转炉生产P110级高抗挤毁石油套管钢26CrMo4的实践
2012-01-04 14:08李炳一王永然蔡振胜天津钢铁集团有限公司炼钢厂天津300301
天津冶金 2012年1期
李炳一 王永然 蔡振胜 (天津钢铁集团有限公司炼钢厂,天津 300301)
转炉生产P110级高抗挤毁石油套管钢26CrMo4的实践
李炳一 王永然 蔡振胜 (天津钢铁集团有限公司炼钢厂,天津 300301)
为满足客户关于P110级石油套管钢的化学成分和力学性能要求,天钢炼钢厂利用现有的“BOF-LF-VD-CC”生产工艺,开发生产了26CrMo4钢圆管坯,成品铸坯的化学成分、低倍组织和表面质量等完全能够满足用户的要求。介绍了天钢炼钢厂在生产工艺确定、各工序工艺重点的控制、实际工艺控制情况和铸坯实物质量情况等方面生产该石油套管用圆管坯的实践与质量控制措施。
转炉 高抗挤毁 石油套管钢
1 引言
随着深井和地层条件复杂区域油田的开采,对石油套管的性能提出了更为苛刻的要求。要求套管具有良好的综合性能:高抗拉及连接强度、优异的抗挤毁能力和良好密封性能,而其中的核心是套管的抗挤毁能力[1]。因此对生产这种套管的原料铸坯也提出了更高要求。26CrMo4钢是生产P110钢级高抗挤毁性石油管套的常规钢种。根据市场的需求,天津钢铁集团有限公司(以下简称天钢)开发生产了P110级高抗挤毁石油套管钢26CrMo4圆管坯,并由无缝钢管客户顺利生产出了P110级高抗挤毁石油套管,性能优良。
为了保证钢管具有强度高、抗挤毁能力强的特点,要求钢的成分均匀、波动小,夹杂物含量特别是气体含量和五害残余元素的总量严格控制。本文着重介绍了天钢炼钢厂在现有“120 t顶底复吹转炉——LF钢包精炼炉——VD真空精炼炉——六机六流圆坯连铸机”的设备条件下,转炉、精炼、连铸各环节对开发26CrMo4钢的工艺路线确定和过程质量控制措施,明确以后炼钢过程质量控制的方向,为开发更高附加值钢种奠定基础。
2 化学成分和生产工艺路线
在API Spec 5CT[2]中,对P110级套管和油管用钢化学成分中的P、S含量和力学性能进行了规定,而对其它化学元素的种类和含量并没有具体要求;API Bul 5C2[3]标准中则对钢管的抗挤毁性能进行了规定,见表1。

表1 标准规定P110级套管用钢成分(质量分数)及性能指标
因此在实际生产过程中,结合各自的生产工艺和装备特点,为了保证最终成品钢管的性能,不同的客户对钢管材质提出了不同的技术要求。客户具体要求的26CrMo4钢的化学成分见表2。
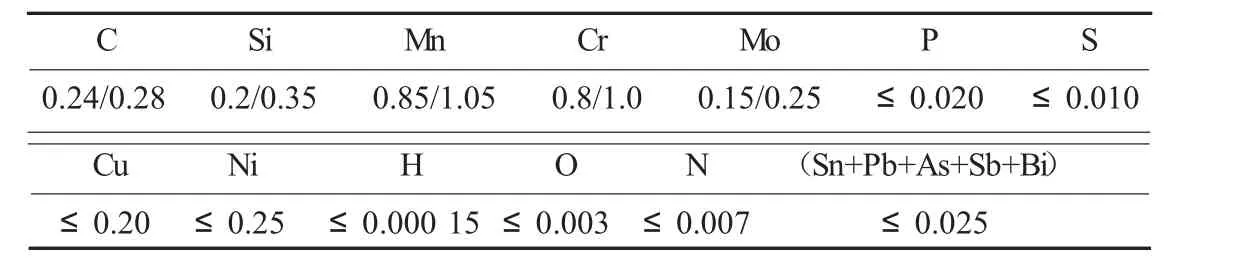
表2 客户要求的26CrMo4钢化学成分(质量分数/%)
通过表1和表2的对比可以看出,作为高抗挤毁性能石油套管用钢种,客户要求26CrMo4钢在P、S的要求上较API Spec 5CT标准中的P110级石油套管钢的要求要严格许多。而为了保证成品钢管的性能,用户对钢中五害残余元素的总量和钢中N、H、O等气体含量做了具体规定。由于钢管最后需热处理交货,为保证热处理工艺的稳定和最终产品性能的稳定,客户要求同一供货批次的钢中碳含量的波动范围不许超过0.04%。
同时用户还对圆管坯的低倍组织和表面质量做了严格的规定。协议规定管坯横截面酸浸低倍组织试片上不得有翻皮、白点、夹渣等缺陷。低倍缺陷要求为:中心疏松≤2.0级,缩孔≤1.0级,中心裂纹、中间裂纹缺陷级别各应分别≤1.0级。皮下裂纹、皮下气泡的缺陷级别各应分别≤0.5级。在表面质量上,要求管坯表面不得有目视可见的结疤、气孔、针孔、重皮、夹渣及裂纹。结合这些情况,我们最终确定了26CrMo4圆管坯的生产工艺路线为:
