大功率T/R组件的研究与设计
2012-07-02 05:44陈晓青
电子与封装 2012年8期
陈晓青
(中国电子科技集团公司第55研究所,南京 210016)
1 引言
有源相控阵雷达近年来得到了飞速的发展,对其核心部件T/R组件提出了更高的要求,对功率、效率、噪声等关键指标要求不断提升。单个微波GaAs芯片的功率由于功率密度、芯片面积的限制,发展到一定阶段就很难获得快速的提高,目前国际主流的X波段功率芯片的输出功率典型值为10W,Ka波段的功率芯片典型值为4W。此时单个T/R组件若想获得更大的输出功率,就只能通过功率合成的方式,本文总结了一些可以用于T/R组件的功率合成方式,同时针对大功率T/R组件如何有效保护接收通道的难点进行分析。
2 大功率组件设计方案
图1是大功率T/R组件的功能框图,从图中我们可以看出相比于传统的T/R组件,大功率T/R组件的区别在于以合成功放网络来替代单只功放芯片[1],同时在接收支路的限幅器前加入了一级大功率开关,用来反射发射支路的大功率信号,有效保护接收通道的器件。大功率T/R组件设计的难点在于高效率的功率合成网络、如何通过合理的开关时序嵌套来保证接收通道的安全工作及合成波导的机加工。下面将针对这三个难点来逐一分析。
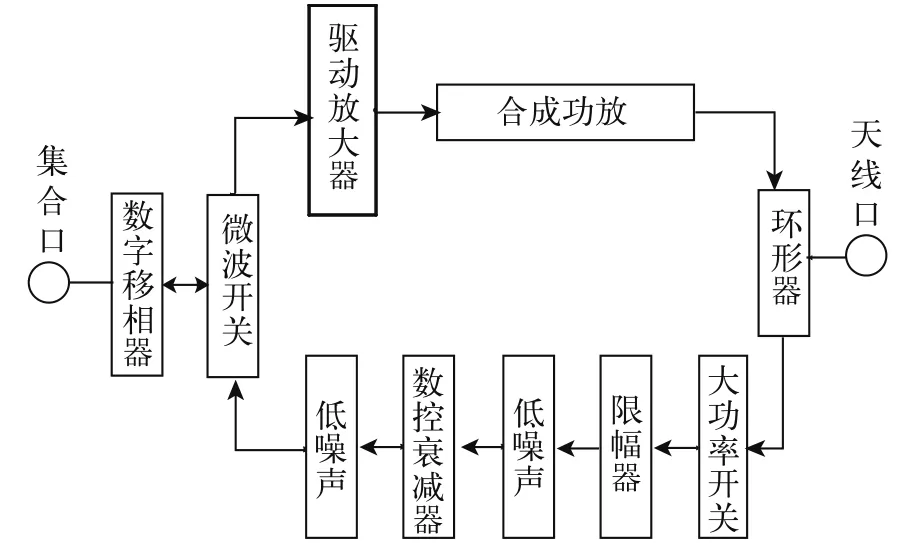
图1 大功率T/R组件的功能框图
3 T/R组件功率合成方案介绍

图2 T/R组件功率合成方案
图2所示为大功率T/R组件功率合成方案,我们可以看出,此方案由两级合成,第一级为平面电路合成,主要方式为微带威尔金森合成或Lange桥合成,将两只或三只芯片合成一个功率模块,获得20W~30W的功率。图3为通过微带威尔金森合成的功率模块实物照片。

图3 微带合成功率模块
