
船舶轴系整体艉管的制造及轴承压装工艺研究
2012-01-23 01:34
船海工程 2012年1期
(江苏南极机械有限责任公司,江苏 泰兴 225400)
整体艉管作为国内近年来出现的新型船舶轴系部件,由配套厂家制造、经由入级船级社检验,合格后在船台上现场定位安装。该技术是对船厂在船台上用长镗杆对艉管现场镗孔这一传统工艺的一大改进,能节约船体占用船台时间,缩短造船周期。本文以57 000 DWT散货船(入级CCS船级社)配套的整体艉管为例,讨论其制造及轴承压装工艺。
1 整体艉管的结构形式
整体艉管由前艉管、后艉管及其轴承加上中艉管(钢管)焊接而成,其结构形式见图1。

1-后艉管;2-后轴承;3-中艉管;4-油管;5-油管支架;6-前艉管图1 整体艉管结构示意
2 整体艉管的材质
1) 前艉管、后艉管的材料为锻钢或铸钢,本船为锻钢。锻钢件的试样化学成分和力学性能应满足中国船级社规范[1]的要求。其力学性能和化学成分见表1、2。
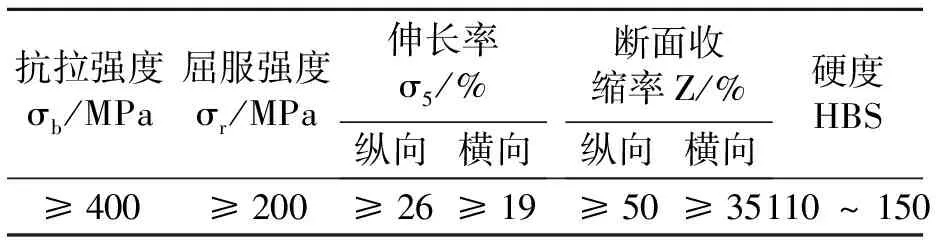
表1 力学性能
2) 中艉管一般采用标准的无缝钢管。对于大直径的钢管,当无合适的规格或者购买困难时,也可用相应船级社认可的钢厂生产的钢板,进行卷制焊接而成。

表2 艉管锻钢件各化学成分质量分数 %
3) 后轴承壳体为灰铸铁,瓦衬为巴氏合金ZChSnSb4-4。
3 艉管轴承与艉轴管的过盈量、压入力计算
1) 艉管轴承为白合金滑动轴承,与艉管本体采用过盈压入配合[1]。轴承材料选用灰铸铁,艉管材料为钢。
后轴承最大过盈量δ1为
δ1=0.55D1Kc+(0.025~0.03)
(1)
后轴承最小过盈量δ2为
δ2=0.55D1Kc+0.005
(2)
式中:D1——轴承内径,mm;
Kc——系数,1/MPa。

(3)
其中:D1——后轴承内径,D1=516.8 mm;
D2——后轴承外径,D2=620.0 mm;
D3——后艉管本体外径,D3=830.0 mm;
μ1——灰铸铁泊松比,μ1=0.25;
E1——灰铸铁弹性模量,E1=120 GPa;
μ2——钢的泊松比,μ2=0.30;
E2——钢的弹性模量,E2=210 GPa。
计算得Kc=6.823 1×10-5MPa
将D1、Kc代入公式(1)、(2),结果为
后轴承最大过盈量δ1=0.049 4;
后轴承最小过盈量δ2=0.024 4。
本例实取过盈量为δ=0.025~0.050 mm,即:δmin=0.025 mm,δmax=0.050 mm。
(4)
式中:δ——过盈量,mm;
R1——轴承内孔的半径,mm;
R2——轴承与艉管本体接触面的半径,mm;
R3——艉管本体外圆半径,mm。
代入相关参数,得到pmin=0.646 MPa,pmax=1.292 MPa。
3) 艉管轴承压入艉管本体时的压入力F。
F=p×2π×R2×L×f
(5)
式中:p——艉管本体内孔与轴承之间接触面的压力,MPa;
L——压入面的总长度,mm;
f——摩擦系数。
代入相关数值,得到Fmin=211.39 kN,Fmax=528.47 kN。
4) 艉管轴承压入艉管本体时的压入力F也可根据CB/Z233-87查到相对应的数值范围,见图2。

图2 标准压入力F与轴承内径D1的关系
4 整体艉管的制造工艺
4.1 艉管本体
4.1.1 艉管毛坯制造
1) 本体锻造。本例前艉管、后艉管材料为锻钢,须在CCS船级社认可的锻造厂采用镇静钢进行锻造。若锻件直接由钢锭锻制或由钢锭锻成的钢坯锻制,如其纤维变形主要呈纵向时,其锻造比应不小于3∶1。
