10Ni3MoVD锻件焊接裂纹敏感性试验研究
2011-07-25 10:28窦万波卜华全陆戴丁章小浒
压力容器 2011年11期
窦万波,卜华全,陆戴丁,章小浒
(合肥通用机械研究院国家压力容器与管道安全工程技术中心,安徽合肥 230031)
0 引言
随着装置的大型化,乙烯球罐设计温度大都处于-45~-50℃[1],这就要求用于乙烯球罐的钢板、锻件及焊条等除具备足够强度以适应设备大型化外,还必须满足-50℃的低温要求。
对于强度级别610 MPa的-50℃低温高强钢锻件,JB 4727中有一个10Ni3MoVD的锻件钢号,该锻件是20世纪70年代原沈阳重型机器厂和金州重型机器厂为匹配日本N-TUF490钢板研制的配套锻件,20世纪90年代虽然列入JB 4727—1994《低温压力容器用碳素钢和低合金钢锻件》,但一直没有厂家供货,也未实际应用。
近年来在乙烯球罐建设中,为解决-50℃高强钢(如日本的JFE-HITEN610U2L)的配套,国内通常的做法为:采用 -40℃高强钢锻件08MnNiCrMoVD、通过提高内控指标并按-50℃性能验收,再经全国锅炉压力容器标准化技术委员会评审后升级使用或引进日本的配套锻件NT-490EQ。多个工程表明:08MnNiCrMoVD升级到-50℃使用,已达到使用温度的极限,性能波动较大,造成废品率高、交货期长等问题;而日本NT-490EQ锻件价格是国产08MnNiCrMoVD锻件的10倍左右,从而使设备造价大幅度增加。因此,完善和研发国产锻件10Ni3MoVD势在必行。
为此,合肥通用机械研究院和无锡市法兰锻造有限公司共同开展10Ni3MoVD钢锻件的试制,解决了该锻件的综合力学性能和-50℃低温韧性的稳定性问题。为准确评定所研制的10Ni3MoVD锻件焊接裂纹敏感性,以期制订科学、可靠的焊接工艺,合肥通用机械研究院采用锻板开展了系统的试验研究。
1 试验用材料
试验用10Ni3MoVD取自研制的锻件试板(简称锻板)。锻板厚度48 mm,其化学成分、力学性能的技术要求及质量证明书的检验数据分别见表1,2。表2中锻板热处理状态为调质,试样取样部位为t/2处(t为厚度)。