顶底复吹转炉→LF钢包精炼→VD真空脱气→小圆坯连铸→翻转冷床→冷热检验→入库。
3 工艺控制的重点
为了保证生产的26CrMo4连铸圆管坯的质量,从工序使用的原料到具体工艺操作都需要严格控制。
(1)转炉工序要求入炉铁水的[P]≤0.10%、[S]≤0.030%。同时其它入炉原料须干燥、清洁。
(2)充分利用顶底复吹转炉的特点,做好过程和冶炼终点的控制;采用双渣法操作,保证前期的脱磷效果;中后期防止返干和钢水回磷;要求转炉终渣碱度>3.0,终点[P]≤0.010%;挡渣出钢,下渣厚度≤50 mm。
(3)LF钢包精炼工序必须保证入炉原料的干燥;在精炼过程中根据钢水情况分期加入造渣料和还原剂,尽快形成白渣并保证白渣精炼时间≥20 min,其中要求精炼终渣碱度≥3.5,(FeO+MnO)≤1.0%,出站钢水中[S]≤0.010%;另外,为了保证成品中C含量的稳定,减少波动,精炼工序采用出站前喂C线调C工艺。
(4)适当延长高真空处理时间,要求高真空处理时间≥12 min;VD破空后的软吹氩搅拌时严禁裸露钢水面,以减少钢水的吸气。
(5)连铸工序中要求钢水从钢包→中间包→结晶器采用全程保护浇注;同时降低一次冷却强度,并保证冷却的均匀;二次冷却采用弱冷工艺;成品铸坯下冷床后堆垛缓冷,不热送。
4 实际工艺控制及铸坯实物质量情况
通过严格执行以上措施,第一批次共计生产了26CrMo4钢2 000多吨(20炉),铸坯实物的化学成分、气体含量控制情况及铸坯低倍组织检验情况见表3、4、5。

表3 26CrMo4钢成品化学成分控制情况(质量分数/%)
从表3可以看出,化学成分中C的控制较好,满足了工艺要求的波动范围。P、S控制水平较高。但Mn、Cr的控制水平相对差一些,波动范围偏大,以后应进一步加强管理,提高操作水平。

表4 26CrMo4钢成品气体及五害残余元素含量(质量分数/%)
从表4可以看出,钢中五害残余元素的含量较低,这对于降低五害元素的危害,提高钢的质量有利。钢中的气体含量满足工艺要求。
铸坯的低倍组织情况见表5,铸坯中普遍存在中心疏松和中心偏析缺陷,但级别较低,最高为0.5级。只有1炉出现了缩孔缺陷,但级别为1级,已达到工艺要求的上限;从连铸操作情况分析看,该炉钢水的浇注温度偏高,可能是形成缩孔缺陷的原因,所以今后再生产该钢种时,对于连铸工艺参数的控制还需注意,特别是铸温、拉速等的控制,未出现其它类型的低倍缺陷。
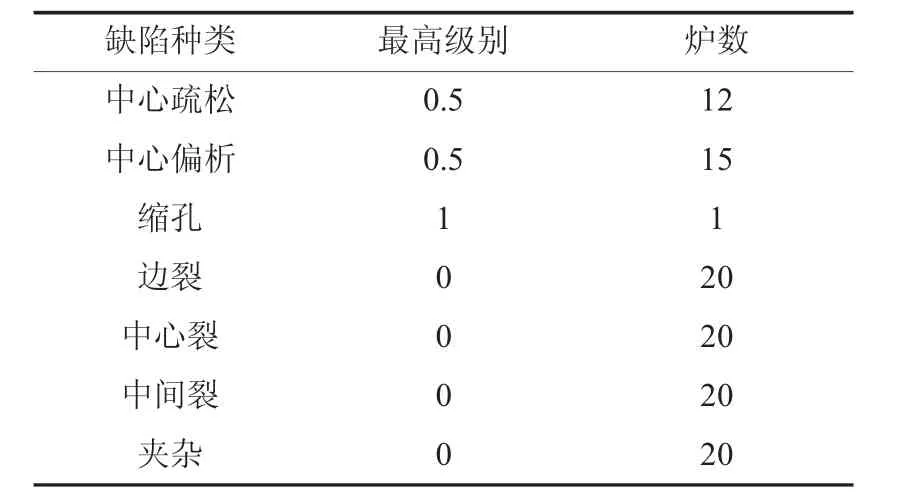
表5 26CrMo4钢铸坯低倍组织检验情况
对表3、4、5的分析可知,天钢利用现行工艺生产出的P110级高强度抗挤毁石油套管用钢26CrMo4圆管坯,五害残余元素含量和气体含量较低,铸坯低倍组织良好,铸坯实物质量较好,这说明天钢现行的26CrMo4生产工艺是可行的。
5 成品钢管实物质量
成品26CrMo4圆管坯相继发往河北某无缝钢管厂轧制无缝钢管,生产出的P110级石油套管实物性能指标满足API Spec 5CT和API Bul 5C2标准和下游用户的要求,见表6。

表6 P110级高抗挤毁石油套管实物性能检验
通过实际使用,下游用户认为,天钢圆管坯的内在及表面质量良好,气体及有害元素含量低。使用天钢26CrMo4圆管坯生产的P110级石油套管的抗挤毁性能满足高抗挤毁性能的要求。
6 结论
(1)天钢炼钢厂在现有工艺设备条件下,通过强化炼钢过程控制,有能力开发出能满足客户在化学成分、铸坯低倍组织及表面质量、气体及有害残余元素等方面要求的P110级高抗挤毁石油套管钢26CrMo4圆管坯。