平面电路合成的优点在于实现简单、插损小、驻波好,但随着级数的增加和功率的变大,合成效率和损耗急剧增加,不适合较大功率的合成;这个时候我们就需要进行空间合成来获得百瓦级的功率。
矩形波导合成是大功率T/R组件最常用的空间合成方式[2],分为E面波导合成和H面波导合成[3]。图4为E面波导合成和H面波导合成的示意图。
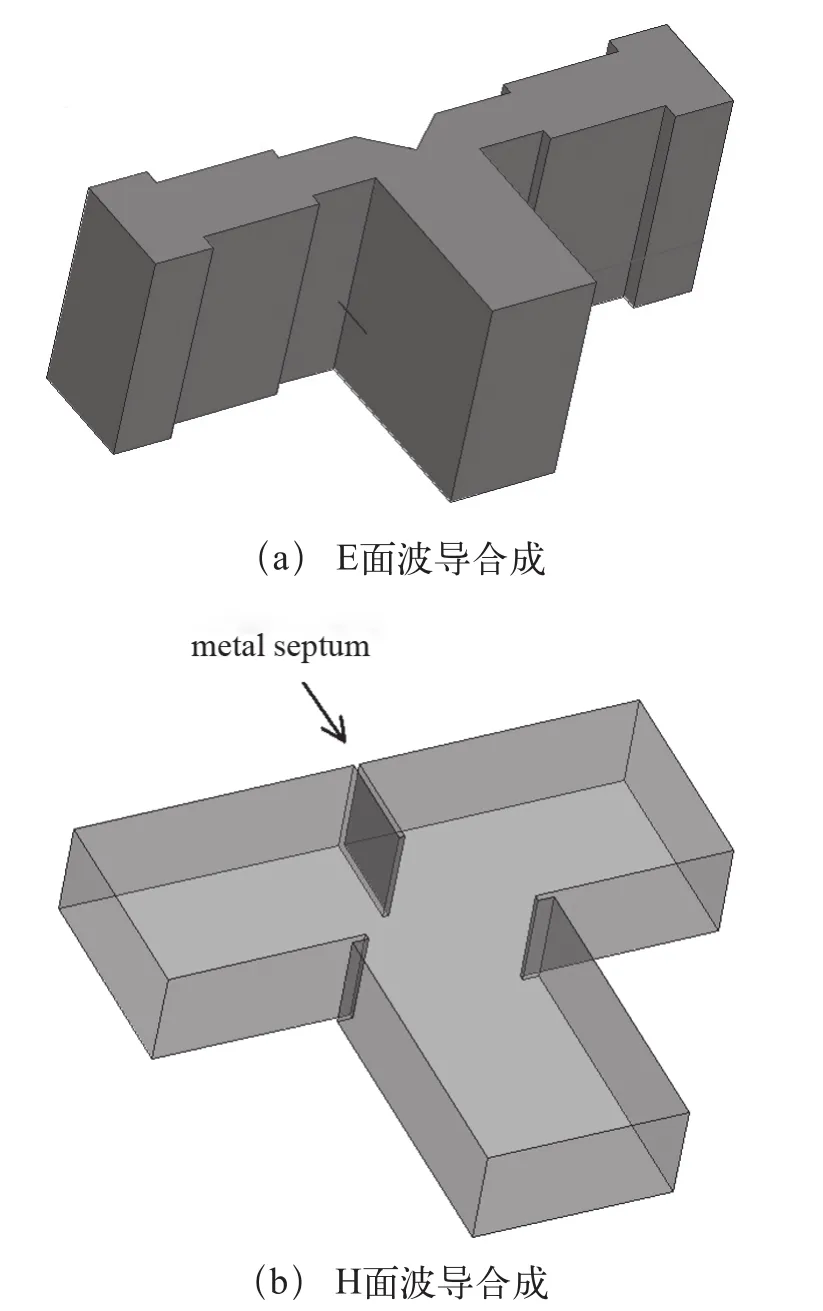
图4 E面波导合成和H面波导合成示意图
E面合成结构利用波导的宽边进行功率合成,具有相对较宽的带宽,机械结构上更容易实现,对装配的要求较低,是大功率合成的首选。但构成相控阵雷达的TR组件单元间距往往有严格的限制,如X波段TR组件单元间距一般要求为10mm~15mm,而X波段标准波导宽边尺寸为22.86mm,远远大于组件的厚度,这使得E面波导合成方案无法应用于大功率TR组件的合成。
H面功率合成结构利用波导的窄边进行合成,且波导的窄边可以减高使用,这种用法仅影响波导的功率容量,不影响合成效率。所以H面波导合成方案具有厚度薄的优点,能够满足相控阵雷达的TR组件单元间距小的要求,可广泛应用于大功率TR组件的功率合成。
图5为利用H面波导合成总体设计图,4路微带线输入信号通过双探针耦合的方式进入波导腔进行合成[4],经仿真该结构在X波段的带宽达2GHz[5], 驻波小于1.3,插入损耗小于0.3dB,合成效率大于90%。
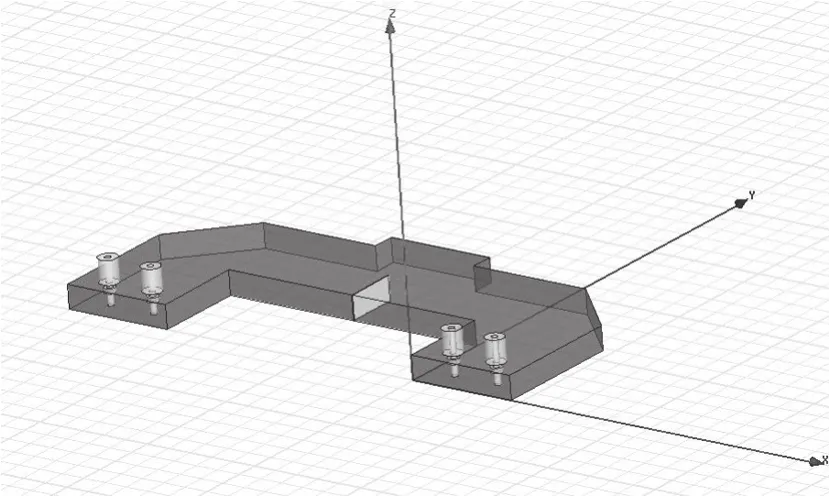
图5 4路双探针H面波导合成图
此结构的优点在于厚度薄、合成效率高、结构简单、便于金加工,与前级功率模块对接方便,缺点是无负载端口,输出两端口隔离差,T/R组件的环形器可以在一定程度上弥补这个缺点,我们利用这个结构可以在X波段获得100W左右的输出功率。
4 大功率组件接收通道设计