试验采用日本神户制钢所生产的、与-50℃的610 MPa高强钢匹配的LB-65L焊条。其熔敷金属化学成分、力学性能见表3。
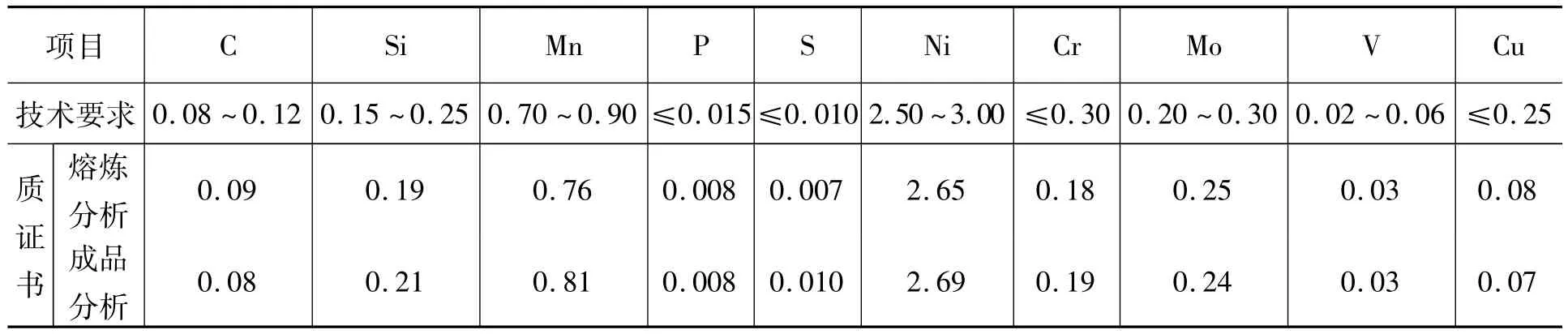
表1 试验用锻件化学成分技术要求及检验结果 %

表2 10Ni3MoVD锻件力学性能的技术要求及检验结果
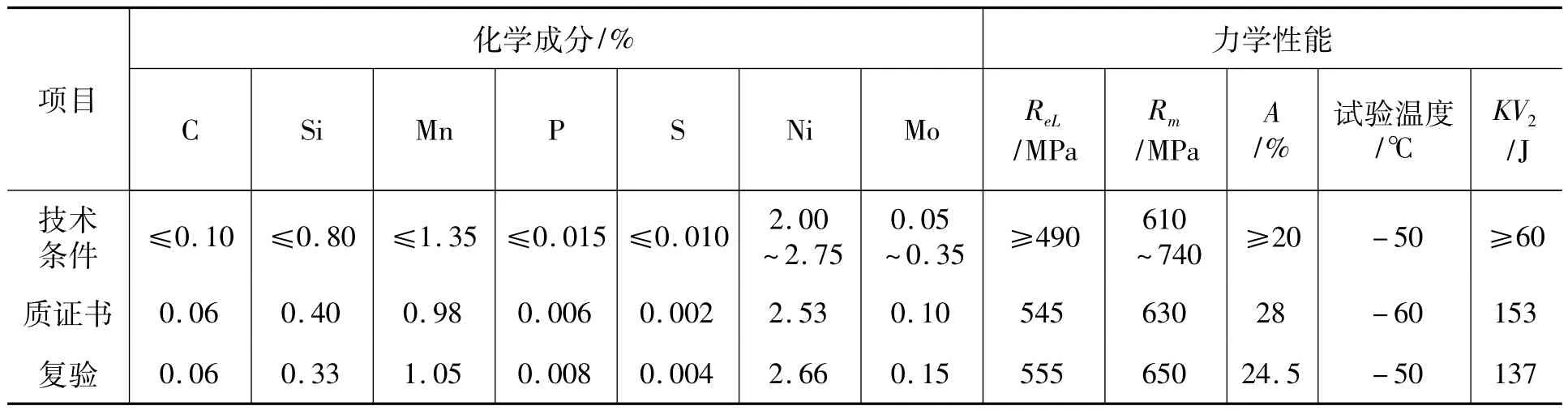
表3 LB-65L焊条熔敷金属的化学成分和力学性能
2 焊接冷裂纹敏感性试验
2.1 10Ni3MoVD锻板焊接冷裂纹敏感指数分析
钢材的化学成分与其焊接热影响区的硬度和冷裂纹倾向密切相关。对于低碳多种微合金体系的低合金钢,日本的伊藤、别所采用斜Y型坡口铁研试验对近200个钢种进行研究,建立了低合金高强度钢的焊接裂纹敏感性组成Pcm和焊接冷裂纹敏感性指数Pc公式,并相应建立了小铁研试验法预测焊接预热温度To的经验公式。一般认为,下述公式可用于w(C)≤0.16%、抗拉强度为400~900 MPa的低合金高强度钢。
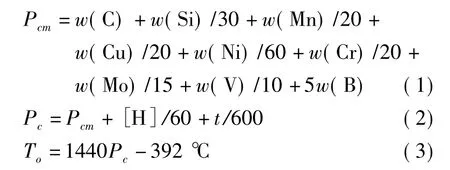
式中 t——板厚,mm
[H]——采用日本JIS 3113标准甘油法测定的熔敷金属扩散氢含量,10-2ml/g
To——最低焊前预热温度,℃
按表1中锻板的熔炼分析数据计算,本试验用10Ni3MoVD锻板的 Pcm=0.195%。LB-65L焊条的扩散氢含量按[H]≤0.02 ml/g考虑。按式(2)计算,10Ni3MoVD锻板的Pc=0.3083%,则小铁研试验不裂的最低焊前预热温度To=52℃,需要适当的预热。由此判断:该锻板抗焊接冷裂纹能力良好。
2.2 10Ni3MoVD锻板焊接热影响区最高硬度试验
焊接热影响区最高硬度试验按GB 4675.5—84《焊接性试验 焊接热影响区最高硬度试验方法》的规定进行[2]。先将48 mm厚10Ni3MoVD锻板加工至20 mm厚(保留一个锻造面),然后加工成标准规格试板(200 mm×150 mm×20 mm)3块,分别在不同预热状态下施焊。
