济钢板坯连铸机快台优化改造
2012-01-04 14:08高钰捷济南钢铁股份有限公司炼钢厂济南250101
天津冶金 2012年1期
高钰捷 (济南钢铁股份有限公司炼钢厂,济南 250101)
济钢板坯连铸机快台优化改造
高钰捷 (济南钢铁股份有限公司炼钢厂,济南 250101)
为提高济钢炼钢厂45 t转炉区域板坯连铸机快台设备的使用寿命,对板坯连铸机快台进行优化改造。通过改造快速更换台本体传动系统、中台及支导段设备,在装配过程提高精度,使快台的寿命有了大幅度的提高,稳定了生产,降低了设备的维护及运行成本。
板坯 连铸机 快台 优化 改造
1 引言
炼钢厂45 t转炉区域现有4座氧气顶吹转炉,3台板坯连铸机,2台R6米小方坯连铸机,其中3台板坯连铸机均为多点矫直超低头板坯连铸机,断面有200×1 400 mm2与 160×1 250 mm2两种,设计生产钢种为普碳钢及部分低合金类钢种。近几年来随着市场形势的变化,炼钢厂顺应市场变化,相应地进行了结构调整,高强类品种钢的生产计划越来越多,落后老化的设备在保障能力上的欠缺逐步暴露出来,尤其是快台低寿命的制约更为明显。
2 现状及存在问题
根据几年来的使用经验及对快台下线原因进行全面统计分析,认为快台存在的主要问题有:偏心轴承、固定轴承易损坏,寿命低;对中台基础变形,基准数据偏差大;支导段辊子弯曲;内外弧框架移位;喷淋冷却系统不适应生产需求等。快台振动机构平面图如图1所示。
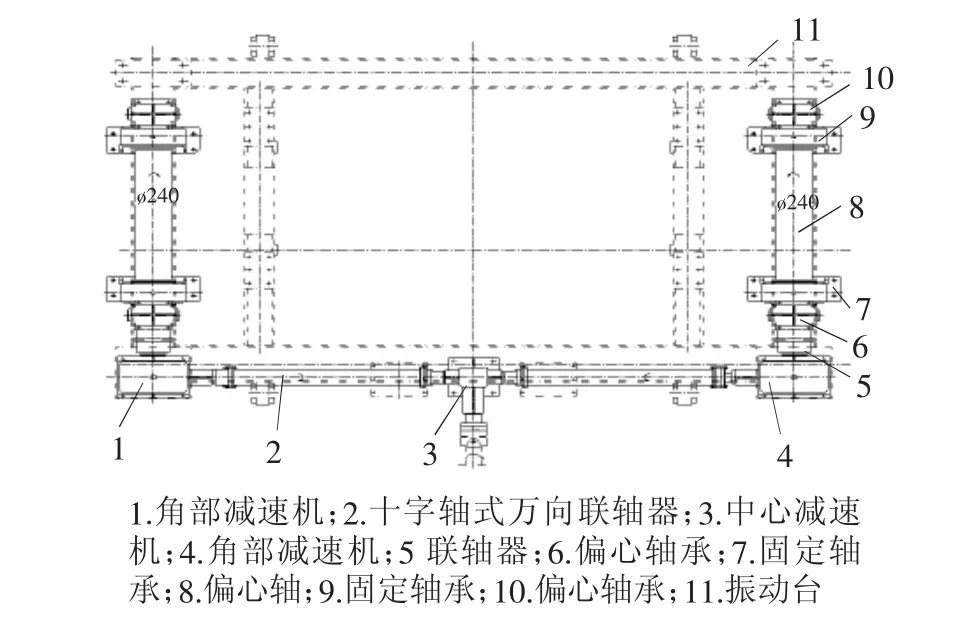
图1 快台振动机构平面图
3 改造措施
针对经常出现的问题,快台优化改造主要分为快速更换台本体传动系统改造、对中台改造、装配过程提高精度、支导段设备改造4个部分。
3.1 快速更换台本体传动系统改造
快速更换台本体传动系统改造主要分3个方面进行:
(1)偏心轴部件的初始设计轴承为53528(偏心轴承)与3053138(固定轴承)各4盘,根据损害下线的轴承分析,基本为轴承承受的载荷过高,初始设计的轴承不能满足使用寿命及设备保障能力的需求。通过与厂家进行协商,对轴承进行长寿化攻关,厂家将轴承更改为23230(偏心轴承)与24240(固定轴承)各4盘;我厂将偏心轴相应部位加粗,轴的材质由45#改为42CrMo[1],偏心轴颈的偏心量按拉坯工艺要求保持不变,直径由140 mm增加为150 mm,轴头直径由75 mm增大至110 mm。并且对轴承座及骨架油封等部位也进行了相应优化改进,以适应轴承增大后带来的要求。改后的偏心轴装配,偏心轴承的中心位置及端部联轴器的位置相对与原来相同。
(2)角部减速机与偏心轴的连接件初始设计为齿式联轴器,模数m=4,齿数z=40。但是由于齿式联轴器的齿侧间隙标准量为0.17 mm,增加了传动累加间隙,且因备件材质、热处理及加工状况、润滑状况、安装对中状况的差异,多数情况下,两侧联轴器间隙不同,磨损速度不同,从而导致振动的不平稳[2],结晶器产生横向摇摆,加剧了结晶器铜板的磨损,并频繁发生铸坯质量事故。考虑到以上几点后,将齿式联轴器改为膜片联轴器,膜片联轴器与齿式联轴器相比零部件间具有没有相对滑动和磨损,无传动间隙,不需要润滑、密封,无噪声,基本不用维修等特点,采用膜片联轴器后,原来经常出现的联轴器螺栓松动掉落现象消除,振动平稳,结晶器铜板平均使用寿命提高600炉次,漏钢事故明显降低。
(3)减速机改为硬齿面减速机,齿面硬度及加工精度高,承载能力高,磨损寿命长,运转平稳,噪音低,很大程度减少了因齿面磨损不均,间隙增大,导致快台振动不稳,铸坯质量差,停机下线的情况发生。
3.2 对中台的改造
由于快台对中台使用时间已有十几年,对中台的样规下部插槽变形,上部拉杆螺纹磨损,铸机后缘线位置前移,导致对中时样规与支导段下部单辊之间的数值产生偏差,经过对现场实际情况的调查和对图纸原始数据的校对,将现场使用快台测量出的前倾或后仰的数据与对中台对中时测量的数据在CAD软件上作出简易图,进行比较,找出两者在拉杆上下移动产生圆弧上偏差的具体数值,以此具体数值作为对中台调整的依据,将对中台进行重新调整,调整后的快台到现场进行二次验证,这样就很好地保证了设备在线安装时的对弧精度。优化后的对中台如图2所示。
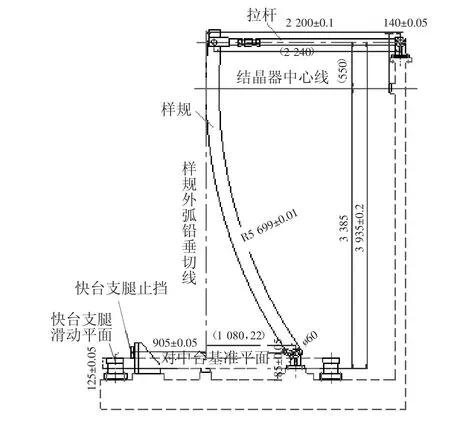
图2 优化后的对中台
3.3 快台整备过程中采取措施,提高设备整备精度,延长使用寿命