T/R组件接收通道的限幅器的作用是当有大功率信号从天线端口注入时,能保护接收通道的后级芯片,但是限幅器能够承受的输入功率也是有限的,X波段限幅芯片承受功率的典型值为10W左右,当注入接收通道的功率达到百瓦级时,限幅芯片会被轻易击毁,造成系统失效。这个时候我们就需要对电路进行改进,在限幅器前面增加一级大功率开关电路。大功率开关的时序需要与组件的时序合理嵌套以保证组件的安全工作,时序嵌套如图6所示。
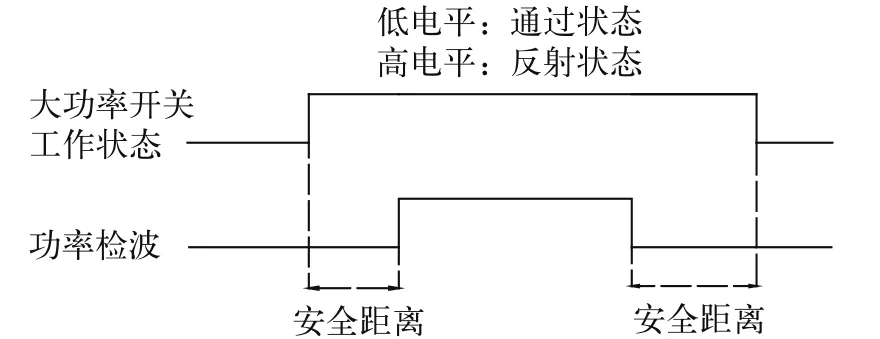
图6 大功率开关时序嵌套图
利用T/R组件分时工作的原理,组件工作于发射状态时,开关处于反射状态,将大功率信号发射至环形器的负载端;组件工作于接收状态时,开关处于通过状态,极小的开关插损可以保证组件的噪声指标。
微波开关采用并联结构。影响开关承受功率的因素主要是管芯的热阻和耐压。当PIN管处于正向偏置状态,PIN管呈现短路可等效为小电阻,其射频阻值通常为2Ω或更小一些。在射频电流的作用下该电阻会产生热耗散,当耗散功率造成的温升达到引起PIN管金相变化时,就会导致失效。这其中较常见的失效机理是在高温下硅与金的接触面形成共晶体。如果长时间停留在该温度,金-硅丝状导电合金体将会在PIN管内生长,当细丝最终穿透I区,PIN管永久短路[6]。
为满足低噪声和增益要求,放大器采取两级放大。采用平衡式放大电路加单片放大电路。第一级采用电抗匹配,确保噪声系数满足要求。在级间采用匹配网络,进行带宽拓展并使带内增益平坦。为了达到良好的输入、输出驻波特性,放大器采用了有耗匹配和负反馈设计。
5 机械加工设计
功率模块的输出采用波导合成,因此波导合路器的性能直接决定了功率合成效率。为了使实际性能和仿真性能尽可能吻合,优化时将加工过程中因工艺产生的圆角带入仿真,力求仿真结果便于加工。