试验采用Ø4.0 mm LB-65L焊条(400℃ ×1 h烘干),预热温度分别为室温、75和100℃。试验焊缝在锻造面上进行,焊接规范见表4。
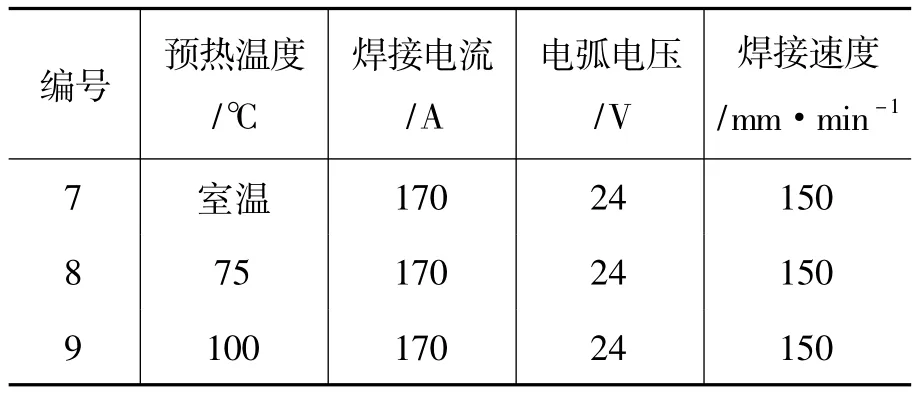
表4 最高硬度试验的焊接规范
以焊接熔合线底部切点为0点,左右每隔0.5 mm作为硬度的测定点,见图1。加载载荷10 kg,加载时间 20 s,加载速度 70 μm/s。维氏硬度测定点位置及其硬度值见表5,6,由表中数据整理的硬度测定点位置及其硬度值曲线见图2。
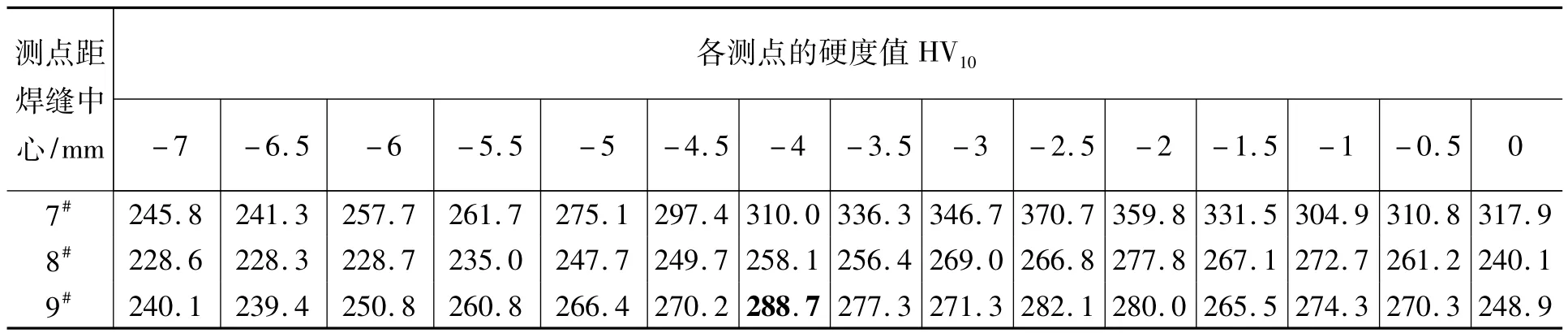
表5 维氏硬度测定点位置及其硬度值(左半侧)
钢材的淬硬倾向是评价其焊接冷裂纹敏感性的主要判据之一,焊接热影响区最高硬度HV作为一个因子,不仅可以反映化学成分的作用,也反映了组织形态对冷裂纹的影响。由表5,6数据及图2曲线可以看出,10Ni3MoVD锻板在不预热时,焊接热影响区最高硬度HV10为377 N/mm2,有一定淬硬倾向;而预热至75和100℃时,焊接热影响区最高硬度HV10分别为281和288 N/mm2左右,淬硬倾向明显降低,可有效避免焊接冷裂纹的产生。

表6 维氏硬度测定点位置及其硬度值(右半侧)
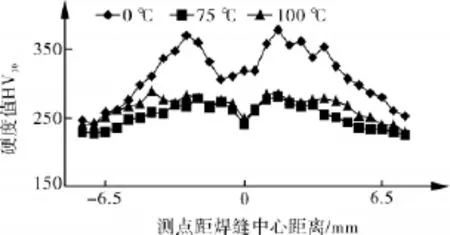
图2 最高硬度法试验硬度分布图(焊条:LB-65L)
2.3 10Ni3MoVD锻板斜Y型坡口焊接裂纹试验
为直观地评价10Ni3MoVD锻件根部焊道的焊接冷裂纹敏感性,采用48 mm厚的锻板,按GB 4675.1—84《焊接性试验 斜Y型坡口焊接裂纹试验方法》的有关规定进行了斜Y型坡口焊接裂纹试验[3]。
共制作了6块试板,按不同的预热温度施焊(参数见表7)。试板焊后经48 h自然冷却后,试验焊缝经渗透检测,均未发现表面裂纹,并检查其断面,结果见表8。
