
不同叶丝干燥方式对烟支物理指标的影响
2012-08-06 08:40:08陈小林李飞宇
重庆与世界(教师发展版) 2012年11期
陈小林,李飞宇,李 清
(重庆烟草工业公司涪陵分厂技术科,重庆 400080)
目前国内部分卷烟企业叶丝干燥采用气流烘丝机和管板烘丝机并存的加工方式,对企业内部部分品牌主要以气流烘丝机进行叶丝干燥处理。但由于天然气存在季节性的供气紧张,因此在保证内在品质相对稳定的情况下,在天然气供气紧张时采用管板烘丝机进行处理。为此,重点对管板烘丝机与气流烘丝机不同叶丝干燥方式下烟支主要物理指标进行对比和方差分析,为企业今后选择不同加工方式后烟支物理指标确定合适标准提供依据。
一、材料与方法
(一)材料、设备与仪器
1)材料:重庆烟草工业有限责任公司涪陵分厂A品牌配方叶丝。
2)设备:SH926A型燃气管道式烘丝机(秦皇岛烟草机械有限公司)、SH315D型管板式烘丝机(秦皇岛烟草机械有限公司)、PASSIM(英国MOLINS公司)及GDx1(意大利GD公司)机组。
3)仪器:红外线水分仪(英国NDC红外线工程公司)、红外线温度仪(美国雷泰公司)、电热鼓风干燥箱(重庆银河试验仪器有限公司)、索定D51型多功能测试台(法国索定检测仪器设备公司)。
(二)方法
1)对SH926A型燃气管道式烘丝机与SH315D型管板式烘丝机分别整批投料进行A牌号生产试验。
2)生产过程中其他工序按正常加工方式和加工参数加工产品,采取同一卷接包装机组按A牌号的卷制标准进行卷制和包装产品。
3)根据文献[1]规定的方法及要求,分别对经过SH926A型燃气管道式烘丝机和SH315D型管板式烘丝机后的卷烟产品在包装机出口处抽检取样品,等间隔各抽取5次,测试烟支的单支质量、吸阻、硬度和圆周。
4)对两种烘丝机处理下的烟丝所卷制的产品测试的烟支物理指标筛选单支质量为860±10 mg与圆周为24.2±0.1 mm各20支烟支,对吸阻和硬度进行比较;对同一烘丝机处理下的烟丝所卷制的产品测试的烟支物理指标筛选单支质量为>860 mg和单支质量<860 mg各一组,每组20支烟支,圆周均为24.2±0.2mm时所对应的吸阻和硬度进行比较[2-3]。
二、结果与分析
(一)不同烘丝机处理下的烟丝卷制的烟支吸阻和硬度的对比分析
