
支承辊边部缺陷分析与控制技术
2011-09-25 09:55:34付志云
大型铸锻件 2011年2期
付志云
(武钢股份公司设备管理部,湖北430083)
在四辊轧机轧钢过程中,常常可以发现在轧辊的辊面边部,沿着辊径方向出现连续的辊面掉肉的现象。严重时,在轧辊边部甚至出现大块的剥落,导致轧辊失效。由于此类现象较为普遍,对生产造成的危害较大,因此成为轧辊事故研究的重点。本文将以支承辊为重点展开边部缺陷的讨论。
1 问题的提出
轧辊边部缺陷通常造成轧钢生产事故,该事故会严重影响轧钢生产的节奏,影响钢材产品的质量和产量。现场使用情况表明,轧辊边部缺陷在冷、热轧四辊轧机的支承辊和用于开坯轧制热轧的工作辊中都有不同程度的表现,在支承辊出现的比例要远远高于工作辊。
轧辊边部出现的这种现象也通常被形象地称之为轧辊的“脱肩”或“掉肩”。对于小块掉肉的边部缺陷,通常可以通过加大磨(车)削量的方式恢复轧辊的使用,但对于大块剥落的缺陷,将直接导致轧辊的报废。
2 产生缺陷的原因分析
2.1 轧辊制造过程中的影响因素
在支承辊制造过程中,对辊身部分进行热处理淬火工艺。目前通常采用的是将轧辊辊身置于差温热处理炉内加热,再通过喷淬的方式冷却。在炉内,轧辊辊端与辊身中部的热力场不同,受热环境不同,轧辊材料组织升温速度和保温时间不同,在喷淬冷却时,冷却效果也不同,最终导致轧辊辊端的组织形态与辊身之间存在着一定的差异。在硬度检测中,表现为轧辊的“软带”现象,“软带”通常定义为距辊端200 mm以内。
2.2 轧辊使用过程中的影响因素
在轧机运行过程中,由轧机压下施加在支承辊辊颈部位的轧制力,通过支承辊与工作辊的辊面接触,传递到与工作辊接触的轧材上,对轧材进行加工变形。工作辊与轧材之间通常为轧辊辊面中间部分接触,轧辊两端与轧材没有接触。在工作辊使用一段时间后,工作辊与轧材接触的部分辊面出现磨损,轧辊辊身中部直径尺寸发生变化。工作辊与支承辊要保持辊面接触,使工作辊出现弯曲。
2.3 轧辊受力及应力峰值的影响
在轧辊辊系静态受力平衡分析中,支承辊辊颈两端承受的轧制力与工作辊中部接触的轧材的变形量和变形抗力之间组成了平衡力系。受力状态要达到平衡,支承辊和工作辊将发生微观形变,形成弯曲。轧辊辊系间弯曲绕度与工作辊磨损尺寸变化产生出的绕度叠加,对工作辊与支承辊接触面之间的受力分布和强度产生了较大程度的影响,见图1。
轧机轧制力和轧材的变形抗力对轧辊产生了剪应力,沿轧辊辊身各点的剪应力强度不同,轧辊边部承受的应力明显高于辊身中部,形成应力峰值。应力峰值的大小与轧机施加的轧制力、轧材的宽度和厚度有着直接的关系。
存在于工作辊与支承辊之间的接触面上的作用力,通过轧辊表面向内传递。根据赫兹接触理论,轧辊接触面上的作用力向轧辊内部传递,由于支承辊的辊面硬度通常低于工作辊,作用在轧辊接触面上的剪切应力可作用于轧辊内部,在距辊面4 mm~10 mm深度的轧辊次表面,应力达到最大值,见图2。