由斜Y坡口焊接裂纹试验结果可知:用LB-65L焊条施焊的10Ni3MoVD锻板,不预热试样的断面和根部裂纹率均达到100%,预热75℃和100℃的试验均未出现断面和根部裂纹。可以认为,用LB-65L焊接48 mm厚的10Ni3MoVD锻板时,应进行75℃以上的预热。
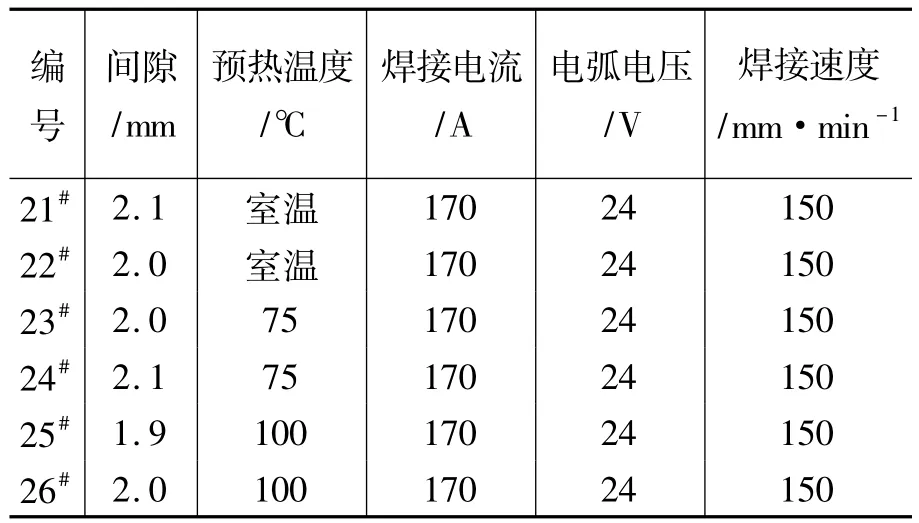
表7 斜Y坡口焊接裂纹试验参数

表8 斜Y坡口焊接裂纹试验
3 再热裂纹敏感性试验
3.1 再热裂纹敏感性指数分析
钢材的化学成分是影响其再热裂纹敏感性的重要因素。为研究各种碳化物形成元素以及铁素体稳定化元素对钢材再热裂纹敏感性的影响,日本伊藤等在前人试验研究的基础上(铃木春义,1979),采用Y型坡口拘束试板作进一步研究,提出了再热裂纹敏感性指数PSR作为钢板再热裂纹敏感性的初步判断,并建立了以下公式:

PSR≥0时,则发生再热裂纹。
根据上述公式计算10Ni3MoVD锻板的PSR=-0.94。从而推断,10Ni3MoVD锻板的再热裂纹倾向不大。
3.2 10Ni3MoVD锻板小铁研法再热裂纹试验
为了用试验评价10Ni3MoVD锻板的再热裂纹敏感性,先按 GB 4675.1—84[3]制作小铁研试样,其预热125℃,确保不产生冷裂纹,然后按不同的规范进行焊后热处理。
共制作了8块小铁研试板,采用直径Ø4 mm的LB-65L焊条按要求施焊(参数见表9),试验结果见表10。
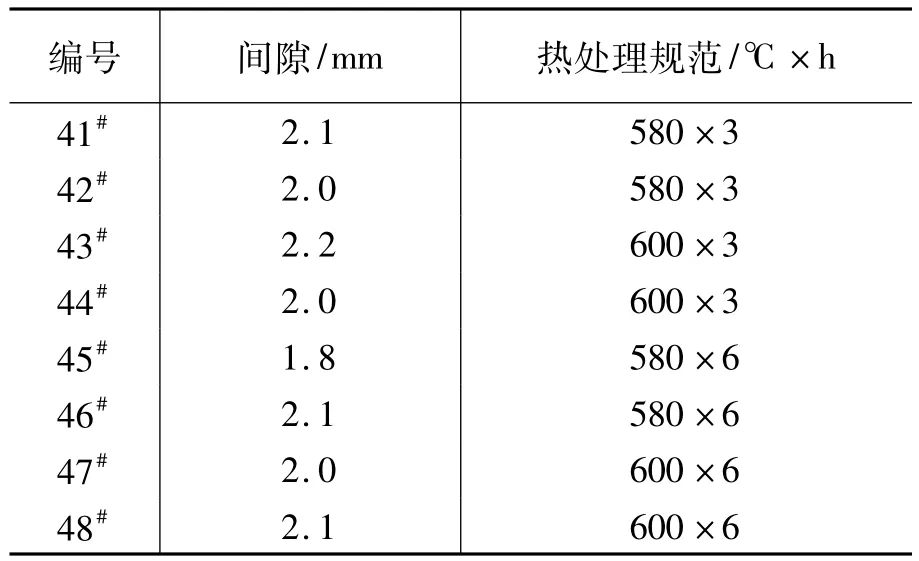
表9 小铁研法再热裂纹试验参数
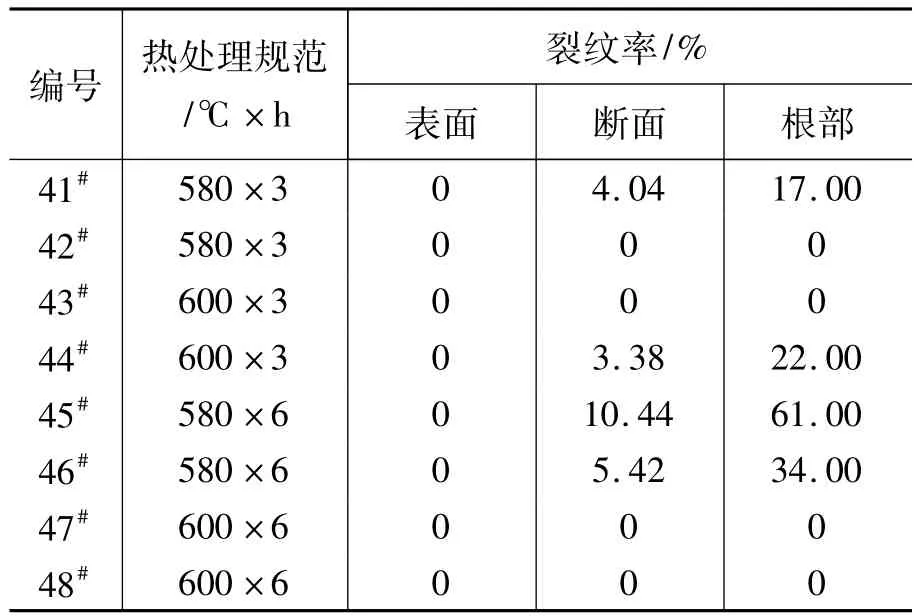
表10 10Ni3MoVD锻板小铁研再热裂纹试验
由表10可知,小铁研试样经580及600℃热处理,部分试样出现根部和断面裂纹,但未发现表面裂纹,说明10Ni3MoVD锻板有一定的再热裂纹倾向,因小铁研试验的拘束度较高,一般认为表面裂纹率低于20%时,实际产品结构不会产生裂纹。
3.3 10Ni3MoVD锻板插销再热裂纹试验
