
固态法酿造苦荞白酒工艺初探
2012-01-10 03:36:36胡佳丽曾建英易晓成
成都大学学报(自然科学版) 2012年2期
万 萍,胡佳丽,朱 阔,曾建英,易晓成
(1.成都大学生物产业学院,四川成都 610106;2.四川工商职业技术学院,四川都江堰 611800)
0 引言
苦荞麦是较为稀有的粮食物种之一,适宜于高原高寒地区栽培,是一种纯天然的绿色食品.苦荞麦含有多种氨基酸、微量元素、维生素及独有的芦丁素,具有延缓衰老,开胃健脾,降血脂等功能[1].目前,苦荞麦的利用主要是以荞麦粉为主要原料的传统食品及保健食品等的生产[2].将苦荞麦作为发酵食品的研究在国内未见报道.固态法酿造白酒,即采用传统工艺方式生产的白酒.该工艺属于平行复式发酵,多以淀粉质为原料,糖化和发酵同时进行,然后蒸馏.该工艺也是目前大多数名优白酒的生产方式[3].本研究采用传统工艺法酿造苦荞白酒,并对该工艺酿造苦荞白酒的关键工艺参数(稻壳添加量、加酒曲量、打量水用量和发酵时间)进行优化研究,拟为固态法酿造苦荞白酒的工业化生产提供参考.
1 材料与方法
1.1 材料与仪器
1.1.1 材 料.
实验所用的材料包括:苦荞麦由五谷粮仓提供,稻壳由新津皮蛋厂提供,酒曲由宜宾酒厂提供.
1.1.2 仪 器.
实验所用的仪器包括:KXS型恒温水浴锅(上海科析试验仪器厂),BS110S分析天平(北京赛多思公司),粉碎机、茄子瓶、蒸馏装置、比重瓶、电热加热套.
1.2 固态法酿造苦荞白酒的工艺流程
固态法酿造苦荞白酒的工艺流程如图1所示.其酒精度测定采用比重瓶法[4].
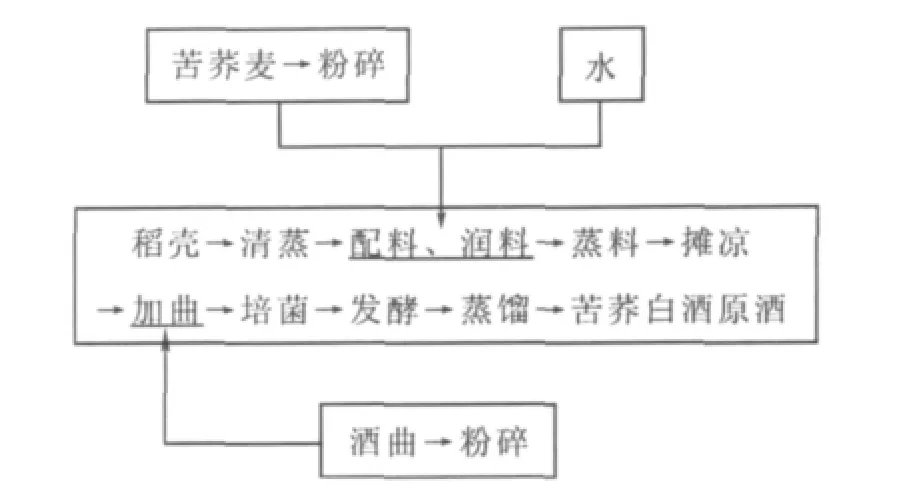
图1 固态法酿造苦荞白酒工艺流程示意图
2 结果与讨论
2.1 固态法酿造苦荞白酒最佳工艺单因素实验
固态法酿造苦荞白酒的质量,不仅受外界条件,如温度、环境微生物等因素的影响,而且还受稻壳添加量、加酒曲量、打量水用量以及发酵时间等工艺条件的严重制约.因此,对稻壳添加量、酒曲量、打量水用量以及发酵时间这4个关键工艺参数进行深入研究有利于改善和提高原酒的品质.
2.1.1 稻壳添加量的确定.
称取3份经粉碎的苦荞,每份100 g,分别加入14%、18%、22%经清蒸处理的稻壳,充分混匀后,各加入60 mL 60℃蒸馏水对粮糟进行浸润,5 h后放入蒸锅内蒸煮,待蒸煮结束后,迅速将98℃的蒸馏水35 mL(即打量水用量为原料用量的35%)分别均匀地加入粮糟里,将粮糟摊凉开来,使其温度迅速降至加曲所需温度25℃~30℃,再分别加入粉碎好的酒曲10 g(即酒曲量为原料用量的10%),混合均匀后将各组粮糟装入已编号的茄子瓶中,瓶口封盖两层纱布,放于阴暗处进行培菌糖化,48 h后在纱布上加盖一层塑料薄膜密封,放置于阴暗处发酵21 d,发酵温度为常温(3~5月份,平均温度为15℃ ~25℃).最后,将发酵好的酒醅装入蒸馏装置的圆底瓶内加2倍的水,进行蒸馏,定量收集各组的馏出液(即原酒)50 mL,测定原酒酒精度.稻壳添加量对原酒酒精度的影响见表1和图2.
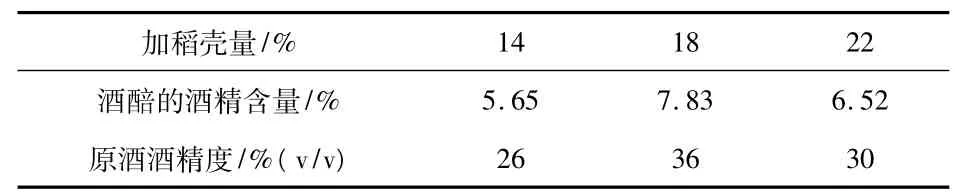
表1 稻壳添加量对原酒酒精度的影响