2) 锻件化学成分。锻钢件的试样化学成分应符合表1要求。
3) 锻件的热处理。
①锻钢件完成全部热加工后,在适当的加工阶段,进行相应的热处理,以便细化晶粒组织并获得所要求的机械性能。
②如锻钢件经最终热处理后又进行了矫直,则应再次进行热处理,以消除有害的残余应力。
③本例对碳钢锻件应进行正火加回火( 回火温度不低于550 ℃)的热处理。
4) 锻件的试验材料和机械性能。
①试样应按照CCS船级社的要求准备。
②试样应按纵向选取,但若验船师同意,制造厂可按CCS船级社推荐的方向和位置选取。
③锻钢件的机械性能应符合表2的要求。
5) 锻钢件的目检和无损检测
①验收时,所有锻钢件均应提交验船师目检。
②锻钢件以粗加工状态交货,表面应保持清洁,无杂物、油脂、油漆等。
③锻钢件在机加工到适当阶段和最终热处理后,应进行超声波探伤。
4.1.2 粗加工
前、后艉管按焊接前工艺图进行粗加工,各档内孔留15~20 mm余量,长度留10 mm余量。
本例中艉管的直径较大,因无缝钢管标准中没有合适的规格,购买困难,故用钢板进行卷制焊接而成。
4.1.3 焊接
1) 将前艉管、中艉管、后艉管组装成一体后进行焊接,焊接前对工件环焊缝处进行预热,温度为100~200 ℃,焊接完工后用石棉保温2 h。保证总长为4 005 mm,同轴度误差≤±2 mm。
2) 上述工艺过程完工后,对焊缝进行超声波探伤,其结果应得到验船师的签字认可。
3) 对艉管进行≥0.2 MPa的水压试验,保压时间30 min,确保无泄漏,其结果应得到验船师的签字认可。
4.1.4 艉轴管在轴承压装前的镗孔加工要求
1) 艉轴管用镗排进行镗削,按图纸尺寸分粗镗和精镗两个阶段进行,粗镗结束后,应对镗排中心再次校中,使镗排中心与艉轴管端面的检验圆的中心重合,不重合的偏差值应控制在±0.03~0.10 mm内,然后才能进行精镗,精镗的切削余量≤0.50 mm,应一次镗出,无接刀;进刀方向与轴承压入方向一致,按压入方向不允许有倒锥。
2) 按图纸要求加工内孔。圆度、圆柱度误差≤0.025 mm;前、后艉管内孔应同轴,相对于艉轴管轴线的径向圆跳动≤0.03 mm。
3) 表面粗糙度数不大于3.2 μm。
4) 镗孔复验通过后按图详细测量内孔直径及当时的艉轴管温度,并作出记录,供加工艉管轴承外径用。
4.2 艉管轴承
本船的艉管轴承由船厂提供,轴承内孔已加工好,仅轴承外圆留有加工余量,应按艉轴管的镗孔尺寸和配合要求进行轴承外圆的加工。
1) 艉管轴承加工时外径的确定。
①轴承外圆加工的尺寸按公式(6)、(7)确定。
Dmax=D2+δmax
(6)
Dmin=D2+δmin
(7)
式中:Dmax——轴承外径的最大极限尺寸,mm;
Dmin——轴承外径的最小极限尺寸,mm;
δmax——最大过盈量,mm;
δmin——最小过盈量,mm。
②根据计算及图纸要求,本例确定艉轴管内径与艉管轴承外径过盈配合的过盈量为0.025~0.050 mm,(两工件加工后放在一起约2 h以上,待温度基本相同时,测量每档对应尺寸的过盈量)。
③因实际尺寸存在偏差,故轴承外径取每档大多数尺寸的平均值为准。
④因工件尺寸较大,过盈公差较小,故轴承机加工时须考虑温度补偿(温度变化2~3 ℃,尺寸变化0.01 mm左右)。加工前应先校核外径千分尺和内径千分尺,测量时应考虑上述因素。
⑤由于艉管轴承使用时,下部会磨损,故轴承内、外径存在着同轴度偏差,本例艉管轴承内径中心线比外径中心线高0.4 mm。加工艉管轴承外径时,不得以内径为准校调,而是以轴承两端25~40 mm长的外圆基准表面作为校调基准。