20世纪80年代到21世纪初,有关单位对多种压力容器用钢采用插销法进行再热裂纹试验,获得大量数据[4-6]。本次的插销再热裂纹试验仍沿用有关单位的试验方法及参数选择,以便于对比。其试验方法参照GB 9446—1988《焊接用插销冷裂纹试验方法》[7],插销试样是从48 mm厚的10Ni3MoVD锻板1/4板厚处切取,试样长度方向沿锻板长度方向,其形状及尺寸参照插销冷裂纹的试样,但选择缺口深度为1.5 mm,采用较大缺口深度是为了获取最大的应力集中系数。插销底板采用低碳钢板,规格为Ø100 mm×20 mm,其中心有Ø8 mm配合插销安装的孔。
插销试样的焊接工艺规范:焊接电流170 A,焊接电压24~25 V,焊接速度150 mm/min,线能量16~17 kJ/cm。插销试验所用设备为JBL-1型插销试验机,试验期间环境温度15~21℃,湿度60%~75%。
本次试验中采用“断裂”准则,即试样经一定时间不断裂所承受的最大应力为钢材抗裂能力。试验初应力σ0按下式计算,以便能精细区分试验用钢对再热裂纹的敏感程度。

式中 σ0——插销应力松弛试验时的初应力值
σS——钢材在高温下的屈服强度
EH——钢材在高温下的弹性模数
ER——钢材在室温下的弹性模数
3.3.1 再热裂纹敏感温度试验
对10Ni3MoVD再热裂纹插销试验的热处理温度分别为560,580,600和620℃,结果见图3。经测定,其再热裂纹敏感温度在600℃左右。
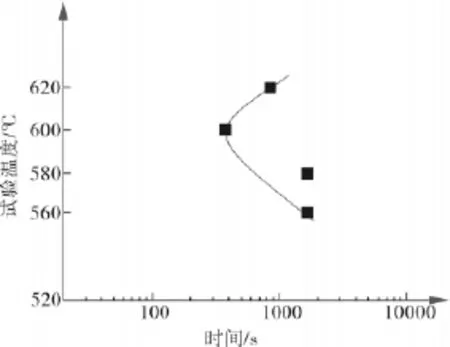
图3 10Ni3MoVD锻板插销再热裂纹试验
3.3.2 再热裂纹敏感应力松弛试验
对10Ni3MoVD锻板再热裂纹应力松弛试验,其试验温度分别为580,600和620℃,结果见图4。在3个温度下的临界断裂初应力分别为317,230,263 MPa。其中在敏感温度600℃下的临界断裂应力最低,为230 MPa。
3.3.3 与几种压力容器用钢的再热裂纹敏感性的比较
与几种压力容器用钢的再热裂纹敏感性比较(敏感温度及其临界断裂初应力值)结果见表11。
图4 插销再热裂纹应力松弛试验
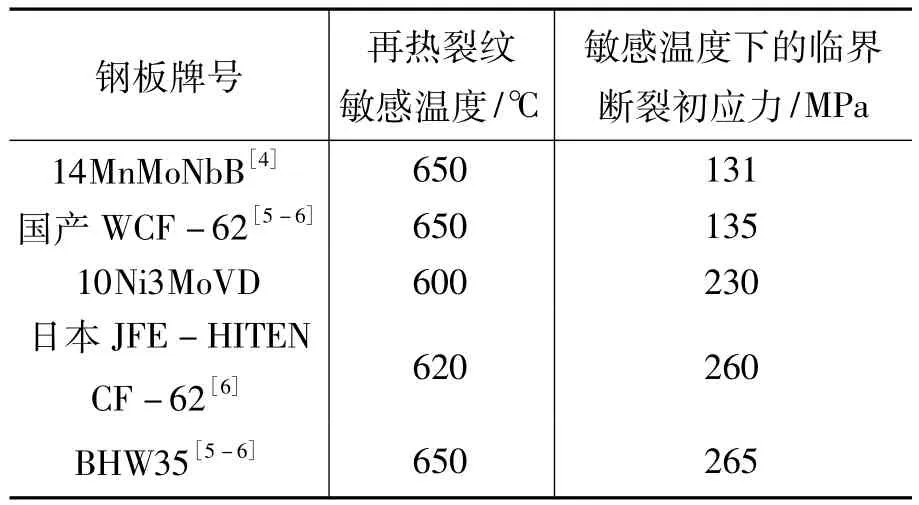