图2 原酒酒精度随稻壳添加量的变化趋势
由表1和图2可知,原酒酒精度随稻壳添加量的增加呈现先升后降的趋势,稻壳添加量为原料用量的18%时,原酒酒精度达到最大值36%(v/v).实验发现,合理的粮糠比有利于调节苦荞淀粉的浓度,使发酵正常进行;调节酒醅的酸度,空气含量适宜,便于微生物的繁殖和酶的作用;增加界面面积,便于酶与底物的接触,利于糖化;酒醅疏松有骨力,便于糊化、散冷、发酵、蒸馏,从而提高出酒率.通过对比分析与实验,确定适宜的稻壳添加量为原料用量的18%.
2.1.2 打量水用量的确定.
称取3份经粉碎的苦荞,每份100 g,分别加入经清蒸处理的稻壳(原料用量的18%),充分混匀后,各加入60 mL 60℃蒸馏水对粮糟进行浸润,5 h后放入蒸锅内蒸煮,待蒸煮结束后,迅速将98℃的蒸馏水分别按25 mL、35 mL、45 mL,即打量水用量分别为原料用量的25%、35%、45%,均匀地加入粮糟里,再按“2.1.1”项的方法进行摊凉、下曲、装瓶培菌、发酵和蒸馏,定量收集各组的馏出液(即原酒)50 mL,测定原酒的酒精度.打量水用量对原酒酒精度的影响见表2和图3.
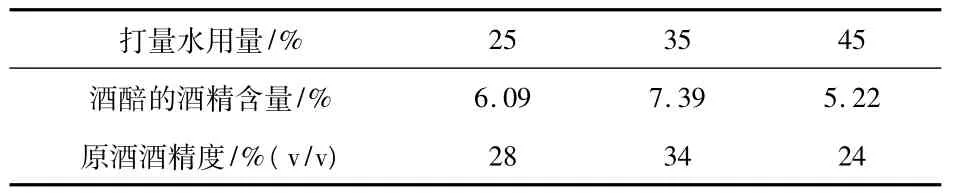
表2 打量水用量对原酒酒精度的影响

