PASSIM80卷烟机组接装机滤嘴料仓改进
2015-12-25 01:49:36史晓
设备管理与维修 2015年2期
史 晓
(河南中烟工业有限责任公司漯河卷烟厂 河南漯河)
一、选题背景
漯河厂在2013年5月PASSIM80卷烟机组接装机开始使用滤嘴接收机,不再人工上滤嘴,很大程度上减轻了职工的劳动强度,职工能更好的集中精力操作设备,产品把关,减少质量事故的发生。但是,在使用滤嘴接收机后,发现此机型的卷接机组均有烟支漏气现象,导致接装机搓板堵塞停机现象也明显增加。众所周知,烟支漏气是卷烟产品比较严重的质量缺陷,应该在生产中杜绝。烟草行业是一个附加值较高的行业,其生产材料在产品成本占有较高的比重,降低成本,提高一次成品率,减少停机次数,降低消耗也是我们不懈的追求。因此需要我们尽快对以上存在的问题在生产中加以解决。
二、存在问题
滤嘴料仓储存一定的滤嘴,经过滤嘴切割鼓轮等滤嘴供给系统来满足滤嘴的供给,使用加胶滤嘴后,阻挡辊堵塞现象明显增加。阻挡辊其作用是阻止滤嘴在向料仓上供料的堆积,以使料仓鼓轮每槽每次只携带一支滤嘴。较多滤嘴,通过阻挡辊时,将使离合器脱开,离合器操作微动开关,使机器停止运转。在使用加胶滤嘴后,卷接机停机次数大幅增加,由原来的每班停机次数平均8次,增加到41次(表1),其主要是由阻挡辊堵塞造成,并且需要降速运行,严重影响到设备的运行效率,并增加了消耗。说明我们需要在阻挡辊阻塞引起的停机方面进行解决。
三、分析原因
为了减少滤嘴在阻挡辊处的堵塞,首先检查阻挡辊各部件的调整尺寸,离合器扭簧A=15 mm;离合器开关的触头与离合器盖的间隙为B=0.25~0.5 mm,参数均符合标准要求。其次检查阻挡辊与右导板的间隙为1 mm,阻挡辊与滤嘴鼓轮的间隙为1 mm,也符合标准要求。

表1 PASSIM80卷烟机组停机次数统计表
由此说明,阻挡辊部位各技术要求均符合标准,不是造成阻挡辊堵塞的主要原因。经分析认为,更换为加胶滤嘴后,该故障明显增加,应与滤嘴性质有一定关系。加胶滤嘴与普通醋酸滤嘴微观对比分析,由于加胶滤嘴生产的工艺特殊性,造成加胶滤嘴表面摩擦力大,一定高度的滤嘴料仓库存量,滤嘴自重压力在切割鼓附近的滤嘴间产生粘性(图1),以致阻挡辊不能对滤嘴进行有效阻挡而阻塞。

图1 切割鼓附近的滤嘴间产生粘性
四、解决方法
针对查找出来的原因,采取不同的办法进行解决。一是用滑石粉,减少滤嘴间的摩擦力。采用此方法虽然有一定的效果,但问题没有彻底解决,产品质量和安全得不到保障。二是降低料仓存棒高度,减轻滤嘴自重压力,减少滤嘴堵塞。用此方法,滤嘴高度降低得少时效果不明显,高度太低时在接收机出口处滤嘴错乱,搅拌器起不到应有的作用。三是采用一个90 mm宽不锈钢板( 图 2),把料仓隔成2个滤嘴室,上面滤嘴室正常接收滤嘴,储存滤嘴,滤嘴自身重量作用在不锈钢板上;下面滤嘴室储存少量滤嘴,满足设备正常滤嘴需要。2个滤嘴室通过左挡板与不锈钢板有一个宽度为200 mm的接口,不断为下滤嘴室供应滤嘴。减少了滤嘴在切割鼓轮附近因自重压力产生的粘连,降低了在阻挡辊处的堵塞频次。

图2 采用90 mm宽不锈钢板
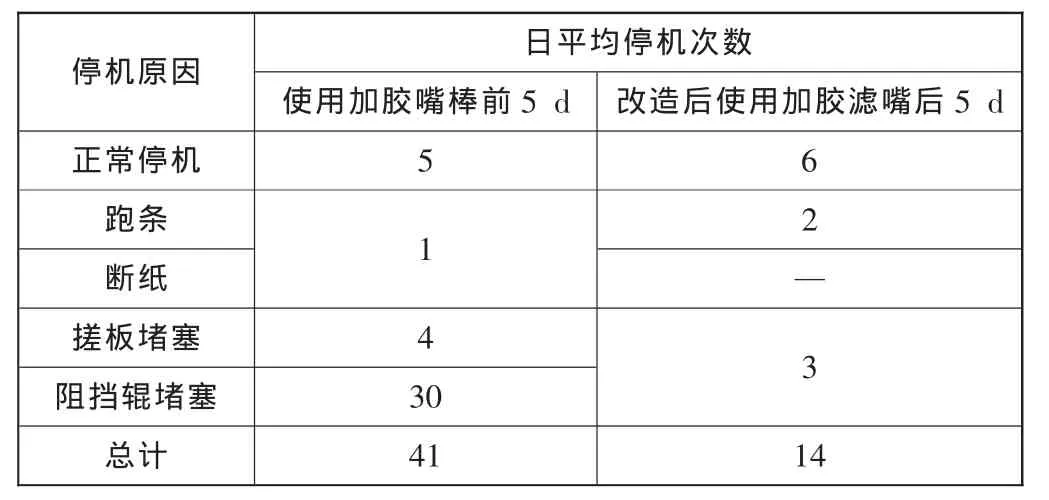
表2 PASSIM80卷烟机组停机次数统计表
五、实际效果
改进后,因阻挡辊堵塞造成的停机次数由改进前的41次降低到改进后的14次(表2)。通过改进有效提高了设备的运行效率,材料消耗降低,节省了费用。
猜你喜欢
江苏安全生产(2022年12期)2022-02-06 02:43:28
装备维修技术(2021年40期)2021-11-22 15:28:22
设备管理与维修(2021年1期)2021-03-05 04:05:56
中文信息(2020年8期)2020-09-12 14:29:22
商品与质量(2019年42期)2020-01-17 08:07:50
中国建筑金属结构(2018年6期)2018-08-31 10:22:30
上海金属(2015年6期)2015-11-29 01:08:58
中国造纸(2014年1期)2014-03-01 02:10:11
化工生产与技术(2014年6期)2014-02-27 13:42:09
中国设备工程(2013年1期)2013-10-21 11:54:24