表11 几种压力容器用钢敏感温度下的临界断裂初应力
由表11可以看出:
(1)10Ni3MoVD锻件的再热裂纹敏感温度较低(600℃),这可能限制现场消除应力温度的提高;
(2)其敏感温度下的临界断裂应力较高(230 MPa),这又表明其再热裂纹敏感性较低;
(3)其敏感温度下的临界断裂应力(230 MPa),远高于国产WCF-62(135 MPa),略低于日本 CF -62(260 MPa)[4-6]。
3.3.4 再热裂纹C形曲线
10Ni3MoVD锻件与几种压力容器用钢[6]的再热裂纹C形曲线见图5,由图中断裂时间可以看出:10Ni3MoVD锻件比国产WCF-62钢的断裂时间长,说明其再热裂纹敏感性比国产WCF-62钢低;但其断裂时间比日本的CF-62的短,说明其再热裂纹敏感性比日本的CF-62略高。
4 综合评定及建议
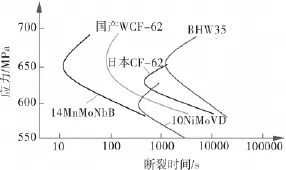
图5 几种压力容器用钢的再热裂纹C形曲线
(1)通过焊接冷裂纹敏感指数、焊接热影响区最高硬度法试验及斜Y型坡口焊接裂纹试验等方法对比的试验研究表明:10Ni3MoVD锻件有良好的抗焊接冷裂纹能力。采用进口LB-65L焊条施焊,若预热温度大于75℃,一般不会产生焊接冷裂纹。而室温焊接的斜Y型铁研试验均出现100%断面和根部裂纹。因此,对10Ni3MoVD锻件预热是必要的。
(2)根据本次试验结果,考虑到锻件化学成分因炉批号不同可能的波动性,锻件主要用在人孔、接管部位拘束度一般较大同时也是应力集中区等因素,推荐10Ni3MoVD锻件焊前预热温度不低于100℃。
(3)通过焊接再热裂纹敏感指数、斜Y型坡口焊接裂纹试验及插销再热裂纹试验等的对比试验,可以看出10Ni3MoVD锻板有一定的再热裂纹敏感性(其再热裂纹敏感温度为600℃左右,在敏感温度600℃下的临界断裂应力为230 MPa,其敏感性远低于国产 CF-62,稍高于日本 CF-62),与常用压力容器用钢相比,其再热裂纹敏感性相对较低。
