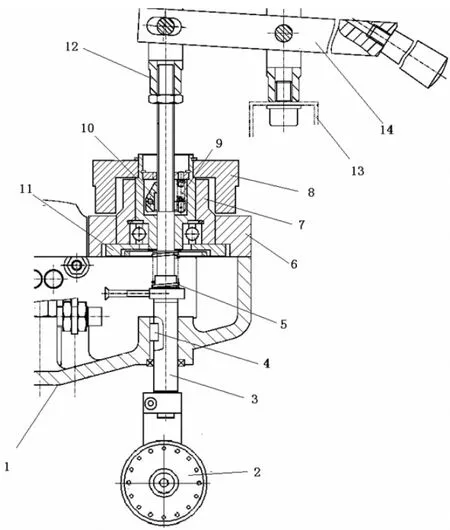
图1 原烟支切刀砂轮装置结构示意图
如图1 所示,MAX1-8 接装机烟支切刀磨刀砂轮进给装置主要由底座、砂轮丝杆、导向键、法兰盘等组成。磨刀砂轮安装在丝杆上,丝杆安装在底座的通孔上,在导向键的作用下可以上下移动。 外法兰固定在底座上,内法兰套外法兰上,牙套安装在内在法兰上,一端用销定位,一端与压簧连接,通过压簧压力使牙套与丝杆的螺纹啮合,形成丝杆螺母机构。 丝杆的上端还通过万向接头与抬杆连接。
为切断烟支,卷烟机烟支切刀设计有刀头、摆动支架、磨刀砂轮[4]等部件,磨刀砂轮结构见图1。 刀头是带刀片的旋转轮,用于切烟;磨刀砂轮用于磨削切刀片一侧。机器运行时,磨刀砂轮每15 分钟进给一次,对刀片进行修磨。 接到进给指令后,电磁阀控制气缸动作,气缸推动法兰盘11 逆时针方向转动30°,带动内法兰7 转动30°,使牙套10绕丝杆3 逆时针方向转动, 在弹簧5 的作用下, 丝杆3 向下移动0.17mm,完成一次进给动作。
当砂轮进给到极限位置时,需要将丝杆回到上部位置,然后更换新刀片。 此时,只要将抬杆14 向下压,在支架13 的作用下,丝杆3 受到向上的拉力, 克服弹簧9 的压力脱离牙套10 的啮合, 回到上部位置。
采用砂轮,在绕磨刀砂轮旋转轴线的旋转过程中磨削刀片,而且在磨刀时砂轮运动方向与刀片运动方向一致,利用两者速度差进行磨削刀片磨削并切割烟支后,刀片将会进给微小距离,在下一转中继续磨削。
2 砂轮装置存在问题
为保证烟草机械在运行过程中的高速、高自动化、高可靠性以及生产线上的和成品的高质量。 这就要求根据产品功能要求,应用科学知识对机器的作用、原理和结构进行初步构思,同时考虑实际运行工况对机器功能和周围环境的影响及可能发生的失效,应用机械强度和振动、摩擦学、腐蚀、可靠性、流体理论、热工学等科学知识,来调整原来的构思,制定切实可行的设计方案,另外还要综合应用工业美学、材料、制造工艺知识来确定用材、加工方法及外观形状。这样来保证烟草机械优质、高效、经济、安全、可靠。
在接装机切刀砂轮结构中, 由于丝杆螺纹段与内法兰之间不密封,设备运行过程中烟末、烟灰会随着丝杆转动进入安装有牙套的空腔中,当空腔内空间被烟末堆满后,会消除弹簧的压力,使丝杆与牙套产生啮合不良,容易造成以下问题:
1)砂轮不进给:砂轮不进给会使刀片磨削不锋利,影响切割质量;
2)进给失控:砂轮进给失控,瞬间进给量大会使刀片出现缺口或打坏,不仅影响设备效率和备件消耗,还对操作工的操作安全造成威胁为解决原切刀砂轮进给装置存在故障率高的缺陷,提高该装置的工作可靠性和设备运行效率,降低维护保养时间和备件消耗,设计出新型切刀砂轮进给装置。 新装置增加丝杆密封罩,使丝杆螺母机构长期处于密封润滑状态,彻底解决原机构存在的问题。
3 改进方法及工作原理
将烟支切刀砂轮装置丝杆回位方式由向上拉起丝杆的方式改成从下往上抬起丝杆,同时缩短丝杆长度,制作一个金属密封罩固定在转盘上,使丝杆和牙套啮合空间处于密封状态,并增加油脂对丝杆进行润滑。