机械加工的精度决定了功放波导合路器的实际性能,包括驻波、插损、相位等。波导复杂结构的加工是一个难点,既要保证加工的精度又要保证可靠性。由于双探针H面波导合路器的结构特殊,以及X波段波导尺寸较大,考虑到小直径铣刀加工深腔的难度和精度以及宽边大尺寸倒角对性能的重要性,经过反复细致的分析,整个波导合路器分成3块进行加工,合股面位置如图7所示。另外,为了不影响波导性能,合股必须具有较高的精度,设计上采用在合股面加销钉孔、装配时用销钉对准的方法。这种方式的优点在于既不破坏波导腔中磁场的分布,又可以用铣刀加工的方式保证波导腔的光洁度。然而用铣刀加工的方法不可避免会带来圆角,由于频带较宽,为了保证带宽,尽量采用直径小的铣刀来进行加工,同时斜面的加工也必须保证精度。
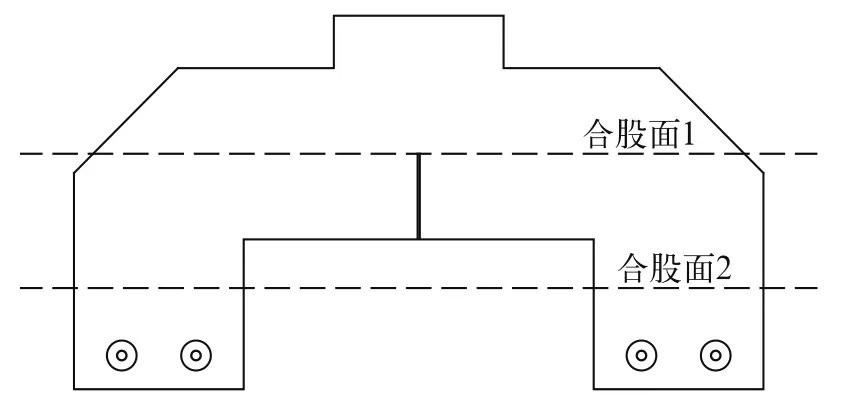
图7 波导合路器合股面示意图
6 总结
综合以上的设计结果,我们制成了X波段的大功率收发组件,如图8所示。
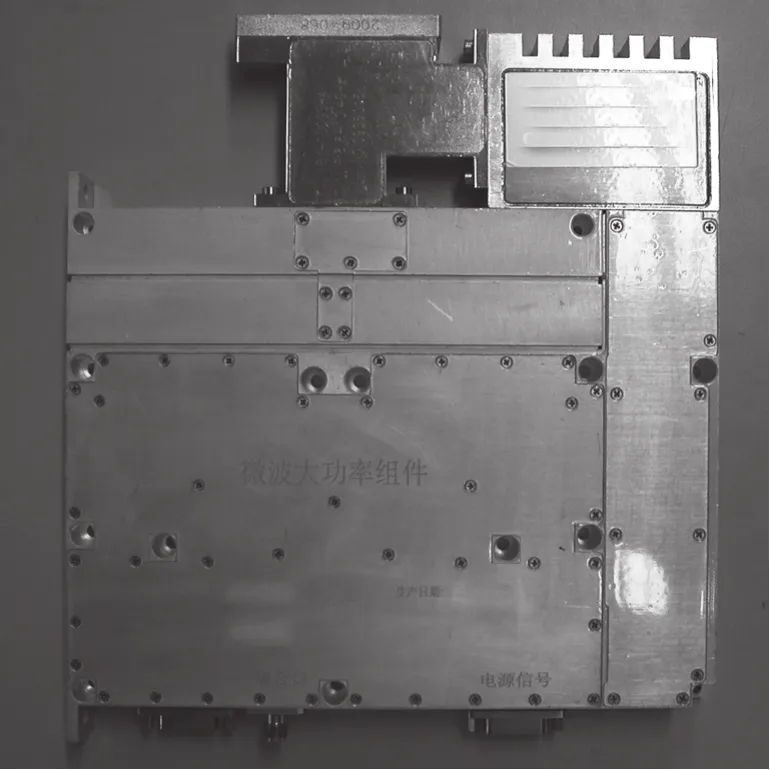
图8 X波段大功率收发组件外形图
组件峰值输出功率大于100W,组件总效率高于25%,噪声小于2.6dB,增益大于3dB,具有移相、衰减功能,可靠性满足装备要求,测试结果如图9所示。
本文介绍了一种通过功率合成的方法来大幅提高单个组件输出功率的设计方法,可将单个组件的输出功率提高到百瓦级,同时针对大功率组件设计中的难点进行了重点分析。将设计结果应用于实际产品,制作出大功率、低噪声的T/R组件,应用于某重点型号雷达系统的研制。
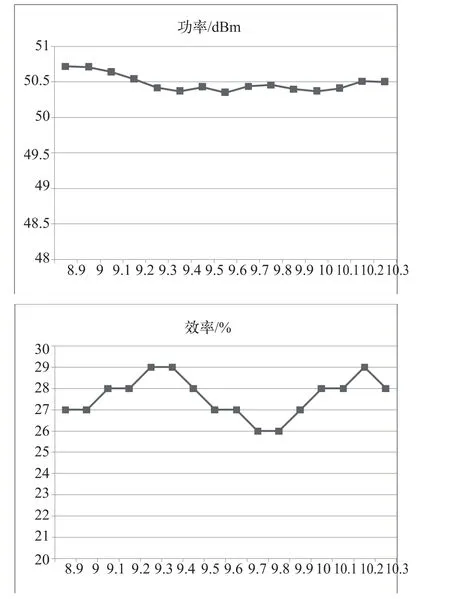
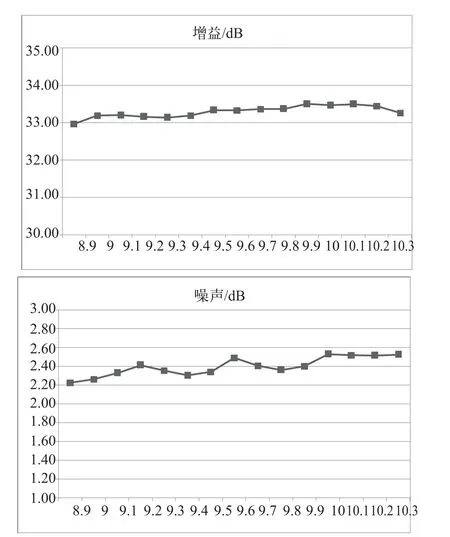
图9 X波段大功率收发组件测试结果
[1] 王芳. Ka 频段功率合成放大技术研究[D]. 成都:电子科技大学,2004.
