浅议铣削力对铣削过程的影响
2012-04-29 16:23:02缑建文
读写算·素质教育论坛 2012年10期
缑建文
摘要铣削力大小和变化对加工过程的稳定性、工件表面质量及刀具的磨损和破损均有着重要影响。
关键词铣削力加工过程稳定性
中图分类号:TH17文献标识码:A文章编号:1002-7661(2012)10-0104-02
在铣工生产实习教学课题练习中,学生经常会遇到虽然都按照合理的加工工艺进行操作,但工件在铣削过程中仍出现尺寸精度不一致、表面质量不稳定、刀具磨损状况不同等普遍问题,这其中很大因素是由于加工过程中铣削力的变化造成的。
一、铣削力及其分解
1.铣削力是铣刀在切除工件上的材料余量时受到的一种阻力。它是同时工作的各个刀齿上受到切削力的总和。总的铣削力主要来自三个方面:
a在铣削过程中克服工件材料变形的抗力。
b克服切屑形成过程中工件材料对塑性变形的抗力。
c克服切屑与前刀面的摩擦力和铣刀后刀面与工件已加工表面及过度表面之间的摩擦力。
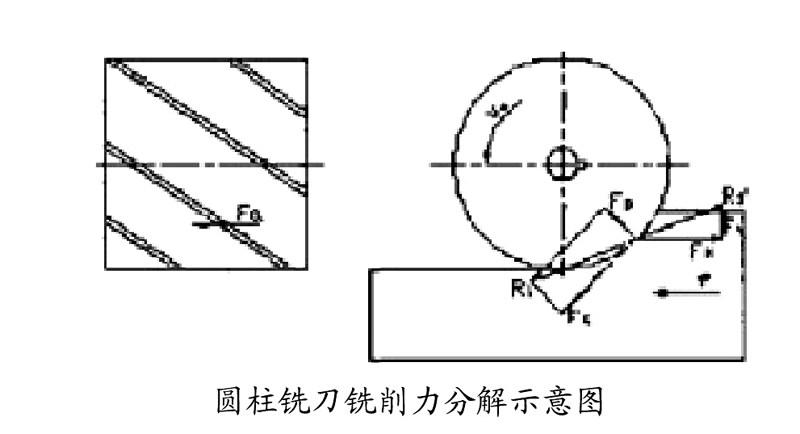
2.铣削力的分解。为了对机床、刀具、夹具之间的作用力进行科学分析和研究,我们可将铣削力分解到所研究的方向上,这样就得到如图示的铣削力示意图:
圆周分力(主切削力)Fc:铣刀外圆切线方向上的分力。
轴向分力Fa:沿铣刀轴线方向上的分力。
径向分力(垂直切削力)Fp:沿铣刀半径方向上的分力。
如果把主切削力Fc和垂直切削力Fp合成就是切削力R,把切削力R1可以分解成水平分力Fh和垂直分力Fv。从而可以看出,主切削力Fc消耗机床的主要功率,轴向分力Fa作用在机床的主轴上,垂直分力Fv作用在机床工作面或者是工件上,而水平分力Fh是作用在机床的进给机构上。切削力作用在主轴轴心上,会影响刀杆的弯曲。
二、铣削力对铣削过程中的影响
1.铣削力对铣削平稳性的影响
铣削加工过程是非连续切削,铣削加工过程中由于切削面积是随着刀具的移动而变化的,所以引起的切削力及力矩也是变化的,是一个动态的数值。尤其是当同时参加切削得刀齿数量越少时,这种切削力和切削力矩的变化也就越大。切削力和切削力矩的变化,会引起工艺系统的受力变形、震动、冲击。这些都会使加工精度、表面质量、机床的寿命和刀具的寿命下降。如果采用螺旋铣刀、细齿铣刀及多齿铣刀(如多齿飞刀),可以增加同时工作的刀齿数量,从而减小切削过程中切削力和切削力矩的变化,使切削变的平稳。但要根据不同的加工材料来选择不同的刀具,不是所有的材料在加工过程中都优先选择刀齿数量多的。例如:在加工有些有色金属(典型如铝件、铜件)时,由于塑性强,使用刀具刀齿过多会使加工过程中产生积屑瘤,易导致加工表面质量下降。所以,在选择加工刀具时要根据实际的情况而定。
2.铣削力对加工过程中的影响