如图2 所示,新型切刀砂轮装置由底座、砂轮、丝杆导向平键、销钉、万向接头、支撑块、抬杆、弹簧、外法兰、内法兰、转盘、弹簧、牙套、法兰盘等组成。磨刀砂轮安装在丝杆上,丝杆安装在底座的通孔上,在导向键的作用下可以上下移动。 外法兰固定在底座上,内法兰套外法兰上,牙套安装在内在法兰上,一端用销定位,一端与压簧连接,通过压簧压力使牙套与丝杆的螺纹啮合,形成丝杆螺母机构。 密封罩安装转盘上,随转盘转动。抬杆的前端通过销钉与砂轮座连接,中间段通过接头与支撑块连接。
机器运行时,磨刀砂轮每15 分钟进给一次,对刀片进行修磨。 接到进给指令后,电磁阀控制气缸动作,气缸推动法兰盘逆时针方向转动30°,带动内法兰转动30°,使牙套绕丝杆逆时针方向转动,在弹簧的作用下,丝杆向下移动0.17mm,完成一次进给动作。
当砂轮进给到极限位置时,需要将丝杆回到上部位置,然后更换新刀片。 此时,只要将抬杆向下压,在支撑架的作用下,销钉使丝杆受到向上的推力,克服弹簧的压力,丝杆脱离牙套的啮合,回到上部位置。
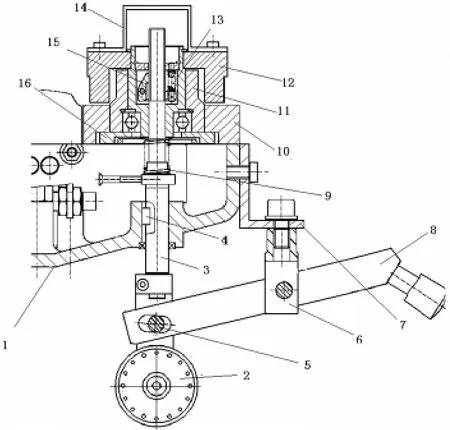
图2 新烟支切刀砂轮装置结构示意图
改进方案具体操作过程:
1)拆下MAX1-8 烟支切刀装置
2)拆下内、外法兰盘,取下丝杆
3)在底座右侧边开两个M6 的螺纹,装上支撑块
4)将改短的进给丝杆装到内法兰盘上,并装好牙套、密封罩
5)将组装好的丝杆、内、外法兰盘装到底座上
6)装上砂轮座、砂轮
7)将抬杆前端用销钉与砂轮座连接,中间段用接头与支撑块连接
改进效果:
1)该改进彻底解决MAX1-8 接装机烟支切刀砂轮装置因丝杆啮合不良造成的砂轮进给不可靠故障,提高烟支切割效果,降低故障率。
2)该改进结构简单、实用,故障率低,安装简便,可以在MAX 系列接装机上安装推广
4 结语
通过对磨刀装置的改进,提高切刀磨削面光洁度,避免因切刀刃口不平而影响烟支滤嘴的切口质量。 应用效果表明,改进后机组运行可靠,切刀转速提高,减小了切刀切割力,烟支滤嘴切口毛边、变形等问题大幅下降,提高了烟支滤嘴切口质量,满足了生产工艺要求。
[1]姜冬子,孙东亮,杨健荣,等.YJ212 接装机最后分切鼓轮切割机构的改进[J].烟草科技,2011(9):24- 24.
[2]刘国平.AF 12 滤嘴接装机滤棒分切形式转换的设计研究[J].烟草科技,2010(8):22-25.
[3]王永峰,付向春,刘玉军,李伟,黄铭.PROTOS 卷接机组最后切割和磨刀装置的改进[J].设备与仪器,2012(7):29-31.
[4]肖弦,廖卫东.基于Top-down 思想的切割装置设计[J].机电产品开发与创新,2002(3):10-11.
猜你喜欢
江苏安全生产(2022年12期)2022-02-06
装备制造技术(2021年12期)2021-04-23
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
机械工程与自动化(2018年1期)2018-04-02
浙江大学学报(工学版)(2016年9期)2016-06-05
西南农业学报(2016年4期)2016-05-17
设备管理与维修(2015年2期)2015-12-25
中国造纸(2014年1期)2014-03-01