对于实际产品结构,其敏感程度一般不至于产生再热裂纹。但对此问题应予以重视,结构设计上应避免较高拘束度,焊接过程中应控制焊接工艺以降低残余应力,同时要减少焊接缺陷,以避免其对冷裂纹和再热裂纹的诱导。
(4)本次研制的10Ni3MoVD锻件,碳当量和Pcm值控制都较理想,试验结果显现良好的抗焊接冷裂纹能力。考虑到NB/T 47009—2010《低温承压设备用低合金钢锻件》中10Ni3MoVD锻件没有碳当 量 和 Pcm值的 具 体规 定[8],建 议 选用10Ni3MoVD锻件时,增加Pcm≤0.24%的要求,以间接控制其焊接裂纹的敏感性。
[1]窦万波.我国乙烯球罐现状及国产化中技术要点分析[J].压力容器,2006,23(6):39 -42.
[2]GB 4675.5—84,焊接性试验 焊接热影响区最高硬度试验方法[S].
[3]GB 4675.1—84,焊接性试验 斜Y型坡口焊接裂纹试验方法[S].
[4]《大型球罐用CF钢的应用研究》课题协作组.CF-62钢焊接性试验研究[J].压力容器,1987,4(3):20-25.
[5]张相权,董家祥,战旗,等.3.5%Ni钢再热裂纹试验[J].压力容器,1988,5(6):8 -13.
[6]张建军,房务农,卜华全,等.B610CF-L2与JFEHITEN610U2L钢焊接裂纹敏感性对比研究[J].压力容器,2008,25(11):15 -18.
[7]GB 9446—1988,焊接用插销冷裂纹试验方法[S].
[8]NB/T 47009—2010,低温承压设备用低合金钢锻件[S].
猜你喜欢
金属热处理(2022年7期)2022-11-16
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
一重技术(2021年5期)2022-01-18
中国新技术新产品(2020年6期)2020-06-19
大型铸锻件(2020年3期)2020-05-18
汽车维护与修理(2019年22期)2019-12-30
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30