[2] Huiwen Yao. Analysis and design of microstrip-towaveguide transitions[J].IEEE trans MTT,1994,42(12).
[3] P Khan,L Epp, A Silva. A Ka-Band Wide-Bandgap Solid-State Power Amplifier: Architecture Performance Estimates[J]. IPN Progress Report,2005, November 15:42-163.
[4] Yoke-choy leng, sander weinreb. Full band waveguide-tomicrostrip probe transition[C].MTT-S int microwave symp.dig.1999.
[5] 谢勇军,王鹏,李磊. Ansoft HFSS基础及应用[M]. 西安:西安电子科技大学出版社,2007.
[6] 池保勇,余志平,石秉学. CMOS射频集成电路分析与设计[M]. 北京:清华大学出社,2006.
猜你喜欢
河北省科学院学报(2020年1期)2020-05-25
电子制作(2019年16期)2019-09-27
北京航空航天大学学报(2017年3期)2017-11-23
制导与引信(2016年3期)2016-03-20
火控雷达技术(2016年1期)2016-02-06
火控雷达技术(2016年1期)2016-02-06
西部广播电视(2015年8期)2016-01-16
电测与仪表(2015年21期)2015-04-09
电测与仪表(2015年11期)2015-04-09
燕山大学学报(2014年2期)2014-03-11