铣削中的径向分力是通过铣刀作用在刀轴上,易使刀轴产生弯曲变形,增大了铣刀的径向跳动,会影响铣削的加工质量和铣刀刀具的寿命。因此,在铣刀安装时应尽量靠近主轴,以减小刀轴的变形。轴向分力Fa会使机床主轴受到轴向拉力或者轴向推力,若铣刀安装不当,会使刀具从主轴中拔出发生安全事故。故使用螺旋铣刀铣削时,应使轴向力指向主轴。
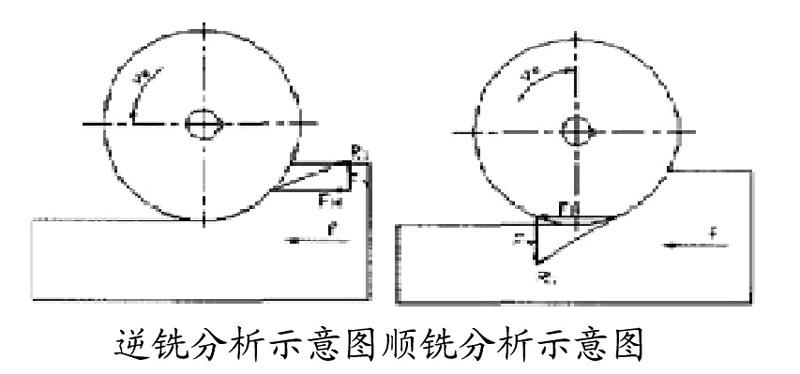
a逆铣分析
在逆铣加工中,铣削力R1的垂直分力Fv将工件连同工作台有一个抬起的作用力(如逆铣分析图),而垂直分力Fv亦随着刀齿的切人增大,切出消失。所以在逆铣加工中,刀齿的频繁切出和切人,会引起工作台和工件的振动,影响了工件加工的表面质量。例如:用立铣刀铣平面,该力横向作用在工件上,对于狭长的工件,在较大横向力作用下易产生弯曲变形,造成铣削振动,影响加工质量。另外,切削力R1的水平分力Fh方向与工件的进给方向相反,所以逆铣时需要的进给功率较大。对于卧式机床逆铣时,垂直分力方向向上,会把工件连同工作台一起向上抬。因此,易使工作台产生跳动。对于加工长而薄,刚性差的工件是不适合的。而在卧式机床上用顺铣,垂直分力Fv方向向下压着工件,所以,适合加工薄而长的工件。
b.顺铣分析
铣削力R1的水平分力Fh通过工件作用在进给机构上,顺铣时水平分力Fh与工作台的移动方向相同(如顺铣分析图),当丝杆和螺母之间存在间隙时而没有消除间隙时,若水平分力较小,工作台的进给机构仍由丝杆驱动,当水平分力Fh变的足够大时,工作台便会由水平分力Fh驱动,这样在铣削时会使工作台产生窜动,易导致铣刀的刀齿因受到窜动冲击而损坏。因此,顺铣时首先要消除机床丝杆与螺母的间隙。普通铣床大多采用滑动导轨,并且之间的间隙不易调整,所以在生产加工中采用顺铣会产生以上缺点。
总之,铣削力对铣削过程中的影响因素是很多的,因此在铣削加工时应充分考虑铣削力大小对加工质量的影响,从而寻求最优化的加工方法和铣削刀具,来保证零件精度、机床寿命及生组织的要求。
参考文献:
[1]周泽华.金属切削原理[M].上海:上海科学技术出版社,1984.
[2]顾熙棠.金属切削机床[M].上海:上海科学技术出版社,1994.
[3]陈海魁.铣工工艺学[M].北京:中国劳动社会保障出版社,2006.
猜你喜欢
船舶职业教育(2023年6期)2023-12-02 14:54:44
机械设计与制造工程(2020年3期)2020-04-27 05:46:38
山东冶金(2019年6期)2020-01-06 07:45:58
新教育论坛(2019年27期)2019-09-10 21:48:33
奥秘(2019年1期)2019-03-28 17:18:47
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
制造技术与机床(2018年9期)2018-09-19 06:47:58
制造技术与机床(2017年6期)2018-01-19 02:41:00
中国港湾建设(2017年11期)2017-12-19 12:27:10