图3 原酒酒精度随打量水用量的变化趋势
由表2和图3可知,原酒酒精度随打量水用量的增加呈现先升后降的趋势,打量水用量为原料用量的35%时,原酒酒精度最高为34%(v/v).一般而言,水在酿酒过程中起到调节淀粉浓度、调节酸度、调节发酵温度、传输微生物及其酶类等作用,打量水过少或过多都不利于微生物的生长繁殖,从而影响糖化和发酵,进而影响酒精的生成.经对比分析与实验,打量水用量为原料用量的35%比较适宜.
2.1.3 酒曲量的确定.
称取3份经粉碎的苦荞,每份100 g,每组按“2.1.2”项的方法进行配料、润粮、蒸料,完成后迅速将98℃的水按35 mL(即打量水用量为原料用量的35%)均匀地加入粮糟里,再将粮糟摊凉开来,使其温度迅速降至加酒曲所需温度25℃~30℃,分别将粉碎好的酒曲6 g、10 g、14 g,即加酒曲量分别为原料用量的6%、10%、14%,加入粮糟中,混匀后装入已编号的茄子瓶中,再按“2.1.1”项的方法进行培菌、发酵和蒸馏,定量收集各组的馏出液(即原酒)50 mL,测定原酒酒精度.酒曲量对原酒酒精度的影响见表3和图4.
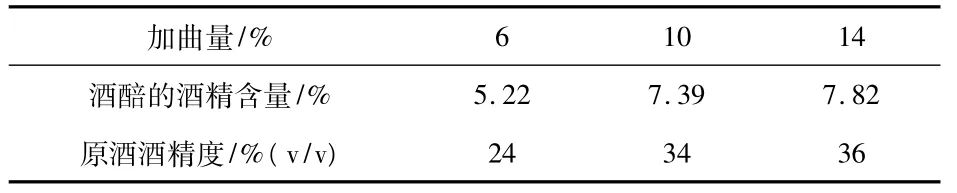
表3 酒曲量对原酒酒精度的影响

图4 原酒酒精度随酒曲量的变化趋势
由表3和图4可知,随酒曲量的增加原酒酒精度也随之增加,但随着酒曲用量的增加,酒精度增加并不明显.通常,酒曲用量过少,霉菌和酵母数量少,影响糖化和发酵效果,从而影响原酒酒精度,但多用曲不但增加成本,而且还会造成发酵速度过快,影响酒的质量.通过对比分析与实验,适宜的酒曲量在原料用量的10%~16%之间.
2.1.4 发酵时间的确定.
称取3份经粉碎的苦荞,每份100 g,每组按“2.1.2”项进行配料、润粮、蒸料、加打量水、摊凉至加酒曲所需温度25℃~30℃,均按原料用量的10%加入粉碎的曲粉,混匀后装入已编号的茄子瓶中,并按“2.1.1”项的方法进行培菌、分别发酵15 d、20 d、25 d,发酵结束后进行蒸馏,定量收集各组的馏出液(即原酒)50 mL,测定原酒酒精度.发酵时间对原酒酒精度的影响见表4和图5.

表4 发酵时间对原酒酒精度的影响

图5 原酒酒精度随发酵时间的变化趋势
由表4和图5可知,原酒酒精度随发酵时间的增加呈现快速增加后缓慢降低的趋势,这是因为随着发酵时间的推移,有部分酒精挥发和发生酯化反应而被消耗掉.可见,适当地延长发酵时间有利于酯的生成,提高酒的品质.但从原酒酒精度的角度考虑,最佳的发酵时间可确定为20 d.
2.2 固态法酿造苦荞白酒最佳工艺正交试验
本研究选择影响固态法苦荞白酒的关键工艺参数稻壳添加量、打量水用量、酒曲量和糖化发酵时间为正交试验的因素,每个因素选择3个水平,设计L9(34)正交试验表见表5.

