
甲醇双效精馏过程参数优化及有效能分析
2011-12-21 02:34刘启魁王正权
化工技术与开发 2011年7期
刘启魁,王正权
(1.大庆市南垣股份公司,黑龙江 大庆 163517;2.大连理工大学化工学院,辽宁 大连 116024)
甲醇双效精馏过程参数优化及有效能分析
刘启魁1*,王正权2
(1.大庆市南垣股份公司,黑龙江 大庆 163517;2.大连理工大学化工学院,辽宁 大连 116024)
利用流程模拟软件ProⅡ对甲醇双效精馏过程进行了参数优化,结果表明,适合的操作压力为800k Pa,加压塔塔底与塔顶质量流量适合比为1.66。在优化参数的基础上对过程进行了模拟,并对传统两塔流程及双效精馏流程进行了热力学分析,结果表明,双效精馏过程热力学效率为15.95%,与传统两塔流程相比,效率提高了 7.72%。
甲醇;双效精馏;优化;流程模拟;热力学效率
甲醇作为重要的有机化工原料及重要的替代能源,在化工、轻工、纺织及运输等行业都发挥着重要的作用[1]。随着工业化进程的加快及应用领域的扩大,甲醇的需求量也随之增加[2]。甲醇精馏过程是甲醇生产中不可缺少的环节,同时也是一个高能耗的单元操作[3]。因此,在保证产品质量的情况下,对甲醇精馏过程进行节能改造和参数优化具有重要的现实意义。目前,甲醇精馏操作工艺主要有传统二塔精馏工艺及三塔双效精馏工艺,而三塔双效流程由于其节能等特点,应用越来越广泛[4~5]。本文以节能为目的,利用化工流程模拟软件ProⅡ对甲醇三塔双效精馏过程进行了模拟,对加压塔压力、采出量进行了优化,同时对过程的用能情况做了分析并与传统的二塔流程进行了对比。
1 流程概述
传统的两塔精馏工艺主要包括预精馏塔、精馏塔,工艺流程如图1所示。粗甲醇通过预精馏塔除去轻组分,再由输送泵送至精馏塔,在精馏塔内除去大部分的水及重组分得到高纯度的甲醇。三塔双效精馏流程主要包括预精馏塔、加压精馏塔、常压精馏塔,其流程如图2所示。与传统两塔流程相比,三塔流程增加了加压精馏塔单元。粗甲醇经预精馏塔出来后由输送泵送至加压塔,再由加压塔塔底采出液体作为常压塔进料,塔顶蒸汽作为常压塔再沸器热源,从而达到两塔耦合操作,实现双效节能的目的。