⑥艉管轴承外圆精车时,要一刀连续车完,且不允许有倒锥。用粗糙度检测仪测量外圆表面的粗糙度,应满足图纸要求。
⑦艉管轴承外径加工完成后,待轴承冷却到室温下进行测量,作出详细记录(包括环境温度)以作压入轴承时参考。
2) 轴承外圆加工精度应符合下述要求。
①圆度、圆柱度误差≤0.020 mm,;同轴度误差≤0.030 mm。
②表面粗糙度不大于3.2 μm。
5 艉管轴承压入工艺
1) 去除毛刺,清洁艉管本体内孔、轴承外圆,使艉管本体内孔和轴承外圆无毛刺、无杂物、无油污。
2) 复检艉轴管内径、轴承外径、长度及倒角尺寸及实际过盈量,应符合图纸及过盈量0.025~0.050 mm的要求,复检时,艉轴管和轴承的温度应与环境温度相同,否则会使轴承与艉轴管的实际过盈量与计算数据不符而影响压入力数据。
3) 在配合面涂上二硫化钼润滑剂。
4) 本例艉管轴承内径中心线比外径中心线高0.4 mm,安装时须将工件的“TOP”标记对准上方。
5) 利用艉轴管端面螺孔安装一块导向板,供压入轴承导向用,以免轴承压入时产生周向转动。
6) 艉管后轴承压入力计算值为211.39~528.47 kN。
7) 安装液压油缸及压配装置,其压力表油压读数pb按式(8)计算。
(8)
式中:F——压入力,由式(5)计算;
A——液压油缸活塞有效面积,
A=33 693.5 mm2。
将F、A式(8),得到pb min=6.27 MPa,pb max=15.68 MPa。
8) 上述计算结果表明,本例轴承压入艉轴管时,液压油缸压力表读数pb应在6.27~15.68 MPa范围内。在正常情况下,随着压入面积的增
加,其压入时油压力会相应上升,直至全部压入到位,最终油压应符合上述计算要求。压入时每压入30 mm,记录一次油泵油压及温度,根据记录作出轴承压入曲线。
9) 艉管轴承压入后,将艉轴密封滑油管、空气管、艉轴承温度传感器电缆套管在艉轴管内固定结束,检查油管的安装正确性,油管支架固定的可靠性及管子的密封性,每根管子的密性压力为0.3 MPa。
10) 轴承装妥后应检查白合金的贴合质量。
11) 清除艉管轴承内异物,前后端配制挡板,以保持管内清洁。
6 结论
整体艉管的加工关键是加工艉管内孔,圆度、圆柱度和同轴度误差要满足图纸要求,在压入轴承的轴向不允许产生倒锥;根据测量的艉管内孔配合面尺寸的平均值来控制轴承的外径尺寸和加工精度。只有这样,艉管轴承与艉轴管的过盈量、压入力才能满足技术要求。
[1] 中国船级社.材料与焊接规范 (2006)[M].北京:人民交通出版社,2006.
[2] 中国船舶工业总公司指导性技术文件.CB/Z 233—87艉管轴承压装计算与质量要求[S].2009.
[3] 徐芝纶.弹性力学简明教程[M].第三版.北京:高等教育出版社,2010.
猜你喜欢
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
轴承(2022年5期)2022-06-08
科学大众·教师版(2021年6期)2021-10-04
科技风(2019年8期)2019-10-21
汽车科技(2019年1期)2019-02-25
新课程·小学(2017年4期)2017-06-26
科技视界(2017年1期)2017-04-20
中国新技术新产品(2017年7期)2017-03-18
城市建设理论研究(2014年25期)2014-09-24