表1中的数据为两种烘丝机处理下的烟丝所卷制的产品测试的烟支物理指标筛选单支质量为860±10 mg与圆周为24.2±0.1 mm各20支烟支后对烟支的物理指标进行的方差分析。
表1中两种烘丝机处理下的烟支物理指标相比,在烟支单支质量为860±10 mg与圆周为24.2±0.1 mm时,所对应的吸阻和硬度的平均值有明显差异,管板烘丝机处理下的烟丝卷制的吸阻和硬度的平均值高于气流烘丝机的吸阻和硬度的平均值,吸阻高7.3 mmWG,硬度高1.62%。方差分析显示,两种烘丝机处理下的烟丝在同一机组卷制的烟支单支质量和圆周在P=0.05时其单、双尾临界均无显著差异,说明两种烘丝机处理下的烟丝在相同机组卷制的烟支单支质量和圆周没有显著变化,不会对吸阻和硬度产生影响,引起烟支吸阻和硬度变化的主要是叶丝的不同加工方式。表1中,两种烘丝机处理下的烟丝在相同机组卷制的烟支吸阻和硬度在P=0.05时其t双尾临界有显著差异,说明不同叶丝处理方式对烟支的吸阻和硬度的有显著影响。
(二)相同烘丝机处理下的烟丝所卷制的产品不同烟支单支质量吸阻和硬度的对比分析
1.气流烘丝机处理下的烟丝所卷制的产品不同烟支单支质量吸阻和硬度的对比分析
表2为气流烘丝机处理下的烟丝所卷制的产品测试的烟支物理指标筛选单支质量为>860 mg和单支质量<860 mg各一组,每组20 支烟支,圆周均为 24.2 ±0.2 mm时所对应的吸阻和硬度进行的方差分析。表2中,单支质量为>870 mg时吸阻和硬度平均值分别为112.6 mmWG、69.04%,其吸阻与硬度均比单支质量<870 mg时平均值高4 mmWG与2.055%。方差分析显示,在气流烘丝处理下不同烟支单支质量下对烟支的吸阻在P=0.05时有显著影响,对硬度影响不大。
2.管板烘丝机处理下的烟丝所卷制的产品不同烟支单支质量吸阻和硬度的对比分析
表3为气流烘丝机处理下的烟丝所卷制的产品测试的烟支物理指标筛选单支质量为>860 mg和单支质量<860 mg各一组,每组20支烟支,圆周均为 24.2±0.2mm时所对应的吸阻和硬度进行的方差分析。
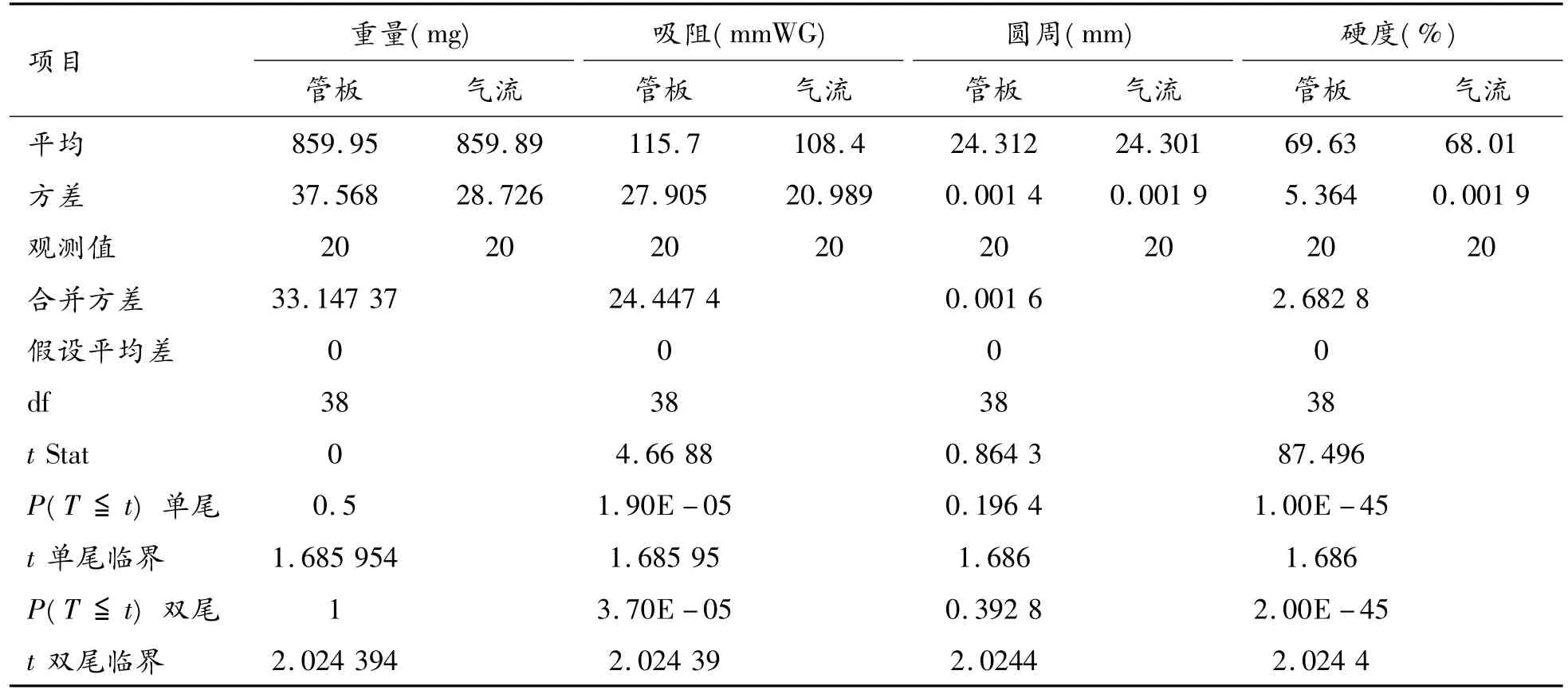
表1 不同烘丝机处理下的烟丝烟支吸阻和硬度t-检验:双样本等方差假设
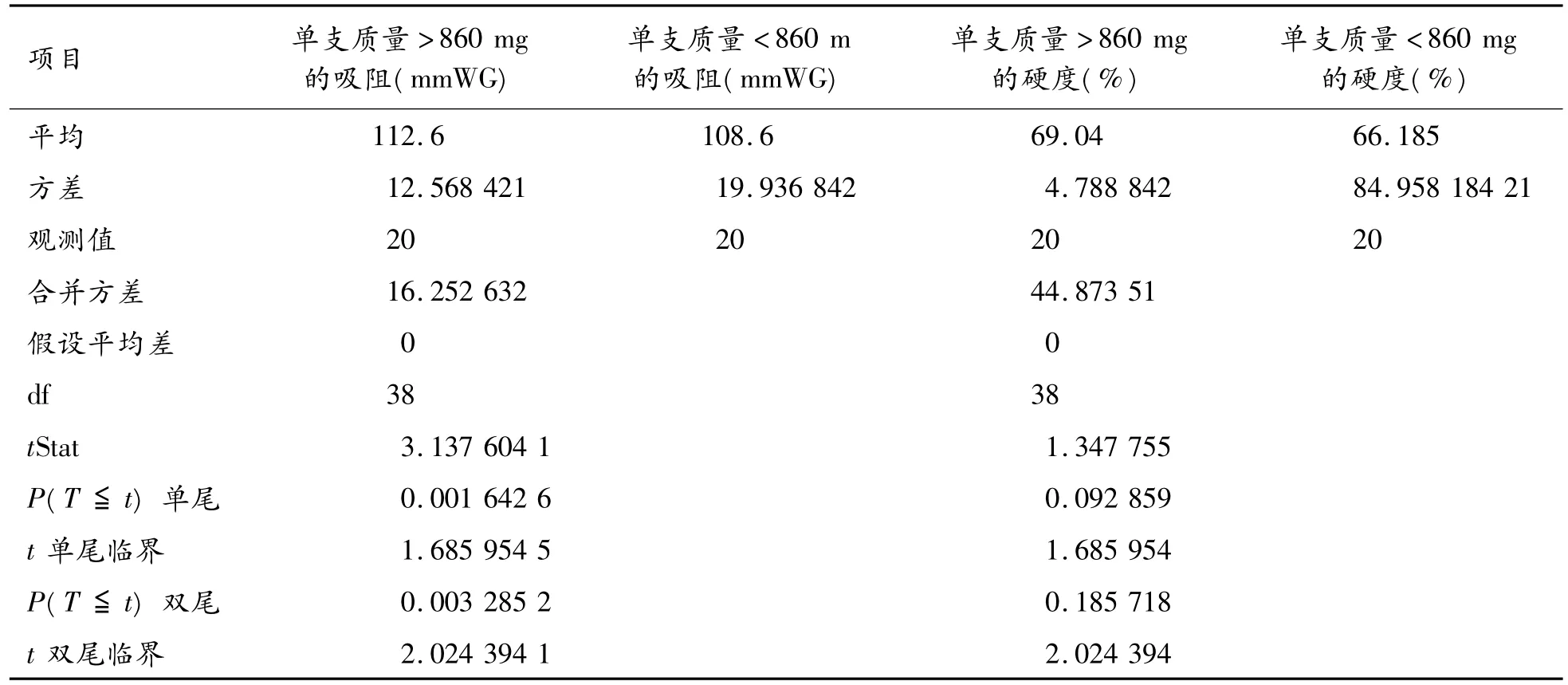