本文以年产20万t(按8000h计算)精甲醇为例,按图2流程对双效精馏过程参数进行优化并进行热力学分析。原料组成见表1。分离要求:常压塔采出产品甲醇浓度≥99.99%wt,总收率≥99.96%;加压精馏塔采用53块理论板,45块板进料;常压精馏塔采用45块理论板,38块板进料。模拟过程中采用NRTL热力学模型[6]。
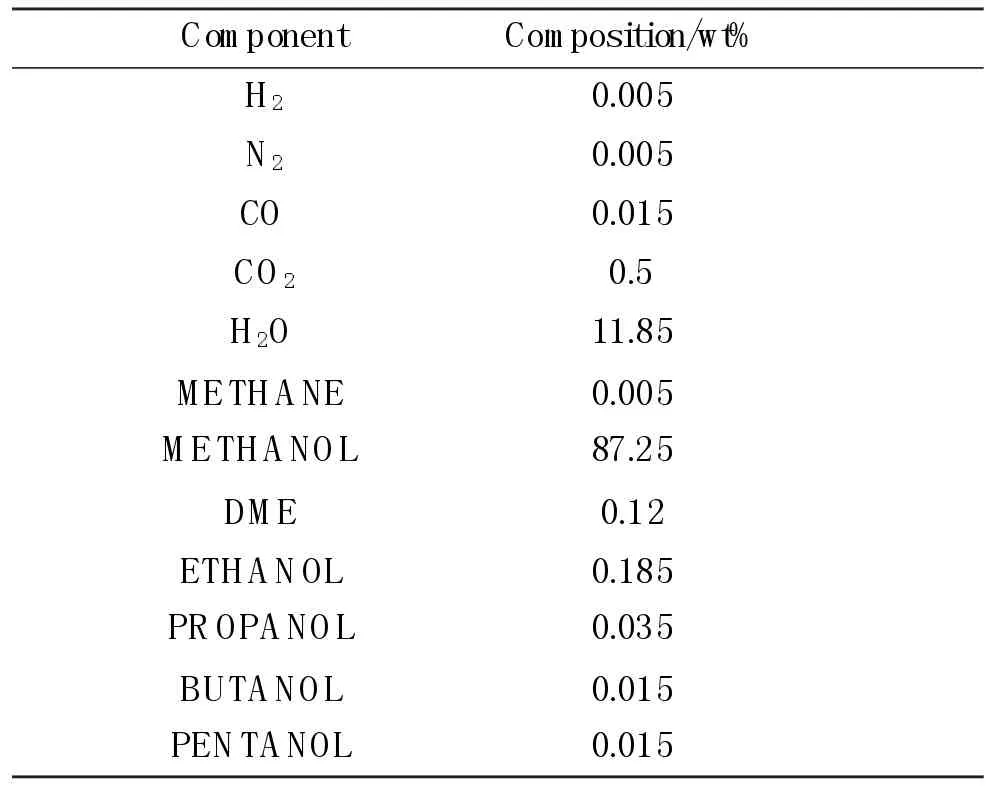
表1 粗甲醇组成
2 操作参数优化
2.1 操作压力
精馏塔操作压力不仅影响分离效果,而且影响塔内温度,进而影响精馏过程的能耗。固定分离要求:常压塔采出产品甲醇浓度≥99.99%wt,总收率≥99.96%,分析加压塔、常压塔热负荷随加压塔操作压力的变化规律,结果如图3所示。由图3可知,随着操作压力增加,加压塔塔底再沸热负荷增大,塔顶蒸汽冷凝潜热总量增加,而常压塔所需热负荷变化不大。当P<750 kPa时,加压塔塔顶蒸汽冷凝潜热不能满足常压塔塔底再沸热负荷,需要外加热源;当P>750 kPa时,塔顶蒸汽潜热总量大于常压塔塔底再沸器负荷,此时常压塔塔底再沸器不需要外加热量,但加压塔塔顶冷却需要提供额外冷量;当P=750 kPa时,塔顶蒸汽冷凝潜热量与常压塔塔底再沸热负荷达到平衡。不同操作压力下加压塔塔顶蒸汽温度及塔顶蒸汽与常压塔塔底物流温度差 (△T)如表2所示。由表1可知,当P<700kPa时,两股物料的温差小于20℃,不利于换热;当P>900 kPa时,两股物料温差大于30℃,不利于能量的梯级利用,而且此时加压塔塔底热负荷增加不利于节能。考虑到工业换热器的传热温差(约25℃)并结合两股物料的换热量,操作压力取800 k Pa较合适,此时换热温差为25.7℃。


表2 不同压力下塔顶温度及换热温差
2.2 采出比例
固定加压塔及常压塔操作压力(800kPa、120kPa),在满足精馏要求的情况下,分析加压塔塔底流量与塔顶流量之比(F)对过程热负荷的影响如图4所示。由图4可知,随着F的增大(即塔顶精甲醇的采出减少,常压塔精馏量增大),加压塔塔底再沸器负荷及塔顶蒸汽潜热量降低,而常压精馏塔再沸热负荷上升。当F<1.66时,塔顶蒸汽潜热总量大于常压塔塔底再沸热负荷,此时常压精馏塔不需要外加热量,但加压精馏塔塔顶冷却需要提供额外冷量;当F>1.66时,加压塔塔顶采出量较少,而常压塔处理量较大,加压塔塔顶蒸汽潜热不能满足常压精馏塔再沸热负荷,需要外加热源;当F=1.66时,加压塔塔顶冷凝负荷与常压塔塔底再沸负荷达到平衡,两塔可耦合操作。故加压塔底与塔顶质量流量比为1.66时适合。

根据以上分析可知,甲醇双效精馏过程中,加压塔采出量及操作压力对于整个过程的能耗影响较大,而适合的操作压力为800k Pa,加压精馏塔塔底与塔顶质量流量适合比为1.66。
3 有效能分析
甲醇精馏为分离过程,需要消耗能量。能量的利用效率可用过程的热力学效率η表示[7~8],计算式如式(1):

其中,η为热力学第二定律衡量效率,其大小表明热力学的完善性;Wid为过程需要的最小功;Ws为完成此分离过程所消耗的净功。Wid、Ws分别按式(2)、(3)计算[9]:

