
线切割单、多晶硅机床砂浆液调配的研究
2011-10-18 14:34李金杰
制造技术与机床 2011年9期
侯 贺 李金杰
(①大连连城数控机器有限公司,辽宁大连116036;②大连机床集团有限责任公司,辽宁大连116020)
太阳能硅片的线切割机理就是机器导轮在高速运转中带动钢线,从而由钢线将聚乙二醇和碳化硅微粉混合的砂浆送到切割区,在钢线的高速运转中与压在线网上的工件连续发生摩擦,完成切割的过程。在整个切割过程中,对硅片的质量以及成品率起主要作用的是砂浆液的粘度、碳化硅微粉的粒型和粒度、砂浆的流量、钢线的速度、钢线的张力以及工件的进给速度等。本文对砂浆液调配做以下研究。
1 砂浆的配制
砂浆的配制对硅片的切割质量至关重要,是一个很重要的工艺参数,通过对QP1663多线切片机的实验研究取得了一定的成果。
1.1 砂浆的调配比
线切割机切割硅材料的砂浆是由碳化硅磨料(SiC)和聚乙二醇调配而成。调配比例为,1 kg碳化硅磨料∶1 L聚乙二醇,在配制好的每kg砂浆中含0.762 kg碳化硅磨料和0.762 L聚乙二醇。其中:碳化硅磨料的密度为 3.2 kg/L;聚乙二醇的密度为1.125 kg/L;砂浆的密度为 (1+1.125)/(1+0.312 5)=1.619 kg/L。
以上是大连连城数控机器有限公司的调配比例。
1.2 砂浆调配和使用中的注意事项
(1)碳化硅磨料要保持干燥,使用前应把碳化硅磨料存储在60℃的炉子里至少24 h。
(2)浆液的备制,至少在使用前24 h把浆准备好。
(3)砂浆不能有沉积,要经常检查浆箱是否有沉积,在每次切割前要检查各管路浆液流动情况,配制好的浆液要不停地搅拌。
(4)管路流量由人工操作喷浆管前的球阀进行控制,使之能持久、均匀地喷到钢丝上。
(5)在切割过程中,浆液吸收大量热量,本机采用专门的冷却水系统,通过热交换器对浆温进行自动控制,力求把切割区的浆温控制在25℃左右。
2 砂浆的一些性质的研究
研究切割液的应用性能,也就是要研究砂浆的性质,包括砂浆粘度的变化、经时稳定性和悬浮稳定性。
2.1 砂浆瞬时粘度考察
我们选择4个国内常用的牌号A、B、C、D碳化硅砂,切割液均采用辽宁奥克切割液OXSi-205,进行砂浆粘度考察。考察结果如图1所示。从图1可以看出,在同样温度及操作条件下,采用相同的切割液,不同企业生产的同样牌号的碳化硅砂,砂浆的粘度差别很大。如液砂质量比为1∶0.92时,不同碳化硅企业砂浆粘度有100~300 Pa·s的差值;而液砂质量比为1∶1时,不同碳化硅企业砂浆粘度有200~500 Pa·s的差值;而对于增大砂浆搅拌强度(不同线切割机砂浆循环泵功率),砂浆粘度下降的规律也是不一致的。不同的原材料供应商、不同的切割机,切割的工艺条件也应该是有区别的。所以稳定的原材料供应对硅片生产企业是至关重要的。
2.2 砂浆经时粘度差异
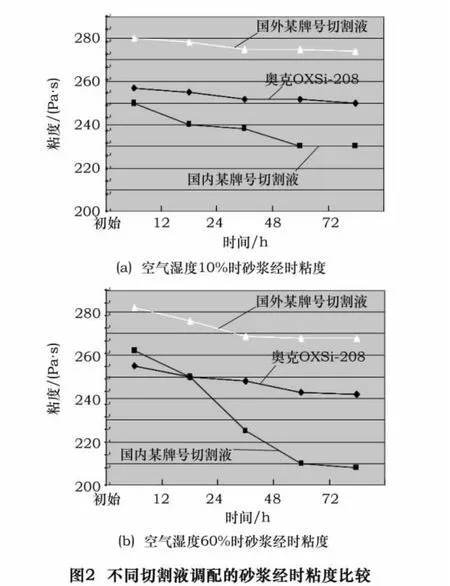
我们采用同一牌号碳化硅、不同牌号水溶性切割液进行调配,液砂质量比1∶0.92条件下考察了砂浆的经时粘度变化。考察结果如图2所示。从图2可以看出,在同样温度及不同空气湿度的条件下,采用相同的碳化硅,不同企业生产的同类切割液,砂浆72 h的经时粘度差别很大。硅片生产企业地区分布较广,环境条件差别很大,如北京7~9月份平均空气湿度75%,2~12月份平均空气湿度30%;江浙 一带6~7月份的霉雨季节,空气湿度平均可以达到80% ~90%,这就要求砂浆具有良好的经时稳定性。也就是说对于硅片生产企业选择性能稳定的原材料及严格控制生产车间的温度、湿度是有稳定硅片质量作用的。
2.3 砂浆悬浮能力
我们采用同一牌号1200#碳化硅砂、不同牌号水溶性切割液进行调配,考察了砂浆48 h悬浮能力。考察结果如图3所示。悬浮率测试为25℃下配砂∶液=80 g∶80 mL的砂浆,充分搅拌2~3 min后,在100 mL量杯中缓慢加入100 mL砂浆,记录48 h后清液高度。悬浮率=[(80-清液高度)/80]×100%。

从图3可以看出,在同样操作条件下,采用相同的碳化硅与国内外不同牌号的切割液调配的砂浆48 h悬浮率区别较大,较好的切割液调配的砂浆48 h悬浮率可以达到70%以上。
3 结语
MB、HCT、NTC等机器,要求硅片切割液和碳化硅微粉的配比比例一般控制在1∶0.92~0.95,砂浆密度在1.630~1.635 kg/L就可以切得相当理想。即便出现配比比例更大,甚至砂浆密度达到1.67 kg/L左右都照样不会有什么问题,只要砂浆粘度控制在200~250 Pa·s就可以。但是安永的机器要求砂浆密度不能高于1.57 kg/L,就是说只能控制在1.55~1.57 kg/L,砂浆粘度在150 Pa·s左右。这样国内的硅片切割液就会出现砂浆密度配在1.57 kg/L,可能砂浆粘度还不到120 Pa·s,而如果把砂浆粘度调到150 Pa·s,密度就超过了1.57 kg/L,甚至超过了1.60 kg/L。砂浆粘度过大,直接的说法是会导致机器报警,其实更深层次的影响在于还有可能会导致硅片洗不干净,出现灼伤硅片,或者电动机发热,对机器本身的轴承造成很大的磨损。故不同机器开发设计的系统思维不同,因而对砂浆的粘度要求也不同,即要求切割液的粘度也有所不同。
[1]王文斌.机械设计手册[M].北京:机械工业出版社,2008.
[2]李保军.硅单晶锭多线切割中砂浆作用的研究[J].半导体技术,2007,32(6).
猜你喜欢
现代经济信息(2022年26期)2022-11-16
科技研究·理论版(2022年7期)2022-03-23
金刚石与磨料磨具工程(2019年4期)2019-09-18
中国安全生产科学技术(2018年11期)2018-11-30
数学小灵通(1-2年级)(2018年9期)2018-11-19
振动与冲击(2018年10期)2018-05-25
中国铸造装备与技术(2017年6期)2018-01-22
能源(2018年10期)2018-01-16
凿岩机械气动工具(2017年1期)2017-05-17
天津科技(2015年6期)2015-10-18