(2)26CrMo4的质量指标控制比较理想,气体含量[N]、[H]、[O]分别能控制在 60×10-6、1.5×10-6、30×10-6以下,但是稳定性不够,个别炉次气体含量仍然较高,微量元素含量波动较大。
(3)为确保铸坯质量,满足用户对圆管坯深加工的各项性能指标要求,除了控制钢中的气体和夹杂物含量以外,连铸冷却过程中控制好铸温和拉速,避免铸坯内部缩孔、中心疏松、中心裂纹的出现与加大。
(4)通过对26CrMo4钢的开发实践和过程质量控制,天钢在高附加值圆管坯开发生产方面积累了一定经验,为今后适应市场发展需要,开发更高附加值产品奠定了基础。
[1]李勤,张传友,肖功业.高抗挤毁石油套管的试制 [J].钢管,2004,33(4):28.
[2]美国石油学会标准,套管和油罐规范,API Spec 5CT[S].
[3]美国石油学会标准,套管、油管和钻杆使用性能公告,API Bul 5C2[S].
Production Practice of P110 Graded High Anti-collapse Oil Casing Steel 26CrMo4 at Converter
Li Bingyi,Wang Yongran,Cai Zhensheng
In order to meet the requirement of chemical composition and mechanical property of P110 graded anti-collapse oil casing steel 26CrMo4 by the customer,TISCO Steel-making Subsidiary utilized BOF-LF-VD-CC process to develop and produce round billet for pipe,the chemical composition,microstructure and surface quality of which all meet the customer's needs.The paper introduces the practice and quality control measures for this round billet in process decision,crucial procedure control over the entire process,actual process control and actual billet quality.
converter,high anti-collapse,oil casing steel
(收稿 2011-11-25 编辑 潘娜)
李炳一,工程师,现任天津钢铁集团有限公司炼钢厂生产技术科科长,从事生产工艺技术管理工作。
猜你喜欢
四川冶金(2022年4期)2022-12-31
舰船科学技术(2022年20期)2022-11-28
山东冶金(2022年4期)2022-09-14
上海金属(2022年3期)2022-06-01
钢管(2021年2期)2021-11-30
昆钢科技(2021年4期)2021-11-06
安徽冶金科技职业学院学报(2020年2期)2020-08-04
中国金属通报(2020年22期)2020-03-09
重型机械(2019年4期)2019-09-05
制造技术与机床(2017年6期)2018-01-19