式中,E为系统的有效能,H为系统的焓,Tsu为环境的绝对温度,S为系统的熵。

W入为实际进入系统的热量送入可逆热机所做的功;W出为离开系统的热量送入可逆热机所做的功。
3.1 传统流程
根据图1流程进行模拟计算,计算时分离要求设定为双效精馏产品中甲醇浓度的平均值,计算结果如表3所示。对精馏塔能量衡算如表4所示。
由表4可知,传统两塔流程塔底再沸器为主要有效能输入单元,其有效能输入占总有效能输入的 90.5%,其能耗为 56.472×106kJ·h-1,占总能耗(塔底加热、塔顶冷凝、输送耗能之和)的50.6%。整个过程热力学效率较低,仅为8.23%。

表3 传统流程模拟计算结果

表4 传统流程精馏塔能量衡算表
3.2 双效流程
根据图2流程,并按优化后操作参数对双效流程进行模拟计算,结果如表5所示。对加压精馏塔及常压精馏塔能量衡算如表6所示。

表5 双效流程模拟计算结果
由表6可知,双效精馏流程中加压塔再沸器热负荷为 33.944×106kJ·h-1,常压塔塔顶所需冷量为 31.593×106kJ·h-1,比传统两塔流程热负荷减少39.89%,所需冷量减少 42.66%。 双效精馏流程热力学效率为15.95%,与传统两塔流程相比,热力学效率提高了7.72%。由于双效精馏过程中加压塔操作压力提高,塔底再沸温度上升,因此对外加热源的热力学品质要求更高了。

表6 双效流程精馏塔能量衡算表
4 结论
(1)甲醇双效精馏过程中,加压塔操作压力、加压塔塔顶塔底流量比为过程控制的关键,对整个精馏过程的耦合及能耗影响较大,在研究条件下,适合的操作压力为800k P a,加压塔底与塔顶质量流量适合比为1.66。
(2)甲醇双效精馏过程比传统两塔精馏过程热力学效率提高。传统两塔精馏过程热力学效率为 8.23%,双效精馏过程热力学效率为 15.95%,比传统两塔流程提高了7.72%,但双效流程外加热源的品质比传统两塔流程要求更高。
[1] 张蔚.甲醇精馏技术浅析[J].山西化工,2009,29(1):52-54.
[2] 许波.粗甲醇的双塔精馏与三塔精馏[J].小氮肥设计技术,1998,19(3):15-17.
[3] 何向杰.甲醇精馏节能技术[J].中氮肥,2001,(5):22-23.
[4] 刘保柱,章渊昶,陈平,姚克俭.节能型甲醇精馏工艺研究[J].化工进展,2007,26(5):739-742.
[5] 黄洁,高燕如,张振欧.甲醇精馏加压双效三塔流程初探[J].石油化工设计,2004,(3):6-8.
[6] 常虹.甲醇精馏系统模拟与优化[D].大连:大连理工大学,2010.
[7] 彭雅琴,匡国柱.乙醇胺吸收CO2过程用能分析及节能途径探讨[J].化工设计,2009,19(1):25-29.
[8] 王正权,王瑶,王正权,席红志,王毅,匡国柱.MDEA吸收法天然气脱硫过程节能途径探讨[J].天然气技术,2010,4(2):55-58.
[9] 张乃文,于志家,等.化工热力学[M].大连:大连理工大学出版社,2006.
Parameter Optimization and Available Energy Analysis for Methanol Process of Double-effect Rectification
LIUQi-qui1,WANGZheng-quan2
(1.Nanyuan Company, Daqing163517, China;2.College of Chemical Engineering,Dalian University of Technology,Dalian 116024,China)
The operating parameters of double-effect rectification process for methanol were optimized by means of process simulation software Pro II.The results showed that, a suitable operating pressure was 800k Pa, the ratio of bottom mass flow and top mass flow in high pressure distillation tower was 1.66.The double-effect rectification process on the optimized parameters was simulated.The thermodynamic analysis for traditional two-tower process and double-effect distillation process showed that the thermodynamic efficiency for doubleeffect distillation process was 15.95% ,which was increased 7.72%compared with the traditional two-tower process.
methanol;double-effect rectification;optimization;process simulation;thermodynamic efficiency
TQ 223.12+1
A
1671-9905(2011)07-0041-04
刘启魁(1979-),本科,助理工程师,E-Mail:lqk.dg@163.com
2011-03-29
猜你喜欢
江苏安全生产(2022年5期)2022-06-16
中国特种设备安全(2022年1期)2022-04-26
云南化工(2021年8期)2021-12-21
化工管理(2020年1期)2020-03-04
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
制冷技术(2016年4期)2016-08-21
中学数学杂志(2016年1期)2016-02-16
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