轧辊内部应力峰值的强度与轧制力的大小、辊型、接触面尺寸等因素存在着直接关系。工作辊在使用过程中磨损程度的增加,造成轧辊辊型尺寸发生变化,加大了两端的受力强度。在轧辊次表面应力峰值作用区域内,长时间承受着应力峰值的作用,并且随着工作辊的磨损,应力峰值递增。在另一方面,轧辊辊端的材料组织本身存在着差异,抗事故性能较弱。在多种因素的共同作用下,使轧辊使用性能恶化。轧辊辊端次表面在周期性的应力峰值作用下,内部显微组织缺陷增多,经过长时间积累,内部组织发生塑性变形,形成微裂纹源。由于微观缺陷存在于轧辊次表面,难以发现和消除。一旦产生后,在轧辊后期的使用中,裂纹将在轧制力和转动扭矩力的共同作用下,沿辊径方向逐步扩展,最终导致轧辊辊端的小块掉肉或大块剥落,造成了轧辊边部缺陷的产生。
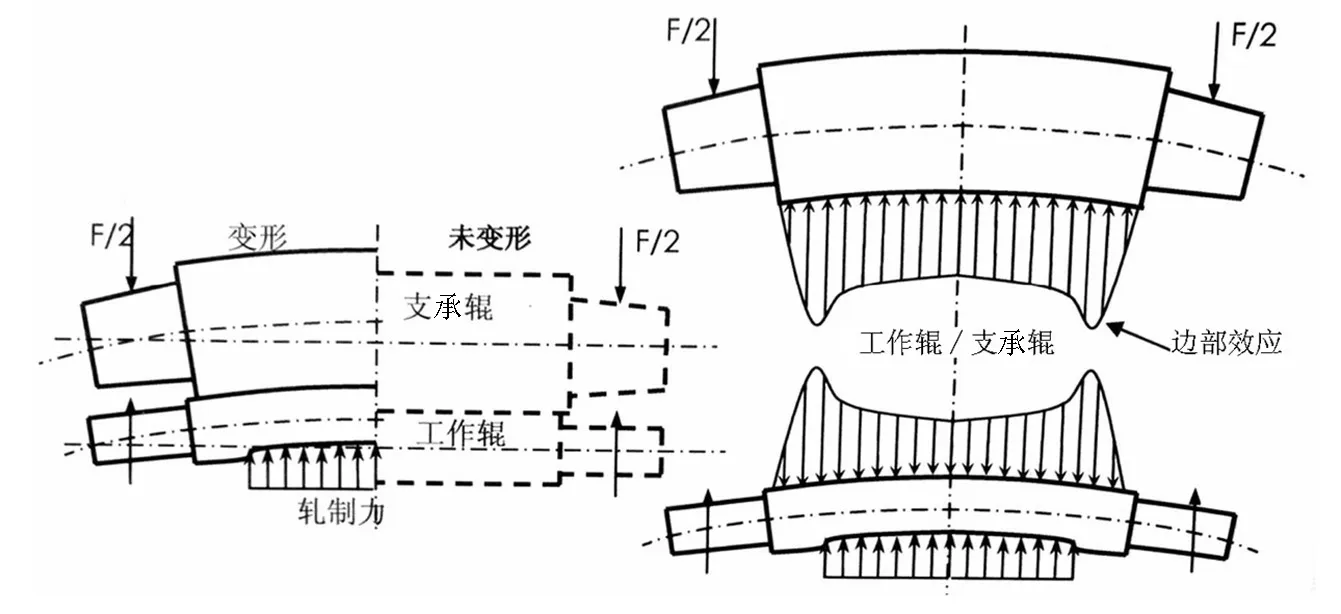
图1 支承辊与工作辊辊间受力分布图Figure 1 The stress distribution between the supporting roller and the work roll

图2 轧辊内应力受力分布图Figure 2 The roller internal bearing stress distribution
3 控制缺陷的措施
3.1 轧辊制造方面的措施
支承辊边部材料组织的不均匀性是制造中客观存在的现象,通过合理控制差温炉温度场或加工余量,在辊端尖角处采用圆弧过渡等方式,可以改善轧辊的使用性能。
另外,通过改善轧辊的材质可以有效提高工作辊的耐磨性能,使轧辊辊面的磨损大幅度降低,使轧辊辊型保持良好的状态,也使辊面接触应力得到改善。在热连轧机组精轧前段,通过采用高速钢轧辊替代原有的高铬铁轧辊,可较大程度提高轧辊的耐磨性能,使工作辊的换辊周期延长4~6倍。
在轧辊辊型设计方面,不仅要能够生产出理想的钢材产品,同时还要能够有效释放轧辊间的接触应力,采用良好的辊型可有效改善轧辊磨损状况。为了保持良好的轧辊辊型,需要投入特殊的辊型加工设备以及大量的辊型维护成本,对于工业化生产有一定的难度。
3.2 对应力峰值的控制措施
轧钢过程中,辊间边界接触应力的峰值是造成轧辊边部缺陷的主要原因。峰值越高,对轧辊内部组织的破坏性越大。有效降低轧辊间接触应力峰值是解决支承辊边部缺陷问题的主要措施。通过在支承辊端部附近加工出倒角可有效降低轧辊接触应力的峰值。
应力峰值倒角与常规的工艺倒角的加工目的不同。常规的工艺倒角将轧辊端部的尖角加工成弧型过渡,避免辊身端部尖角的应力集中造成损伤;应力峰值倒角是专门为减少轧辊边缘的应力峰值而设计。在使用现场,轧辊使用者经常将两者混淆,或将工艺倒角视为应力峰值倒角,影响到对轧辊边部缺陷的预防。
(1)应力峰值倒角的设计
对于无特殊辊型要求的轧辊,可以采用倒角的方式降低应力峰值。在倒角设计中,通常分为弧型倒角和斜面倒角。弧型倒角有较多的优点,但在倒角的加工及后期倒角维护方面需要有设备的投入;斜面倒角的加工和维护比较简单,适合于现场采用。
在倒角设计中,由于轧辊应力峰值受到轧机轧制力的大小、轧材的宽度和厚度等方面因素的影响,因此,要参照轧辊在使用中的弯曲变形程度、轧机轧制力、板宽、板厚等方面因素进行综合考虑。轧辊在使用中的弯曲影响着轧辊间的接触,以及接触边缘的应力峰值。设计出不同宽度和深度的倒角对应力峰值的控制将产生出不同的效果。
常规斜面倒角设计参考值通常为:斜面宽度为轧辊辊身长度的8%~10%,高度为0.5 mm。在辊身与倒角交界处,修磨成圆弧过渡。