表2 气流烘丝机处理下的烟丝所卷制的产品不同烟支单支质量吸阻和硬度t-检验

表3 管板烘丝机处理下的烟丝所卷制的产品不同烟支单支质量吸阻和硬度t-检验
表3中,单支质量为>860 mg时吸阻和硬度平均值分别为116.9 mmWG、71.05%,其吸阻与硬度均比单支质量<860 mg时平均值高6.9 mmWG与0.35%。方差分析显示,在管板烘丝处理下不同烟支单支质量下对烟支的吸阻在P=0.01时有显著影响,对硬度影响不大。
三、结果与探讨
1)方差分析显示,在烟支单支质量和圆周没有显著差异的情况下,管板烘丝机处理下的烟丝卷制的烟支的吸阻和硬度的平均值比气流烘丝机处理下的烟丝卷制的烟支吸阻和硬度平均值均高。两种烘丝机处理下的烟丝在相同机组卷制的烟支吸阻和硬度在P=0.05时其t双尾临界有显著差异,不同叶丝处理方式对烟支的吸阻和硬度有显著影响。
2)在相同处理条件不同烟支单支质量下,单支质量为>860 mg的烟支所对应吸阻和硬度均高于单支质量为<860 mg时所对应的烟支吸阻与硬度;方差分析显示,对相同处理条件下烟支单支质量对烟支吸阻有显著影响。
[1]国家烟草专卖局科技教育司郑州烟草研究院.GB5606—2005 卷烟[S].北京:中国标准出版社,2005.
[2]陈良元.卷烟加工工艺[M].郑州:河南科学技术出版社,2002.
[3]刘文卿.实验设计[M].北京:清华大学出版社,2005.
猜你喜欢
烟草科技(2022年11期)2022-12-20 05:58:40
商品与质量(2021年43期)2022-01-18 05:30:28
名城绘(2020年2期)2020-10-21 08:25:48
烟草科技(2019年11期)2019-12-13 06:23:26
昭通学院学报(2018年5期)2018-12-06 03:00:12
山西青年(2017年24期)2017-12-22 09:13:22
科技创新与应用(2017年16期)2017-06-10 23:43:09
环球市场(2016年16期)2016-11-29 05:06:48
山东工业技术(2016年7期)2016-04-08 16:41:45
中国科技纵横(2015年24期)2016-01-21 19:44:47