根据实际使用情况,将减速机的啮合间隙严格调整为0.05~0.10 mm,在润滑方面选用320#极压工业齿轮油,提高齿轮的磨损寿命。更换偏心轴装配时,保证两侧偏心轴相对应的偏心量相近,轴承游隙相近。装配中确保中心减速机与角部减速机、角减速机与偏心轴的两轴同轴度。建立快台线外模拟试验台,快台整备完毕安装结晶器后进行整体试水、试压,实现模拟试验检测,结晶器的振动轨迹符合要求,并重点对润滑系统进行打压试验,杜绝堵塞及漏油故障。
3.4 支导段的改进
(1)支导段辊子分为 φ130、φ150、φ200 三种,原来采用单长辊形式,辊子抗弯曲能力差,辊子易弯曲变形,降低了支导段使用寿命,基于上述缺点,将单长辊改为双节辊,提高了辊子的弯曲强度,杜绝了辊子的弯曲变形。
(2)由于支导段使用年限较长,内外弧框架锈蚀严重,有些部位变形,框架间的定位键槽有损坏扩大的情况,在使用过程中内外弧框架相对移位,导致支导段开口度和对弧情况的变化。基于这种情况,支导段内外弧框架与侧弧框架装配调整结束后,配钻ø30的定位孔,采用定位销定位,这样就可有效防止框架的移位。
(3)更改喷淋系统。原来喷淋系统采用汽水雾化冷却,它是由压缩空气与二冷水在喷嘴中混合形成气雾冷却的,喷嘴为5-5形式排列,这就导致了铸坯经过支承导向段时冷却强度大并且冷却不均匀,对铸坯质量产生影响[3]。在提高铸坯质量及冷却效果的基础上,重新选取气水比,喷嘴改型为HPZ5.5-150型,将喷嘴位置进行合理的改动,改为4-3形式排列,铸坯质量明显改善,支导段框架锈蚀情况有所减轻。改造后的支承导向段外弧侧部分喷淋架如图3所示。
4 小结
通过对快台传动系统,对中台、支导段框架及喷淋系统等方面进行优化改造,改造前快台的平均使用寿命小于1 000炉,改造后快台使用寿命提高至3 000炉左右,在线使用寿命显著提高,不仅稳定了炼钢厂45 t转炉区域的生产,降低了设备的维护及运行成本,更加说明了只要积极探索,落后设备一样可以达到较好的使用效果。
[1]成大先.机械设计手册[M].4版.北京:化学工业出版社,2002:351-355.
[2]包国华,俞学升.齿式联轴器的改进[J].机械工程师,2009(1):160.
[3]卿家胜,刘青,王欣,等.板坯连铸机二冷喷嘴对冷却效果影响的研究[J].炼钢,2010,26(1):48-52.
Optimization and Modification of Jigang Slab Caster Quick Exchange Machine
Gao Yujie
The quick exchange machine of slab caster at 45 t converter section of Jigang Steel-making Subsidiary was optimized and modified in order to prolong its service life.The drive system of quick exchange machine,intermediate platform and supporting and guiding device were modified.The assembly accuracy was increased and the life of quick exchange machine substantially prolonged.Moreover,the production was stabilized and equipment maintenance and running cost reduced.
slab,caster,quick exchange machine,optimization,modification
(收稿 2011-10-21 编辑 潘娜)
高钰捷,主要从事机械设备管理工作。
猜你喜欢
山东冶金(2022年2期)2022-08-08
——媒体中台建设的特点和误区
视听界(2021年2期)2021-11-27
商品与质量(2021年17期)2021-04-23
全国流通经济(2020年20期)2020-09-17
重型机械(2020年3期)2020-08-24
精密制造与自动化(2020年2期)2020-06-30
科技创新与应用(2020年3期)2020-02-04
科技创新与应用(2019年36期)2019-12-23
重型机械(2019年3期)2019-08-27
中国重型装备(2019年2期)2019-05-13