表5 固态法酿造苦荞白酒工艺正交试验因素水平表
依据表5,按单因素试验的工艺操作进行优化实验,其结果如表6所示,原酒酒精度方差分析如表7所示.

表6 固态法酿造苦荞白酒工艺正交试验方案及结果

表7 原酒酒精度方差分析
由表6可知,从原酒酒精度的R值来看,对固态法酿造苦荞白酒酒精度影响的主次顺序为,B>C>D>A,即:酒曲量>打量水用量>发酵时间>稻壳添加量.最佳的工艺水平为A2B2C2D2,即稻壳添加量为原料用量的18%,酒曲量为原料用量的10%,打量水用量为原料用量的35%,发酵时间为20 d.
从表7的数据可看出,酒曲量和打量水用量对苦荞白酒酒精度有显著影响,尤以酒曲量为最.
2.3 验证实验
称取3份经粉碎苦荞,每份300 g,各加经清蒸处理的稻壳(原料用量的18%),充分混匀后,各加入180 mL 60℃蒸馏水对粮糟进行浸润5 h,然后放入蒸锅内蒸煮,待蒸煮结束后,迅速将98℃的蒸馏水105 mL(即打量水用量为原料用量的35%)分别均匀地加入粮糟里,再将粮糟摊凉开来,使其迅速降至加酒曲所需温度25℃~30℃,再分别加入粉碎好的酒曲30 g(即酒曲量为原料用量的10%),并将各组酒曲和粮糟混合均匀,然后将各组粮糟装入已编号的茄子瓶中,瓶口封盖两层纱布,放于阴暗处进行培菌糖化48 h后,在纱布上加盖一层塑料薄膜密封,并于阴暗处发酵21 d,发酵温度为常温(3~5月份,平均温度为,15℃~25℃).将发酵好的酒醅装入蒸馏装置的圆底瓶内加2倍的水进行蒸馏,定量收集各组的馏出液(即原酒)50 mL,测定原酒酒精度,结果如表8所示.

表8 验证实验结果
由表8数据可知,验证实验的结果与正交实验分析所得最佳工艺条件相一致.故:稻壳添加量为原料用量的18%,酒曲量为原料用量的10%,打量水用量为原料用量的35%,发酵时间20 d,为最佳工艺参数,在此条件下得到的苦荞酒醅经蒸馏可得到酒精度为36%(v/v)的原酒50 mL.
3 结论
对固态法酿造苦荞白酒的工艺做了初步研究.结果表明:苦荞粉100 g,稻壳添加量为原料用量的18%,酒曲量为原料用量的10%,打量水用量为原料用量的35%,常温培菌糖化48 h,再密封发酵20 d,通过蒸馏可得到酒精度为36%(v/v)的原酒50 mL.
[1]王善文,王晓国,蔡雄.混合曲法生产苦荞酒的技术要领[J].酿酒科技,2007,21(1):73-75.
[2]纵伟,盛欣昕,谭洪卓,等.益生菌发酵苦荞粉酶解液制备工艺研究[J].食品与机械,2009,25(3):14-16.
[3]沈怡方.白酒生产技术全书[M].北京:中国轻工业出版社,2007.
[4]张水华.食品分析[M].北京:中国轻工业出版社,2008.
[5]陆寿鹏,张安宁.白酒生产技术[M].北京:科学出版社,2004.
猜你喜欢
学与玩(2022年10期)2022-11-23 08:31:46
酿酒科技(2022年9期)2022-10-04 05:03:58
酿酒科技(2022年6期)2022-06-29 08:10:28
食品科学(2019年14期)2019-07-26 08:24:52
中国酿造(2019年3期)2019-04-09 05:10:24
酿酒科技(2019年3期)2019-03-30 06:32:04
食品与发酵工业(2018年8期)2018-09-06 09:49:12
学苑创造·A版(2016年6期)2016-06-20 17:03:33
中国酿造(2016年12期)2016-03-01 03:08:10
化工进展(2015年6期)2015-11-13 00:31:55