在一般情况下,斜面倒角的宽度(或圆弧倒角的半径)增加,边部应力峰值将会降低,但在轧辊辊身中部承受的应力值将增加。当倒角宽度加宽到辊身宽度与轧材宽度相当时,其对应力峰值产生的效用将会减弱。由于倒角的高度与轧机轧制力(或压下变形量)、轧材的厚度有关,对于较厚的轧材,压下量较大的轧机,在倒角高度设计中,应适量增加,反之减少。此外,在倒角高度设计中,还应考虑倒角修复周期的因素。在倒角边缘与辊身表面交界处,应进行修磨,加工成圆弧过渡,否则界面间的夹角将形成新的应力集中点。
(2)应力峰值倒角的保持
轧辊在使用一段时间后,要进行修磨,以消除轧辊辊面的疲劳层和辊面微观缺陷。随着轧辊辊面的周期性修磨,倒角的宽度和高度将发生改变。因此,倒角加工后,还需在后期的使用中加以保持。
应力峰值倒角的形态保持是一项需要长期坚持的工作,只有在轧辊整个使用寿命期内保持良好的倒角形态,才能真正达到防止轧辊边部缺陷产生的目的。
3.3 轧辊缺陷的检测
轧辊的缺陷检测是防止轧辊缺陷的扩展,确保轧辊无缺陷上机使用的重要手段。缺陷检测的意义与轧辊应力峰值倒角加工不同。倒角的目的在于降低应力峰值的产生,消除裂纹缺陷产生的条件,属于事前控制;对轧辊的缺陷检测是在轧辊表面、次表面或芯部已经产生了表面或内部缺陷后,了解缺陷的形态与状况,属于事后检测。通过检测,对轧辊缺陷有了初步的了解,再通过必要的加工方式消除缺陷,或防止缺陷轧辊的进一步扩展,确保轧钢生产的安全。因此,轧辊的缺陷检测也是确保轧辊使用安全的重要环节。在对支承辊及前机架工作辊实施的轧辊缺陷检测中,要将对轧辊边部表面和次表面的缺陷检测作为检测工作的重点。
4 结语
轧辊边部缺陷是支承辊使用过程中的常见缺陷,边部应力峰值控制、工作辊材质改善、加强轧辊缺陷检测等控制技术是防止事故产生的重要手段。要保证轧辊在整个寿命期内的安全使用,还需在轧辊的使用过程中加强对倒角形态的全程跟踪,保证对轧辊缺陷的全过程检测,才能使事故预防获得实际的效果。
对于轧辊使用者,应将对支承辊及部分开坯热轧工作辊的应力峰值控制及倒角的设计、加工与维护工作作为日常工作的一部分,使其规范化、标准化,并贯穿轧辊的整个使用过程。
对于轧辊制造者,凭借对轧辊边部缺陷的深入研究和丰富的经验,有义务对使用者传授轧辊缺陷的预防知识和轧辊维护经验,使支承辊获得最好的利用。
猜你喜欢
现代矿业(2021年7期)2021-08-23 01:06:34
工程技术研究(2021年7期)2021-05-30 02:55:04
中国金属通报(2019年5期)2019-01-03 09:29:10
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
现代冶金(2018年1期)2018-04-08 06:08:11
时代农机(2017年2期)2017-04-02 19:19:12
山东工业技术(2016年15期)2016-12-01 05:31:51
上海金属(2016年2期)2016-11-23 05:34:40
设备管理与维修(2016年6期)2016-04-09 14:49:47
金属加工(热加工)(2014年21期)2014-11-25 11:41:14
